不锈钢轨道车辆用电阻点焊设备的组成与应用
2021-09-10康丽齐吕冬连程国利
康丽齐 吕冬连 程国利

摘要:针对不锈钢轨道车辆的材料的性能,适合采用电阻点焊技术进行焊接。分别从电阻点焊的工作原理、焊接设备的整体结构形式、焊接系统、走行系统、控制系统、焊接监测系统、润滑系统、冷却系统、焊钳结构、点焊电极、设备焊接能力、设备的辅助装置等方面分析了电阻点焊设备各系统的组成与应用,指出了生产不锈钢轨道车辆用电阻点焊设备的基本组成、应用特点及要求。
关键词:不锈钢车辆;电阻点焊;设备;性能
中图分类号:TG438.2 文献标志码:A 文章编号:1001-2003(2021)04-0053-04
DOI:10.7512/j.issn.1001-2303.2021.04.10
0 前言
轨道交通的发展是解决城市交通拥堵的主要途径,质量轻是城轨车辆选用的重要指标,不仅能够大幅降低运营成本,还能提高牵引和制动部件的寿命。一台B型不锈钢材料车辆的车体钢结构质量约为6 t,是同等长度的碳钢材料车辆质量的2/3,且车辆表面无需油漆涂装,车辆制造成本和后期维护保养成本也大为降低。不锈钢材料采用电阻点焊工艺,焊接过程中无需填充焊接材料,没有焊接烟尘,有利于保护环境。
中车长春轨道客车股份有限公司已制造了多个项目的不锈钢车辆,使用材料为SUS301L系列高强不锈钢。公司从国外引进了多套不同结构形式、不同性能特点、不同能力的电阻点焊设备,布置了一条不锈钢材料车辆的焊接生产线,设备资产超过2 000万美元。
1 SUS301L系列高强奥氏体不锈钢材料性能和焊接工艺分析
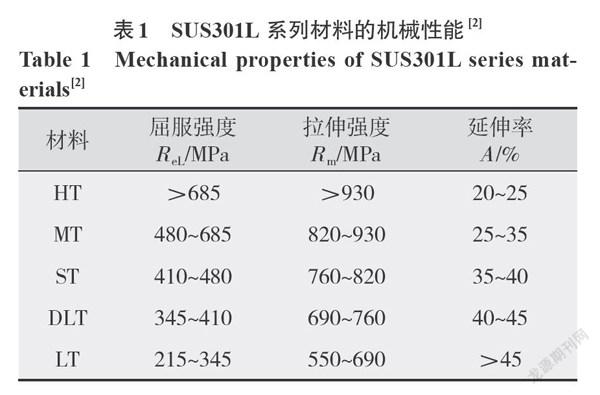
SUS301L系列高强度奥氏体不锈钢材料在轧制过程中,根据需要可获得HT、MT、DLT、ST和LT五个强度等级,其化学成分完全相同,但机械性能完全不同[1],机械性能如表1所示。产品不同部位采用不同等级的材料。金属在长时间的高温环境下(如电弧焊接),材料的拉伸强度会急速下降。采用电阻点焊,在短时间内完成焊接,能够保证材料的机械性能。且必须采用较高的电极压力,以防止产生气孔、裂纹等缺陷,焊接时及时采用外部冷水进行冷却,防止焊接变形。材料塑性好,能够较好地完成拉弯成型。
近几年,表面不涂装的不锈钢材质的车辆应用较为广泛,电阻点焊焊点表面成形美观,焊接变形小,焊后无需修磨焊点表面,避免了对不锈钢金属材料表面状态的破坏,因此电阻点焊是不锈钢轨道车辆的最佳焊接工艺之一。
2 不锈钢轨道车辆用电阻点焊设备组成
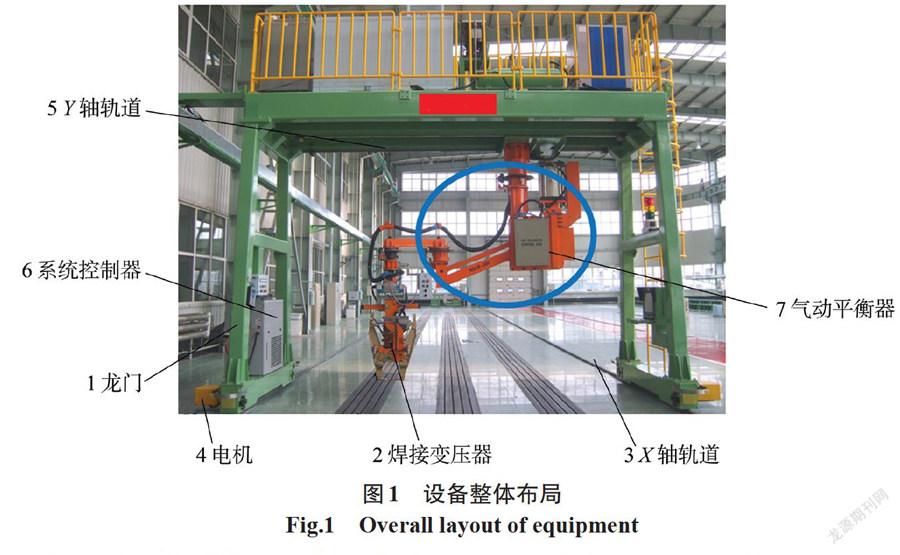
