浅谈某总装车间机械化输送分析
2021-09-10胡丽军
胡丽军

摘要:本文主要论述了总装同步工程分析中,机械化输送的常见分析点,并以实际应用为例对此进行阐述。
关键词:同步工程;机械化输送;柔性化
中图分类号:U468.21 文献标识码:A 文章编号:1674-957X(2021)07-0038-02
0 引言
机械化输送分析在整个总装工艺开发过程中格外重要,设计人员与工艺人员的充分沟通,在前期开发阶段采取折中的设计理念,能最大程度的减少整车开发成本,减少产品及生产线进入工程试制阶段的改动量。
1 输入条件
总装同步工程一般在项目TG0数据发放后进行,机械化共线分析是其中最重要的一环,通过对涂总PBS滑撬托点、升降机移行转接点软件硬件、底盘吊具、滑板支腿、线边机械手、底盘物料AGV、轮胎线、座椅线、仪表线等进行分析,运用CATIA、CAD软件将在产车型数模与开发车型进行比对,选出成本与质量最优方案。
2 分析过程
2.1 确认平面布置及工藝路线
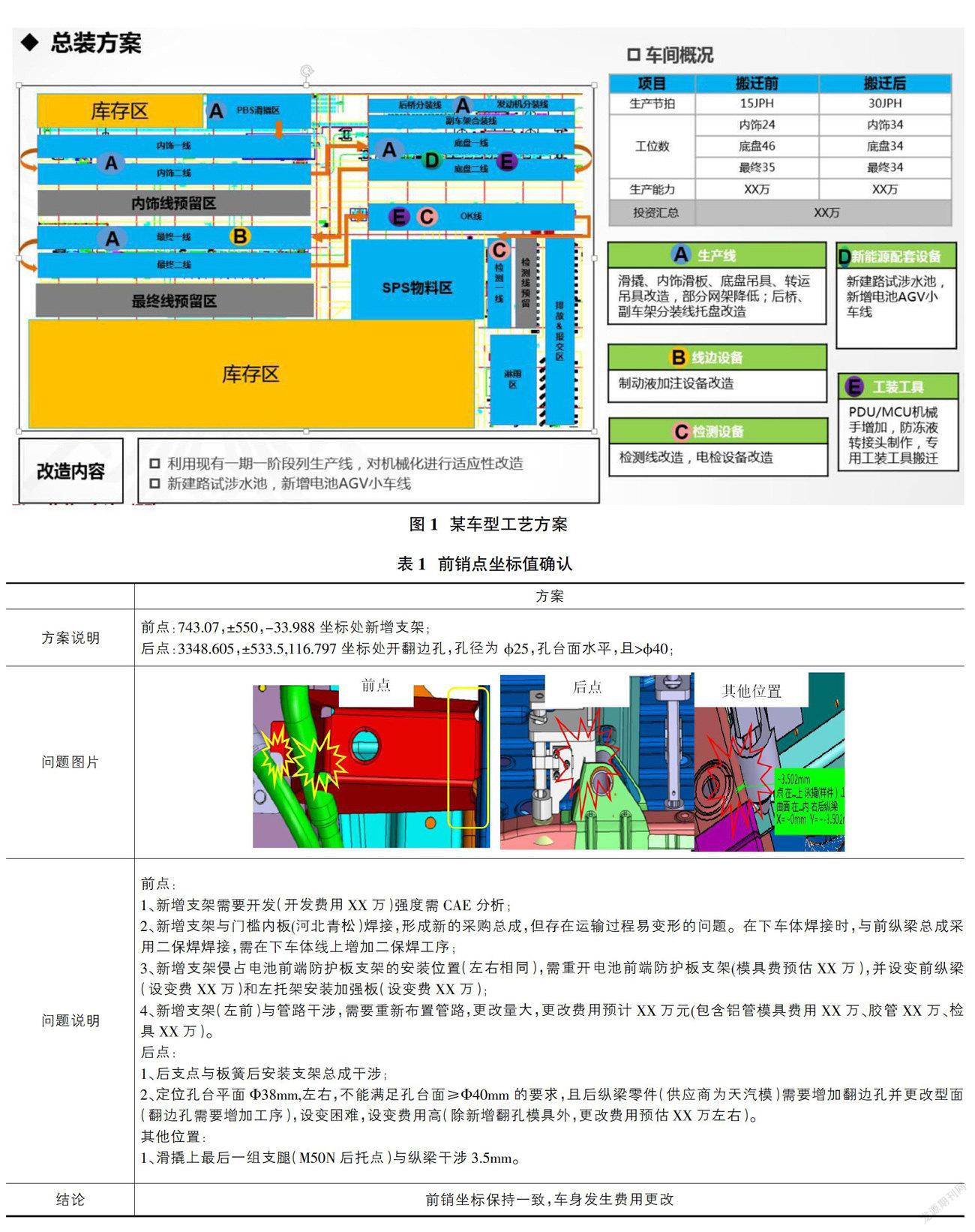
根据新生产车型特点,确认是否更改原有工艺路线,是否新增工艺路线,对改造点进行罗列,完成总装改造总体方案确认,图1为某车型总装工艺方案介绍,其中尤其要考虑共线车型的生产纲领是否满足产品规划、生产线机械化输送点也需要在总体方案中得以体现。
2.2 前销坐标值分析
