X53 铣床的数控教学设备改造
2021-09-05石欣颖
王 琦,石欣颖
(吕梁职业技术学院,山西吕梁 032300)
1 背景介绍
随着我国机加工行业的发展,为了提高加工能力,越来越多的普通机床被闲置,数控机床的应用更加广泛,逐渐成为现代制造企业加工过程中必不可少的设备。高职院校也将数控机床的教学作为一项重要内容。但是数控机床的购置存在以下问题。
(1)数控机床价格一般比较昂贵,若大批量购置设备,学校教学投资过大。
(2)我国现存大量普通机床,全部更换不现实,更换下的机床也会造成闲置浪费。
(3)数控机床订购周期较长,维修保养成本高。
综上,合理利用闲置机床显得尤为重要。选择学校1 台X53立式铣床作为试验,在原来机械结构上增加数控系统进行改造,使其具有一定的自动加工能力,以及教学演示功能。这样既减少了废弃机床的闲置浪费,提高了机床利用率,同时应用在教学中,可以更直观看到数控机床的工作过程。在企业中推广这种升级改造方式,可以有效提高企业的机械加工能力,高效完成加工任务,对于中小企业具有一定实际意义。
本文介绍学校实训工厂1 台X53 立式铣床数控化改造过程。设备改造完成后成为一台数控机床的教学设备,使得学生对数控机床的工作过程有一定了解,也可以为企业大规模普通机床数控化改造提供一定经验。
2 数控改造过程
2.1 总体改造要求
普通立式铣床改造为数控铣床教学设备,不仅要实现普通铣床的功能,提高加工精度,还要使数控系统简单易懂,方便教学,改造成本也不宜过高。为此,选择使用单片机作为数控系统,完成此次X53 普通立式铣床的改造。
2.2 数控铣床运动方式的确定
常见数控机床的运动方式分为点位运动、直线运动和轮廓运动。
(1)点位运动控制即以点动方式控制机床运动,对运动轨迹有严格要求,主要运用于数控钻床和数控冲床等。
(2)直线运动控制系统除了要保证点的位置精度以外,还需要控制运动的直线轨迹和速度。一般简单的数控机床采用这种运动控制。
(3)轮廓运动控制能够控制两个及以上的坐标方向的联合运动,可以按照规定的加工轨迹进行直线、曲线的轮廓运动。同时还应具备插补运算和刀具补偿功能,有精确的速度控制。常见的数控机床、加工中心等多采用这种运动控制方式。
本次改造的数控铣床教学设备应该具有定位、直线圆弧插补、刀具补偿和暂停循环等教学功能,因此选择使用轮廓运动控制方式。
2.3 伺服进给系统的确定
伺服进给系统一般有开环、闭环和半闭环等3 种形式。
(1)开环伺服系统只有电机控制,没有位置检测反馈装置,它的精度完全取决于电机的精度以及齿轮、传动丝杠的精度。开环伺服系统结构最为简单,且造价便宜,维护方便。
(2)闭环伺服系统采用精确的位置检测元件,可以实时检测到机床各轴的位置移动,同时反馈给数控系统进行调整,具有最高的控制精度。闭环伺服系统造价最昂贵,一般用于高端数控机床和加工中心。
(3)半闭环伺服系统介于上述两者之间,可以间接检测到数控机床各轴的运动,控制精度比闭环低,高于开环系统。
本次改造考虑到经济性,结构的简单性,以及教学演示过程中需要学生直观了解数控铣床的工作过程,不需要太高的精度要求等因素,选择使用开环伺服系统。与其匹配的电机为步进电机,选择步进电机为该数控铣床3 个轴的控制电机。
2.4 微机系统的选用
本次改造微机系统采用单片机控制系统,原因如下。
(1)学校开设单片机课程,数控铣床改造完成后演示教学过程,学生更容易理解。
(2)单片机编程灵活,自由度大,可用软件编程实现各种复杂的逻辑编程。单片机与上位机通信简单,通过组态软件可以很方便的实现人机交互。
(3)单片机成本低,安装使用简单。
本次改造选用的主控单片机型号为MCS-51 系列单片机中的8031 芯片。该芯片使用集中式CPU,具有足够改造使用的I/O端口,以及很强的控制能力。改造过程中需要增加相应的外围元件,构成微机数控系统。MCS-51 系列单片机程序开发简单、通用性高,开发手段多样,相匹配的硬件资料也比较丰富[1]。综上考虑,决定采用该系列单片机作为数控系统的主控单元。
2.5 铣床机械结构的改造方案设计
本次数控铣床改造,通过改造纵向和横向的运动机构实现。为了实现单片机对数控铣床各轴的运动控制,首先需要拆除原铣床上的手动操作机构,如纵向、横向离合器,纵向、横向手轮等。然后通过齿轮联轴器连接步进电机与工作台的横向、纵向丝杠,实现电机的运动控制。对于铣床的垂直进给运动仍然保留手动操作,这样单片机数控系统只需要控制平台的双向运动即可,减少传递环节,降低控制难度,提高控制精度。当铣床发生故障时可以手工半自动控制。改造时对受力集中的部位进行应力分析,对强度不够的零部件进行更换,采用双螺母结构消除间隙和调节预紧力。
升级改造的数控铣床X 轴、Y 轴传动系统如图1 所示。
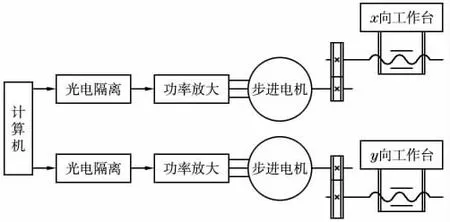
图1 数控铣床X 轴、Y 轴传动系统
3 结语
经过升级改造的X53 立式数控铣床已成功应用于学校实际教学工作,取得了良好的教学效果。后续会对学校其他普通机床采用不同控制方式进行升级改造。对本设备进行完善,合理利用资源,形成数控机床教学设备集成平台,为教学和企业的升级借鉴做出一定贡献。