用于不锈钢轨道车辆的电阻点焊设备为大型的非标准设备,其结构复杂,根据产品结构特点和工作范围需要单独定制,成本高、工艺性强、制造周期长,一般为国外进口。设备由主体结构、焊接系统、控制系统、走行系统、焊接监测系统、润滑系统、冷却系统、焊钳结构、点焊电极、设备轨道等部分组成。以焊接车顶部件的双腿龙门结构设备为例,整体布局如图1所示。
(1)主体结构。
主体结构采用有钢性的框架结构,如图1中件号1所示的双腿龙门框架结构。龙门根据需要产品特点和生产场地工艺布局要求设计不同的结构。其重要功能是搭载设备各部件,如焊钳,运行到需要焊接的产品位置。
框架龙门采用高强度钢焊接组对完成,具有足够的强度和刚性,能够连续焊接16 h,龙门不发生结构变形。龙门腿端部设计有安全防碰撞装置(见图2),当龙门遇到障碍物时,防碰撞装置先接触到障碍物,将信息传递至控制系统,控制系统紧急控制龙门立即停止移动,防止龙门损坏。
龙门架上方根据需要搭载电阻电焊设备的各系统部件,如空气压缩机、空气干燥器、冷却机等柜式设施。在龙门架的上方设计有安全护栏,护栏高1.2 m,由圆钢管结构焊接组成,保护设备和设备检修人员的安全。龙门侧面布置有爬梯,方便人员攀登到龙门上部。
(2)焊接系统。
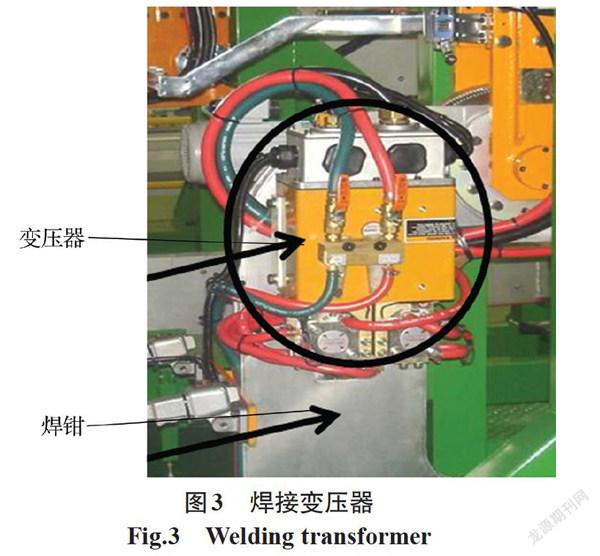
焊接变压器是电阻点焊设备焊接系统中的重要部件,重要功能是将电流通过被焊材料产生电阻热,熔化金属,完成焊接要求。焊接变压器的性能决定设备的焊接能力。车顶部件的焊接设备(见图1中件号2)采用中频逆变的焊接变压器,质量比交流焊接变压器减轻70%,体积减少50%,尺寸小,布置在靠近焊钳位置,可减少电流损耗,局部如图3所示,将交流电经过增幅机形成高电流、低电压后经过二极管转换直流电,通过焊钳进行焊接,电流控制精度不超过预设定的±3%;对于车顶焊接,焊接电源的容量130 kVA可满足焊接需要,变压器质量16 kg,输入周波1 kHz,无负载2次电压能够达到9 V。
(3)走行系统。
走行系统包括设备龙门框架沿着车辆长度方向的移动(又称作X轴方向移动)、多关节平衡器和焊钳装置在龙门架横梁下部沿着车辆宽度方向的走行(又称作Y轴方向移动)。
车顶部件长度约为20 m,一般采用产品固定不动、設备移动的焊接方式。在车辆长度方向,地面铺设固定轨道(图1中件号3),整个龙门框架由齿轮齿条电机驱动沿着轨道移动,两个龙门腿下部各布置一套电机(图1中件号4),左右电机同步控制,龙门走行速度控制在0~20 m/mim,采用逆变控制方式,实现无级调整启动和停止动作,使设备行走更加柔和。对于手动操作的设备其轨道采用普通铁路轨道。轨道安装的平行度和水平度控制要求为≤1 mm/30 m。
为实现在各角度对产品进行焊接,在龙门框架上部横梁的底部,沿车辆宽度方向布置了线性走行轨道(图1中件号5)。多关节平衡器和焊钳装置沿着车辆宽度方向Y轴的走形控制方式与X轴方向移动相同。
