基于经典力学试验的激光加工工程训练模式探索
2021-09-10高党寻姚启明彭世广王龙兵周冰科徐江波
高党寻 姚启明 彭世广 王龙兵 周冰科 徐江波
摘要:阐述在工程实践教学中针对激光加工开展的教学模式探索。实践中依托激光加工技术平台,开发突出实践性、设计性、研究性和创新性的工程实践教学方案,通过实践,训练学生的动手能力和实验分析能力,培养创新精神,进而提升实践教学效果。
关键词:激光加工;实践教学;拉伸试验;工程能力
中图分类号:TG456.7 文献标志码:C 文章编号:1001-2003(2021)06-0104-03
DOI:10.7512/j.issn.1001-2303.2021.06.20
0 前言
清华大学基础工业训练中心(以下称为“ 训练中心 ”)“ 十三五 ”规划提出要建设面向“ 中国制造2025 ”的系统化工程实践教学基地,开发系统化、可操作、体验度好、灵活性强的实践教学内容[1]。激光加工应用技术平台一直是训练中心重点建设的高效数字化制造实践平台之一(见图1),借助北京市共建项目、iCenter创新创业教育基地建设项目的投资,平台已经开始在实践教学中发挥作用。目前,平台的教学应用还在探索阶段,需要加快设备的技术应用开发和实践教学开发,增加必要的新方案、新内容,进而投入到工程训练教学和创新创业教育中,充分发挥该教学平台的效能。
1 教学目标及课程方案设计
激光加工技术在现代制造业中早已步入产业化发展,近几年激光加工在焊割产业的应用增长势头强劲[2]。针对现代制造业的飞速发展,以及训练中心对实践教学提出的新要求,有必要加强学生在激光加工领域的深层认知。通过课程的学习,引导学生立足一个完整的实验过程,完成从备料、实验再到实验结果分析的全过程训练模式,对激光加工技术有较全面的认识[3]。通过实践,增强学生的动手能力、实验分析能力,培养创新精神。
课程设计流程:通过完成一次连续的切割—焊接—切割—试样性能测试—结论分析5个过程(见图2),了解激光切割、焊接的基本原理和相关设备操作,加深学生对现代激光加工的理解。同时,在此基础上探究激光加工工艺参数对焊接接头强度等性能的影响。具体内容是:对奥氏体不锈钢板料进行激光切割下料,挑选边缘平滑且较易拼接的,以每两块一组在激光焊接平台上进行焊接,焊接后的钢板按照国标要求切割成拉伸试样,使用多功能拉伸分析仪进行拉伸实验,得到试样拉伸过程中的试验力-变形曲线,学生对其进行进一步的数据分析,最终得到各试样断裂时的最大载荷、拉伸过程中的弹性模量、上屈服强度、抗拉强度、延伸率等数据,最后分析激光加工工艺对焊接接头性能的影响。
2 教学内容
2.1 材料准备
使用实验室大功率激光切割设备,将厚度为1.5 mm的奥氏体不锈钢板料切割为45 mm×52.5 mm的试样毛坯若干个,挑选边缘较平滑且较易拼接的进行丙酮清洗处理。
2.2 试样坯料焊接
以激光焊接设备给定的参数为标准参数,通过调整焊接过程中的焊接速度、激光功率百分比、Q频、离焦量、是否吹保护气体等参数进行对比实验,试样毛坯焊接过程及效果如图3所示。学生通常采用的方法是独立改变激光功率和焊接速度。如激光功率選择60%、70%、80%,焊接速度选择5.5 mm/s、6 mm/s、6.5 mm/s,每组重复进行3次。
