改进螺纹机床降低螺纹加工废品率
2021-09-05韩铁利
刘 聪,韩铁利
(1.渤海装备钻井装备公司科技质量中心,河北沧州 062658;2.渤海装备巨龙钢管公司,河北沧州 062658)
0 引言
钻杆是钻井设备的重要组成部分,它靠钻杆内外螺纹相互旋合在一起,送入井底工作。整个钻杆最薄弱的环节是钻杆的螺纹部分,许多钻杆失效均与接头螺纹有关。接头螺纹质量的好坏影响着接头寿命,影响着钻杆的密封性和使用效果。加工接头螺纹是钻杆生产的关键工序,要在半成品钻杆接头的螺纹区,按照图纸要求车削螺纹及密封面,如图1 所示。
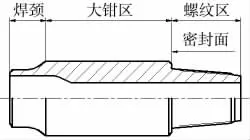
图1 接头区域划分
针对螺纹区废品率和返工率高等问题,从多方面分析原因,查找出螺纹机床丝杠间隙大、定位不准、操作人员技能水平参差不齐等是导致接头螺纹报废、频繁返工的原因,通过对螺纹加工设备进行改造,对人员进行技能培训和考核,降低了接头螺纹区废品率和返工率,降低了成本。
1 原因分析
经统计,某段时间公司螺纹区废品率平均为0.5%,返工率达到6%,并且返工合格率较低,为50%,严重影响生产进度。根据公司异常报告显示,接头螺纹报废和返工的主要原因有乱扣、打刀、大钳区短、机械手插入不良等。技术人员在螺纹岗位从人、机、料、法、环、测等方面进行检查和分析,确定造成接头螺纹废品和返工率高的原因有以下5 点:
(1)岗位人员频繁变动,操作技能有待提升。
(2)设备老化,螺纹机床丝杠间隙大、定位不准。
(3)热处理后的接头硬度高,螺纹加工时不容易车削,造成频繁打刀。
(4)螺纹加工程序的进刀量设定太大,造成刀片崩坏。
(5)设备频繁换型调试,产生废品。
2 制定针对性措施
根据上述原因分析,逐条制定改进措施。
(1)针对岗位人员频繁变动、操作技能有待提升的情况,制定措施:组织螺纹岗位进行培训考核、技能比赛等。
(2)针对设备定位不准确,制定措施:寻找影响定位精度的因素,对设备进行改造,满足机械手定位精度。
(3)公司内控标准规定,公接头硬度300~335 HB,母接头硬度290~321 HB。针对热处理后的接头硬度高,制定措施:对热处理工艺参数进行适当控制,让热处理后的接头硬度偏下限,方便螺纹车削。
(4)针对螺纹加工程序进刀量设定太大,制定措施:修改加工程序,减小刀片损坏。
(5)针对设备频繁换型调试,制定措施:车间安排生产任务时,在满足交货期的前提下,尽量将相同规格产品安排在一起生产。
3 现场措施实施
3.1 组织岗位培训
螺纹岗位是钻杆生产技术含量最高的岗位之一,为了进一步提高员工的操作技能,保障员工在生产过程中各项操作技能扎实有效,公司每个季度抽出时间组织了现场操作和检验技术培训。由公司和外聘螺纹专家进行授课,对数控车床的使用、接头螺纹的紧密距、螺距、锥度、牙高、倒角圆、镗孔、全螺纹长、大钳区等十多项接头尺寸测量方法进行集中培训,组织技能比赛。
3.2 改造定位精度
螺纹岗位主要设备由平衡吊、接头上下料输送带、机械手、液压站、螺纹加工数控机床、电气控制柜等构成,加工过程如图2 所示。由于机械手定位不准确,抓取接头送入卡盘时位置不对中,造成螺纹岗位产生大量的废品和返工。技术人员对可能影响机械手定位精度的每个过程进行分析,存在以下3 方面问题:①机械手行走的X 轴、Z 轴方向距离出现偏差,有可能是受到外界的干扰信号,造成定位不准确;②设备本身丝杠间隙超差,造成机械手定位不准;③上料时运送接头的传输带运送超差,造成机械手夹持位置有偏差。
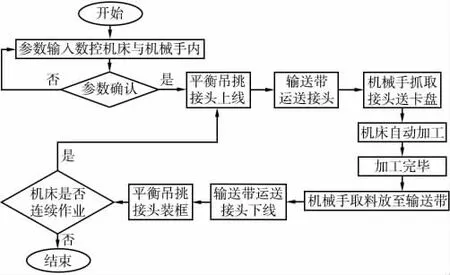
图2 螺纹加工过程
技术人员在现场对螺纹设备进行了修理:①更换定位模块,由原有的QD75P2 模块变更为QD75D2 模块,使输出的正向脉冲变为正负双向脉冲,提高抗干扰性,原理如图3 所示;②更换X 轴、Z 轴的丝杠和配套轴承,调整机床镶条,调试机床精度,补偿机床各轴反向间隙;③机床小拖板软带磨损严重,重新贴敷软带并进行刮研。

图3 输出脉冲原理
3.3 控制表面硬度
接头热处理岗位按照作业文件规定,设定回火温度基准值,见表1。在此基础上进行微调,确保公接头硬度接近下限300 HB,母接头接近下限290 HB。

表1 各规格接头回火温度
3.4 修改螺纹加工程序
针对螺纹加工程序进刀量设定太大,修改端面加工程序,由原来的每刀4 mm 改为每刀2 mm,减小刀片损坏的概率。
3.5 合理安排生产任务
车间安排生产任务时,在满足交货期的前提下,尽量将相同规格产品安排在一起生产,减少了因为换型调试产生的废品。同时,合理利用热处理岗位产生的报废接头进行螺纹调试,减少废品的产生。
4 实施效果验证
所有方案实施后,统计当年8—11 月份的接头螺纹岗位返工率和废品率,验证方案实施后的效果,见表2。其中,接头螺纹加工废品率降低至0.5%以下,有效降低了螺纹加工的废品率,降低了车间生产成本。
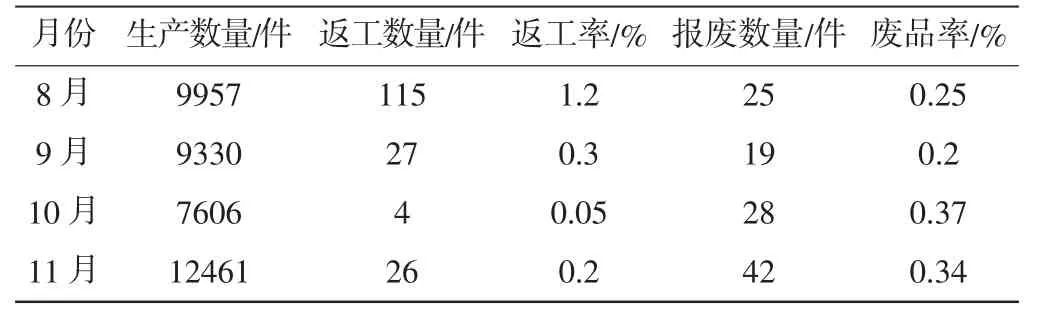
表2 现场数据统计
5 结束语
钻杆的螺纹加工是钻杆接头生产的必备工序,通过人员培训、调整设备精度、改进生产工艺、改进螺纹加工程序、合理安排生产任务等工作,能够有效降低螺纹加工的废品率,提高产品的质量和生产效率。
