中速磨制粉状态监测与智能控制系统在1 000MW机组的应用
2021-09-05李洪泉渠怀珠彭文邦
李洪泉,渠怀珠,彭文邦
(华电莱州发电有限公司,山东 莱州 261400)
0 引言
某电厂1 000 MW 机组一期工程两台1 000 MW燃煤汽轮发电机组。制粉系统采用冷一次风正压直吹式,每台锅炉配6 台中速辊式磨煤机。
中速磨在运行中,磨辊加载力[1]根据给煤量线性变加载调节,分离器转速根据给煤量线性调节,磨辊与磨碗间煤层厚度和磨损量无法实现在线测量,煤粉细度无法在线测量。通过逐台磨煤机加载力优化调整试验,找到不同出力下最佳单耗和最佳煤粉细度的对应最佳加载力变化规律,并在不同出力、煤质及水分等工况下,将加载力动态调整在最佳范围。该调节方案在出力、煤质和水分变化的情况下,不能自动修正调整加载力,不能自动调节煤层厚度,无法实现磨煤机出口煤粉细度在线分析。进而无法根据煤粉细度变化趋势在线调整分离器转速,煤粉细度和均匀性调节困难[2]。
通过设计优化,对磨煤机系统进行改造,加装一套中速磨制粉状态监测与智能控制系统,以中速磨分离器出口煤粉细度在线分析、中速磨煤层厚度在线检测以及振动在线监测为基础,通过磨辊压紧力、给煤量、分离器旋转速度的在线自动协调控制,在线调整和自动控制煤粉细度、煤层厚度和磨煤机振动,从而实现中速磨系统制粉出力、细度调控和运行水平提升。
1 工作原理
1.1 煤层厚度测量
煤层厚度在线检测系统是一套硬件测量与软测量技术结合的测量系统,如图1 所示。该系统通过安装在磨辊支持架上的高分辨率位移激光测量系统,监测出运行期间磨辊整体的抬升量,通过激光测距采集磨煤机运行期间磨辊提升数据,将不断抖动的磨辊抬升量进行滤波和算法分析,得出稳定的抬升量数据,再通过磨辊和磨碗磨损分析建模和建模自动修正软测量技术对抬升高度进行修正,剔除磨损值,输出磨辊与磨碗间原煤厚度的精确测量值,同时在线输出磨辊的磨损量。

图1 煤层厚度激光测量原理
1.2 磨辊加载力优化控制
磨辊加载力优化控制技术,以给煤量变化作为前馈,以煤层厚度测量值作为反馈,通过在线自动调整磨辊压力,将原煤层厚度控制在设定范围内,实现磨辊加载力、磨煤机出力、煤层厚度三者之间的最佳匹配[3],如图2所示。