利用控制变量法,探究单一参数变化对焊接接头性能的影响,参数变化梯度尽可能的密集、均匀。尤其要关注母材间隙等容易忽略的因素对实验结果的影响,避免因考虑不周得出错误结论。
2.3 激光切割标准拉伸试样
利用大功率激光切割机加工标准拉伸试样(见图4)。由于中段焊缝的焊接过程比较稳定,焊接效果最佳,理论上应当割取试样的中部,且保证试样相对焊缝对称[4]。
2.4 拉伸性能测试
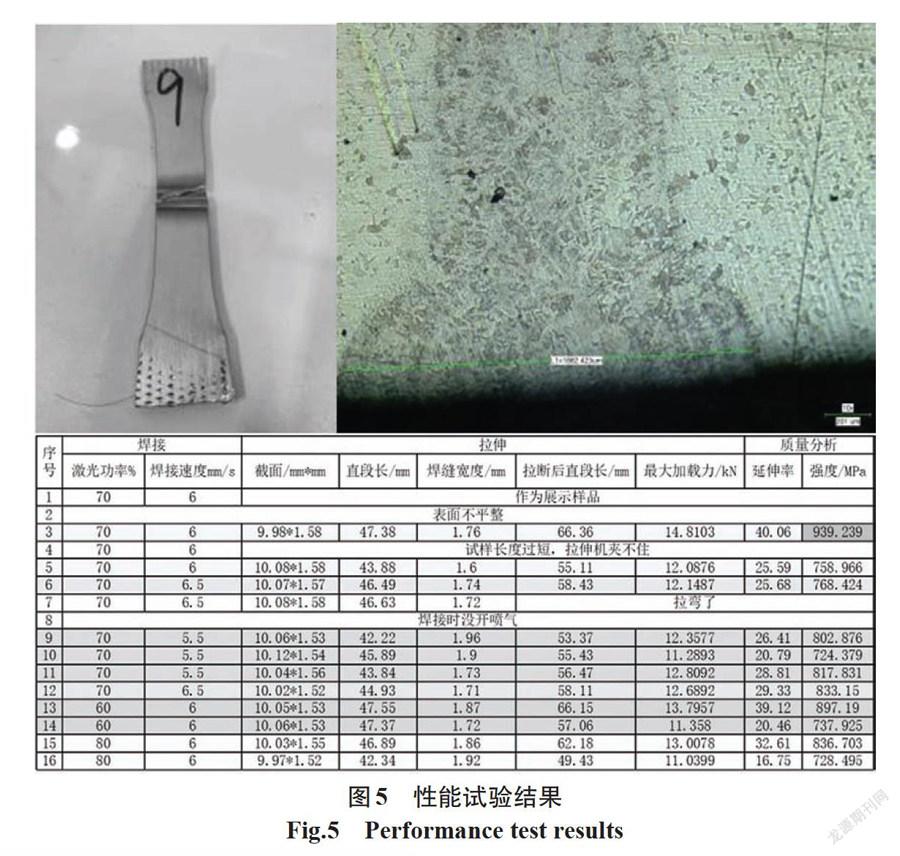
对各试样使用多功能拉伸分析仪进行拉伸实验,得到试样拉伸过程中的试验力-变形曲线,并进一步分析,最终得到各试样断裂时的最大载荷、拉伸过程中的弹性模量、上屈服强度、抗拉强度、延伸率等数据,如图5所示。此外,还鼓励学生对接头进行磨样处理,利用金相显微镜观察接头金相组织,采用微观组织分析方法研究分析焊接后的试样。
2.5 实验分析和结论
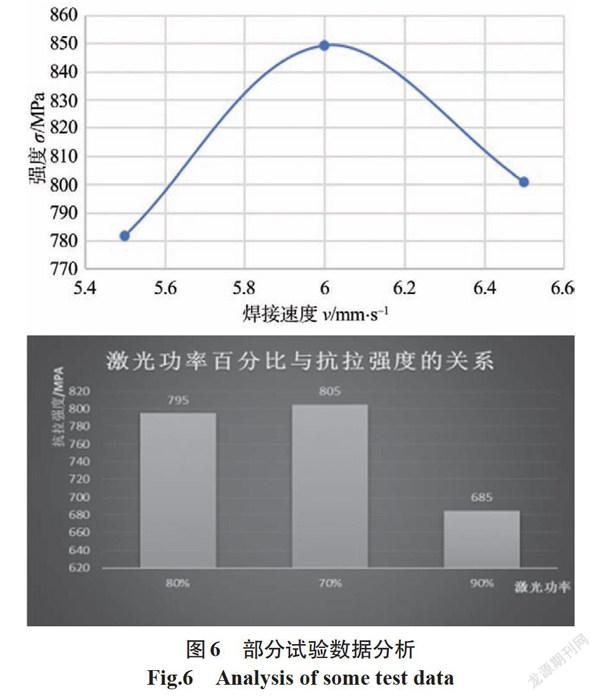
实验过程中,学生分别、独立地改变焊接速度和激光功率等参数,观察焊缝成形,测量接头强度和延伸率,分析激光焊接参数对焊接质量的影响。基本结论是:要获得良好的焊接接头,需要通过试验不断寻找合适的激光功率和焊接速度,以及两者组合。焊接速度越大,焊缝深度越小,热影响区越小;激光功率越大,影响则相反。在需要提高效率的场合,可以考虑同时提高激光功率和焊接速度;而出于其他考虑,例如焊接过程的稳定,或受限于其他条件,减小焊接速度的同时也应适当减小激光功率[5]。部分试验数据分析如图6所示。
同时,实验过程中也存在误差,如切割试样边缘不平齐,会导致在焊接平台摆放压紧后试样之间无法对齐并留有空隙。以及在焊接平台上无法放平、焊接仪器的压紧装置有些许错动、仪器的误差及稳定性,都是造成误差的原因。
此外,按照焊接结果综合分析,学生得出以下获得高质量焊接接头的工艺方法:焊接前清理焊接部位,包括清理切割造成的不平齐边缘以及表面的油、水等;适当调整激光功率,不过高、过低,根据焊接功率适当控制离焦量;适当调整激光频率;焊接速度保持适中,过慢易导致热影响区过大,过快则导致母材熔化量略少,不足以填充焊缝等。
3 结论
通过对教学内容、教学环节和流程以及教学环境的精心设计,探索出包含实践性、设计性、研究性和创新性的工程实践教学方案,有效提升了学生的动手能力和实验分析能力,培养了学生的创新精神,同时也增强了学生学习的积极性和主动性,加深了学生在激光加工领域的深层认知,教学效果和教学质量明显提高,这种教学模式受到学生普遍欢迎和好评。
参考文献:
李双寿,李乐飞,孙宏斌,等. “ 三位一体、三创融合 ”的高校创新创业训练体系构建[J].清华大学教育研究,2017(2):111-116.
崔丽,钱伟,潘峰,等.焊接速度对钢/铝异种金属激光深熔焊接头特性的影响[J].北京工业大学学报,2018(10):1347-1352.
乔佳,姚启明,高党寻.基于钨极氩弧焊与激光切割相结合的实践教学探索——新时代工程实践和创新教学[C].华北会议论文集,2018:245.
高党寻,姚启明.基于文化素质核心课程的教学改革——艺术视角下的焊接实践教学初探[J].电焊机,2018,48(4):115-117.
林健. 面向未来的中国新工科建设[J]. 清华大学教育研究,2017,38(2):26-35.
