某型杀伤爆破榴弹弹体毛坯过烧问题研究∗
2021-09-09聂林涛
聂林涛 马 江
(装备项目管理中心 北京 100071)
1 引言
在生产某型杀伤爆破榴弹时,某弹厂对V68炉毛坯进行进厂验收时,发现机械性能与硬度值反常,HB=4.1,σs=41.5kg/mm2;HB=4.3,σs=43.5kg/mm2。因此做了机械性能抽查,其试验结果如表1。

表1 机械性能抽查
抽试的两发毛坯,机械性能均不合格,5号试棒断口处无明显缩颈,并且在5号毛坯的两根拉伸后的试棒上发现多处有明显的宏观细裂纹。经相关金相分析,初步结论是5号毛坯试样晶粒粗大(一级),有过热魏氏体组织[1]。随即将该炉进行隔离。
2 原因分析
为进一步证实,毛坯生产厂将两发毛坯的残余样品送某研究所进行金相分析[2],结论是无过烧现象,但机械性能低于工厂内控指标。
鉴于两次分析有差异,经商定将工厂拉伸试样5号试棒送该研究所作金相分析,其结论是该样品性能不合格,是由过烧造成的[3];从断口分析证明,既有过烧,也有过热;发生沿晶界开裂,晶界有熔化钢球和熔化自由表面,有从熔融状态冷却过程中析出的树枝状MnS[4];金相检查发现晶粒大于1级;三角晶界有熔化孔洞和裂纹,这些都是过烧的典型特征[5]。
该所两次分析结果不同,是由于在同一毛坯上取样部位不同所致。
事故发生后,工厂曾多次召集现场有关人员开会分析。据当班操作人员回忆:当日下午1时许加热工人发现方钢坯料中频加热炉的第三炉眼中有打火现象,推料机推送不动该炉眼的加热料;就将此料加入到第一炉眼中去,送出10号炉料进行冲压。约30s后把工频炉送来的加热料又加入到第一炉眼中去,送出10号炉料进行冲压。约1min后在第二炉眼中加入一个加热料,送出14号炉料进行冲压。约1分半钟后,又向第三炉眼加料,推料机仍推不动。约两分钟后,加热工人停止供电,将第三炉眼的衬套卸下,取出该炉眼的全部炉料,发现9号位的炉料因打火而被烧出一个直径约40mm,深20mm的凹坑,不能冲压作报废处理,而12号、15号位的炉料却被误作正常合格炉料用于弹体冲压。
炉料在中频加热炉内的位置见图1,正常加热炉的进料顺序应是1、2、3,1、2、3,······;出料的顺序应是13、14、15,13、14、15,······。由于第三炉眼打火而改变了规定的加料、出料顺序,导致了该炉眼中的9号、12号、15号炉料和第二炉眼中的11号炉料在高温区加热时间过长,从而造成了毛坯的过热过烧[6]。过烧料在冲压加工中若无宏观裂纹等疵病就会混入到产品批中。
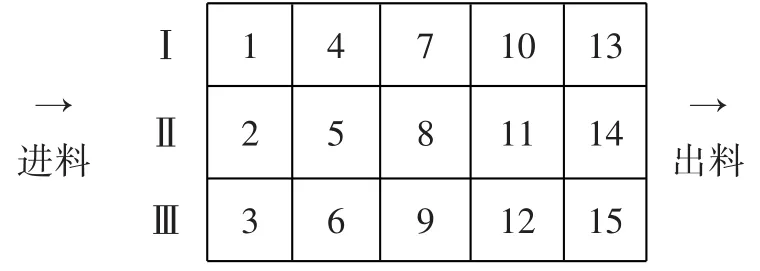
图1 炉料在中频加热炉内的位置
3 采取措施
问题出现后,我们对已制成的V68炉毛坯1440发做了如下处理。
1)毛坯经粗车后,100%用超声波技术测定毛坯的晶粒度[8],具体方法如下。
毛坯在拔伸前要加热,如果加热温度和时间失控就会使坯料过热过烧,反映在内部组织上是奥氏体晶粒粗大并局部熔融,冷却后易形成针状渗碳体的魏氏体组织,晶界局部氧化并伴有显著的裂纹[9]。
超声波是频率大于20kHz的声波,具有较强的穿透力。通过对超声波发射和反射回来的能量信息分析可以鉴定被测体内部组织的情况。基本思路为超声波在介质中传播时能量要衰减,衰减的大小取决于介质对超声波的扩散、散射和吸收程度的大小。其中声波的扩散是与传播距离有关的能量损失;声波的吸收是与介质的导热性、粘滞性及弹性滞后有关的能量损失,在介质的宏观尺寸、介质性质不变的情况下,介质组织的晶粒度的大小对上述两种能量损失可以认为没有显著影响;而散射是在各向异性的不均匀金属结晶组织内或在粗大晶粒的界面上产生的,当晶粒直径与波长的比值大于1/10时,散射使超声波能量的衰减显著增加,而比值在1/100~1/10时,散射损失的能量较少[10]。
根据以上思想,选用纵波单探头对弹体的前定心部、弹带部和弹底部位置进行探测,由超声波示波器上反射波的次数来确定被测弹体的晶粒度。超声波工作频率的选择是以鉴别晶粒度高于3级的粗大晶粒为依据的[11]。其计算式如下:
式中:f为超声波频率;CL为声波在钢介质中的传播速度;λ为超声波的波长,取λ=10d(d为所需鉴别晶粒度的晶粒平均直径)[12]。
经超声波检查,共挑出14发晶粒度粗大的毛坯,经金相鉴定为过热毛坯,晶粒度1级~3级,作报废处理。
2)弹体收口后100%进行整体正火处理。
3)经硬度检查和机械性能试验合格后,从该炉中抽料做了强装药强度射击试验,结果合格。
同时,加强对操作人员的责任心教育和业务训练,加强管理,严格贯彻执行隔离废品打字头制度,杜绝混料现象。
4 结语
本文介绍了某弹厂在生产某型杀伤爆破榴弹时,发现弹体毛坯过烧,通过作金相分析及生产过程分析,找出弹体毛坯过烧的原因,提出了改进措施,降低了弹体毛坯制造废品率,为后续弹药生产提供经验。