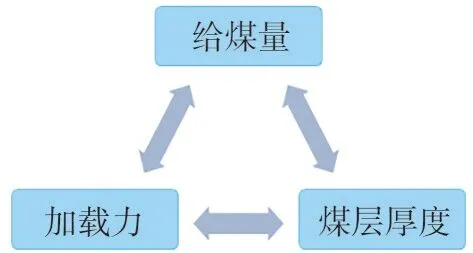
图2 磨辊加载力优化控制关系
1.3 煤粉细度在线软测量
煤粉细度采用基于支持向量机、多传感数据融合[4]等先进技术的煤粉细度变化趋势在线实时软测量技术,把影响煤粉细度的分离器转笼转速、磨辊碾磨力、给煤量、磨内风速等因素建立一个煤粉细度趋势分析的仿真数据处理模型[5]如图3所示,结合煤粉细度化验结果和调整效果反馈值在线修正技术,实现煤粉细度及其变化趋势的在线分析,为煤粉细度的在线调节和分离器转速在线控制,提供调节依据。在线测量技术只有通过在线自动控制,才能最大限度地发挥其作用,煤粉细度的在线测量也一样,只有以煤粉细度在线测量值作为反馈信号,通过自动调整转笼速度、煤层厚度以及通风量,最终实现煤粉细度的闭环自动控制才有意义[6]。煤粉细度在线分析的目的不在于细度绝对值的多少,而是借助煤粉细度变化趋势在线分析结果,通过自动调整和控制影响煤粉细度的变化因素,将煤粉细度闭环控制在预设的范围内。
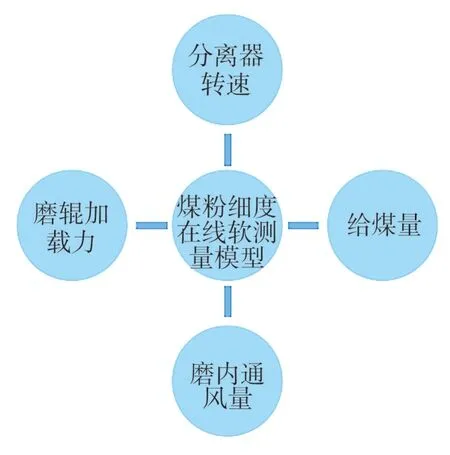
图3 煤粉细度在线软测量
1.4 分离器优化控制
根据煤粉细度变化趋势在线实时软测量[7]结果,结合煤粉细度化验细度结果在线修正技术,在设定范围内闭环控制分离器转笼转速,实现细度趋势的在线测量和闭环控制。其控制原理的实质,就是寻找影响煤粉细度与各种因素之间的内在规律[8],以煤粉软测量分析结果为反馈,通过控制煤层厚度控制煤粉细度分布的稳定性,通过在预设范围内精细在线调整转笼速度,与给煤量、通风量和磨辊加载力相匹配,实现煤粉细度和均匀性的稳定和可控[9]。如图4所示。
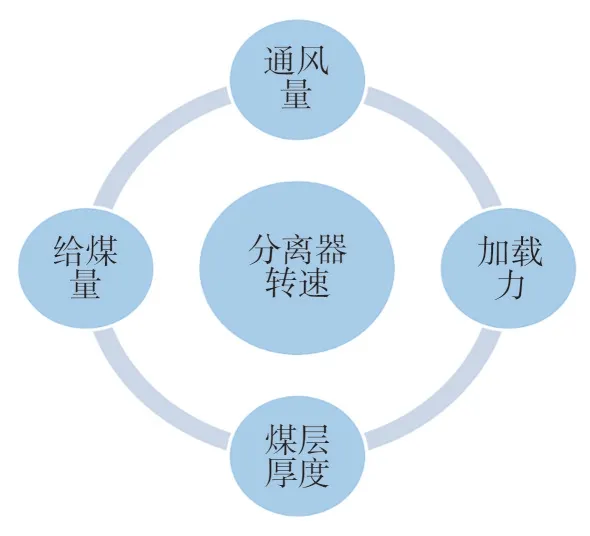
图4 分离器优化控制原理
2 磨煤机性能试验和实施效果
2.1 试验方法