(4)控制系统。
控制系统是电阻点焊设备的中枢系统。有2个重点部分——系统控制和焊接控制。
系统控制器(图1中件号6)采用PLC机型的Q00系列的产品,输入程序的控制方式,有自诊断功能、异常检测功能、存储数据的功能,存储数据容量可达14 kbyte,处理各种功能、异常信息的能力速度可达1~2.3 μS/step。在设备龙门结构上布置有操作台,操作台上可显示设备的开/关、异常停机等信息,在输入盘上按键输入焊接参数,焊接状态的读数就可在显示操作盘上显示。
对于焊接控制器,设定存储256个焊接参数的能力,一般选用可靠性较好的德国博世的产品。通过焊接变压器进行恒流控制,恒流精度达到±1.5%以内,可实现多级点焊功能(可进行3次通电)。对高强不锈钢材料的焊接,采用多次通电的方式实现焊接要求。
(5)点焊监测系统[4]。
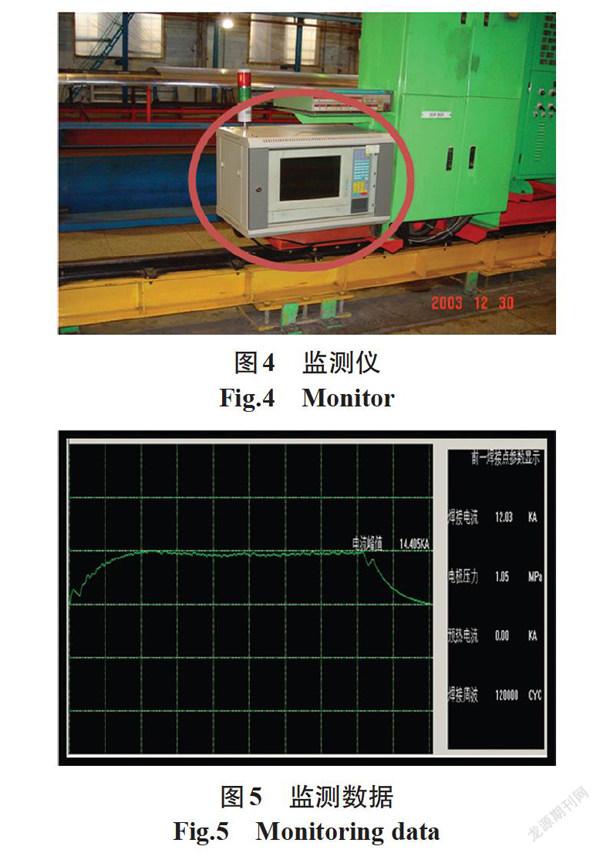
设备配有点焊监测系统(见图4),通过焊机电极焊接参数输出端配置的信号收集传感器,传递到监测系统中进行分析,并显示监测结果(见图5),形成数据库管理。在点焊监测系统中设置焊接电流、通电时间、电极压力等参数的许可范围,实际输出参数一旦超出许可范围,系统予以报警并停止焊接。操作者分析报警原因,解决问题后再进行焊接。
由于电阻点焊不能进行破坏性的检查,监控焊接过程是非常重要的。
(6)冷却系统。
电阻点焊采用大电流的焊接规范,较好的冷却装置可以保证10 000 A电流点焊的连续性。设备配有内部强制自循环冷却系统,冷却水流量35 L/min,冷却系统配有过滤装置,保证点焊作业连续进行。冷却水循环过程为:冷却器→焊接控制器→变压器→焊枪→冷却器。
(7)润滑系统。
设备安装有可靠的润滑系统,如在设备横向、纵向、高度方向移动的部件轨道均布置有自动润滑单元装置,该装置能够实现定时定量自动提供润滑油脂,保证系统各运动部件的移动、旋转等功能,增加设备的使用寿命。
(8)焊钳及点焊电极。
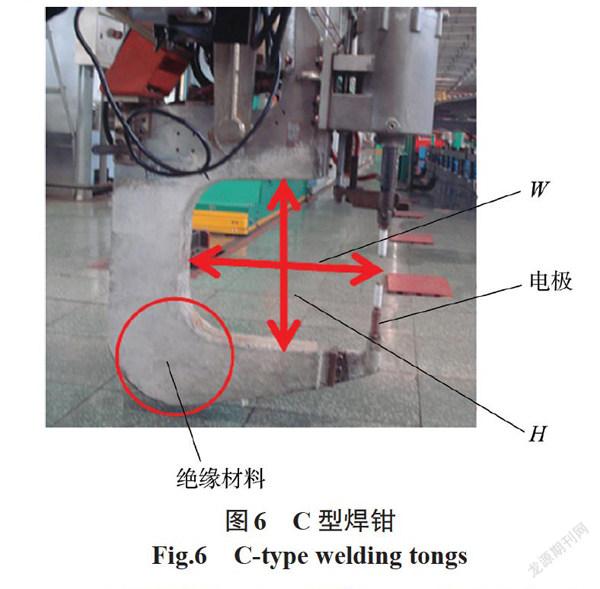
焊钳是焊接系统中直接执行焊接的关键设备,采用电机无级控制方式能够绕直垂地面的轴进行-180°~+180°的旋转,转到任意角度,焊钳均能实现自锁功能。焊接车顶用焊钳为C型焊钳,其材料选用A5052型铝合金材质,整体质量降低,便于平衡器对焊钳的抓举。C型焊钳有喉深W和喉高H的尺寸要求,如图7所示,W=600 mm,H=540 mm。
为了防止在焊接过程中焊钳与工装接触,在焊钳的钳体上喷涂一层厚度2 mm的绝缘材料。
