浅谈某冷轧轧机换辊车液压系统故障排查及处理
2021-09-10王海楠
王海楠
(首钢京唐钢铁联合有限责任公司设备部,河北 唐山 063200)
1 换辊车结构及功能的简介
该冷轧轧机换辊车如图1所示,主要包括框架(如图2所示),牵引车、横移液压缸。框架主要用于放置新旧轧辊,其中标有轧辊示意图的放置区为新辊放置区,与其相邻的放置区为旧辊放置区,此外,框架上设计有轧辊及牵引车行走轨道;液压缸缸头与框架相连,缸尾进行固定安装;牵引车在框架上行走,实现轧辊前进后退的动作。

图2 框架
当框架处于图1中实线位置时(以下称为抽辊位,此时横移液压缸为缩回状态,几乎为完全缩回状态),通过牵引车将轧机内部旧辊抽出,然后通过横移液压缸,将框架推至图1中框架的虚线位置(以下称为插辊位,此时横移液压缸为伸出状态),再通过牵引车将新辊推入轧机内部,完成换辊作业。

图1 换辊车示意图
2 故障现象描述
换辊过程中,框架必须处于实线位置或者虚线位置保持不动,以保证换辊车的放置区与轧机牌坊窗口对正。但在操作过程中,当处于抽辊位时,框架自主发生横向溜车现象,大概30s左右后(整个抽辊过程大概在5min左右),横移距离就超过位置报警线(±3mm)后,检测控制系统报警,换辊车无法动作,必须重新操作将框架反向横移到插辊位,然后再继续进行抽辊作业,反复上述动作,严重影响了换辊节奏。
3 故障排查过程
根据上述故障现象的描述内容,进行了故障排查,以下作业的前提是确保设备及人员安全,具体排查步骤及分析结论,如下:
(1)首先考虑液压系统对故障现象的影响,换辊车横移液压原理图如图3所示,图中所示液压元件安装于一个阀台之上。

图3 换辊车横移液压原理图
①将307.3、307.4两个测压点分别连接压力表,将框架横移制抽辊位不动:发现在框架动作过程中,307.3压力为160Bar左右,307.4压力表为100Bar左右,停止动作后,比例阀处于中位,停止供油,然后307.3压力逐渐下降,307.4压力逐渐下降,20s左右后,框架开始横移溜车,直至压力完全变为0。进行往复多次操作,发现整个系统无外泄漏现象。根据上述现象,初步怀疑以下四个问题中的一种或几种:电磁换向阀311常得电导致液压锁失效、单向阀310.2内泄、横移液压缸存在内泄。接下来利用排除法,逐一进行判断;
②排查电磁换向阀问题。将电磁换向阀311电磁阀头拆下,操作框架横移,发现框架无动作,且307.3、307.4压力全为0;将电磁换向阀311电磁阀头安装到位,操作框架横移,发现框架动作正常。通过该现象可判断电磁换向阀正常;
③排查单向阀310.2问题。更换全新该型号单向阀,按照1中操作,与1中现象相同;再将单向阀310.2安装至其他设备处,操作该设备,该设备动作正常;通过该现象可判断单向阀310.2正常;
④进行横移液压缸内泄检测。将液压缸完全缩回到位,并保持有杆腔持续供有压力,然后打开液压缸无杆腔侧油管接头,观察30min,无杆腔缸体接头无油液流出;回装无杆腔侧油管接头,将液压缸完全伸出到位,并保持无杆腔持续供有压力,然后打开液压缸有杆腔侧油管接头,观察30分钟,无杆腔缸体接头无油液流出。通过该现象可判断液压缸无内泄问题。
(2)为进一步缩小故障原因的可能性,从机械结构方面,对框架横移轨道进行了水平度检测,检测数据符合标准。
(3)继续分析,然后将问题点聚焦在溢流阀309之上。通过多次反复操作框架横移,回油管路温度无异常升高且无异常声音,初步可判定溢流阀无内泄现象。而后,为进一步作出最终判断,更换该型号全新的溢流阀,按照1中操作,与1中现象相同。通过该现象可判断溢流阀无内泄问题。
(4)上述综合分析,怀疑阀台存在内泄现象。假设阀台存在内泄,采取假设验证的方法进行排查。根据液压阀规格尺寸,制作液压阀台检测阀块俯视图如图4,该阀块为六面体,下表面为安装面,其安装尺寸、油路贯穿该阀块,且与比例阀312相同,上表面油路末端攻丝,以便安装测压接头。
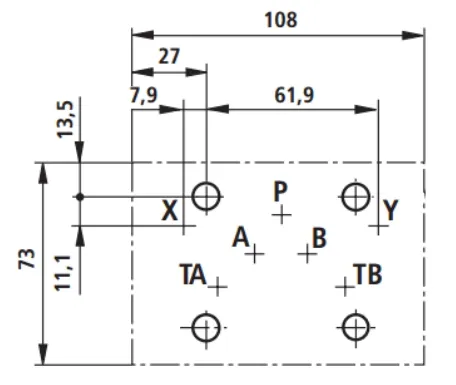
图4 检测阀块底板示意图
关闭液压系统动力源和高压球阀302,再拆开液压缸两个接头,并将油管末端进行封堵,确保供油后无外泄漏;再将主回油管路拆开,将阀台主回油接口进行封堵,确保不出现外泄漏现象;将比例阀312拆除,更换为上述检测阀块;将阀块上表面六个油路分别安装测压接头,打开高压球阀302,最后人员站在安全位置后,打开液压系统动力源,并保证随时可以立即关闭液压系统动力源。在此状态下,整个系统无外泄情况,将检测阀块上表面T/A/B/Y口的测压接头连接测压线,发现A/B/Y口有油液流出,由此可判定阀台存在内泄漏问题。
4 处理措施
(1)临时措施:通过改变机械结构的方法来实现换辊作业,即框架处于插辊位时,将框架横移轨道进行补焊加高,确保横移车不发生溜车现象,且在操作时能够正常横移作业,同时适当降低溢流阀设定压力。
(2)采购液压阀台备件进行更换。