我们在收到初版车身数据后,首先需要确认前销点尺寸一致性,以某车间现有生产车型为例,前销点尺寸为1100mm,所有车型统一前销尺寸尤为重要,能最大程度减少改造成本,前点的坐标值选择需要从焊装、涂装、总装三个维度通盘考虑,在保证总装前销点周边无底盘覆盖件干涉情况下,尽量满足涂装面撬、泳撬制作柔性及可达性,忌讳牵一发动全身。表1为某车型共线分析过程。
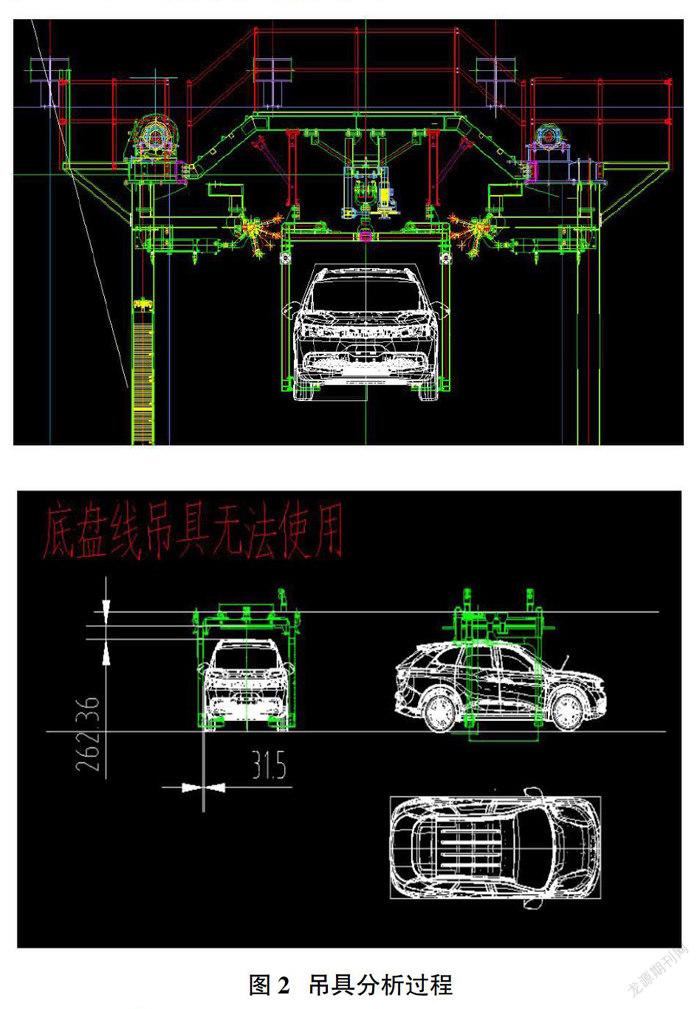
2.3 PBS、滑板及吊具分析
在确认前销点后需对生产线主线输送机构主附件进行确认,确认内容需包含滑板、吊具载荷、吊具高度、吊具宽度、支腿高度、支腿坐标值、转运线吊具等,在电器控制方面,需要梳理完成车型识别开关布置、PLC自动接车控制程序更新、轴距调整开关布置及程序新增等软件改造。表2及图2为某车型分析实例。
3 结束语
以上总装机械化输送分析只是针对目前较为传统总装车间自动化输送的部分内容,不能涵盖所有改造点,不断地研究新工艺、新材料、新方法始终是我们技术人员的目标,相信在未来的公司发展中,将不断提高线体的柔性及自动化适应能力,达到国内领先标准。
参考文献:
[1]朱阳兵.汽车装配车间机械化输送技术的应用[J].现代制造技术与装备,2014(1):28-30.
[2]常增辉,代新星.汽车装配车间机械化输送技术的应用[J].环球市场,2018(20):375.
[3]赵海涛.探究汽车装配车间机械化输送技术的应用[J].时代汽车,2019(6):7-8.