对手动控制的设备,焊钳上方采用关节式气动平衡器(见图1中件号7)悬挂焊钳。平衡器机构设定工作范围半径达到2 000 mm,可以持重的焊枪质量一般大于300 kg。使用平衡器,操作者对提升和下降300 kg的焊枪都能达到操作自如,且平衡器有自锁功能,当提升或下降至任何一个位置,均能保持稳定停到指定位置,实现焊接。
设备焊接点焊电极,电流从电极的正极出来,通过工件,再流转到电极的负极,形成一个焊接电流流转回路,完成对工件的加热、熔化、加压,完成焊接。电极头形式为R100 mm的球面形式。电极材质为CuCrZr,硬度≥160 HV,相对导电率≥70%[5],其中Cr含量为0.4%~1.0%,Zr含量为0.02%~0.45%,增加Cr元素是为了增加电极硬度,能够提高焊点成型质量。
3 生产应用及后期改进分析
按照功能系统的性能特点要求,完成车顶部件工序点焊设备的采购技术条件的编制、制造和设备验收。从2005年生产不锈钢轨道车辆开始使用这些焊接设备,车辆现场运行良好。
焊钳平衡器的旋转臂,设计加长形式,目的是增加设备在宽度方向的可达范围,对宽度3.2 m的车辆也能实现点焊操作。旋转臂在空间±360°旋转的工作范围,设计相同范围,对设备安装无需特定方向,以提高设备的适用性。在平衡器与焊钳之间增加快速换钳机构,便于后期对设备进行改造,通过更换不同规格的焊钳代替设备整体采购,降低成本。
对焊接控制器,存储焊接参数的能力还需增强,可以存储不同车辆的焊接参数。对焊接加压力的控制方式,目前大部分采用气动方式控制,存在调整压力范围不精确问题,后期可以研究伺服电机控制方式,实现无级调整,目前已应用于汽车行业,在轨道车辆行业还未得到广泛开发应用。
4 结论
(1)生产不锈钢轨道车辆的电阻点焊设备是非标准化的大型设备,其工艺性强。针对不同点焊的产品结构特点,设备的技术性能和焊接能力差别大,需要针对图纸结构特点分析研究设备的性能特点和工作范围。
(2)生产不锈钢轨道车辆的电阻点焊设备价格高、结构复杂,为确保设备的性能,生产过程中对设备的定期保养非常重要。
参考文献:
康丽齐.不锈鋼轨道车辆焊接技术应用[J].点焊机,2017,47(10):86-88
YC-IH2001,不锈钢车辆用冷轧不锈钢板技术条件(日本企业标准)[S].
赵熹华.压力焊[M].北京:机械工业出版社,1989:3-15.
YC-IH2002,点焊作业标准(日本企业标准)[S].
康丽齐,于菲.电阻点焊电极头形式对高强不锈钢焊点强度影响的试验研究[J].工程机械,2014,45(2):56-59.
收稿日期:2021-04-09
作者简介:康丽齐(1971—),女,学士,教授级高工,主要从事不锈钢、碳钢车辆车体钢结构焊接工艺技术的研究。E-mail:kangliqi@cc car.com.cn。