磨煤机给煤量置于手动,分别将给煤量置于60 t/h、65 t/h、75 t/h、80 t/h、85 t/h,在每个出力下,调整至不同加载力和分离器转速,每个工况在稳定后保持1 h 左右取煤样,化验煤粉细度;分别记录磨煤机电量表码、给煤机累计表码,计算出制粉单耗和制粉出力;记录每个工况下的煤层厚度、磨进出口差压。
2.2 试验结果
2.2.1 加载力与煤粉细度、磨进出口差压、煤层厚度的关系
表1为A磨煤机在不同给煤量下,加载力与煤层厚度、磨进出口差压及煤粉细度百分比的关系。在给煤量和加载力试验范围内,从图中可以看出,相同给煤量下,随着磨煤机加载力的增加,磨辊对煤的研磨作用变大,煤层厚度逐渐减小,煤粉逐渐变细,R90与R200所占的比例逐渐减小,各给煤量下由于加载力不同导致的煤粉细度相差10%~15%,变化比较明显,煤粉变细后,可以更容易被吹出磨煤机,因此磨进出口差压也呈减小趋势,同理,对F 磨煤机进行试验也可以得出相同的结果,如表2。
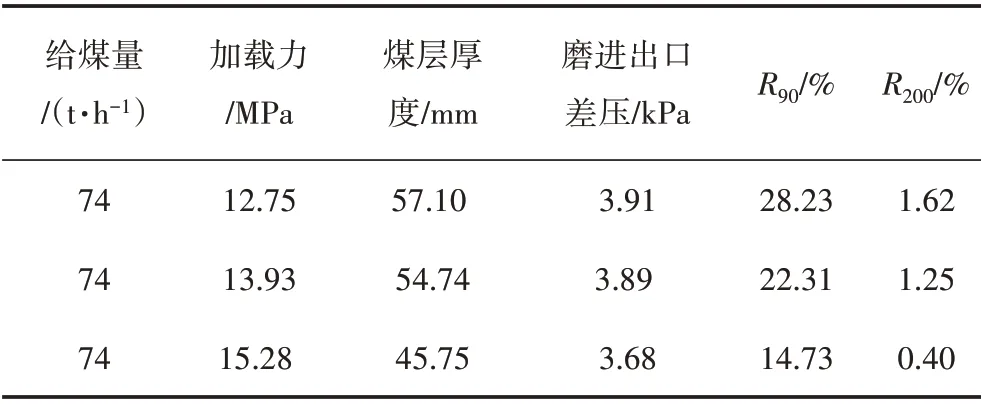
表1 A磨加载力与煤粉细度、煤层厚度、磨进出口差压的关系
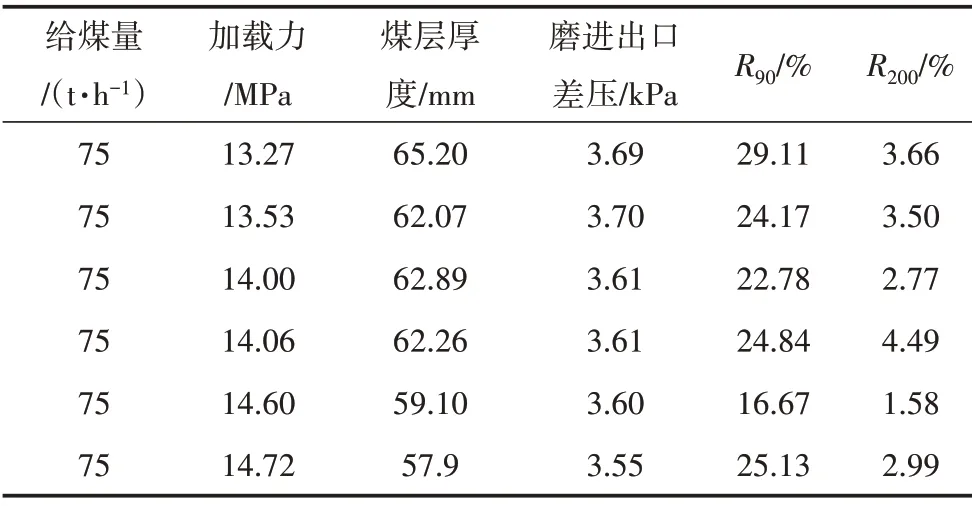
表2 F磨加载力与煤粉细度、煤层厚度、磨进出口压差的关系
2.2.2 给煤量、加载力与制粉单耗的关系
图5 为磨煤机给煤量、加载力与制粉单耗的关系。从图中可以看出,相同给煤量下,加载力对磨煤机的单耗影响较小,试验工况下差值在0.33%~1.74%之间,而不同给煤量对磨煤机的单耗影响较大,且随着给煤量的增加,磨煤机的单耗呈减小趋势,当出力由85 t/h 降至80 t/h、75 t/h、65 t/h 时,制粉单耗分别升高6.4%、11.8%和24.5%。

图5 磨煤机给煤量、加载力与制粉单耗的关系
2.2.3 分离器转速与煤粉细度关系
图6 为磨煤机分离器转速与煤粉细度关系。从图6 中可以看出,随着磨煤机分离器转速的增加,R90所占的百分比逐渐减小,煤粉逐渐变细。
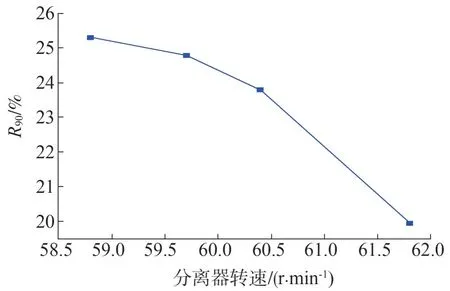
图6 磨煤机分离器转速与煤粉细度关系
2.3 试验结论
相同给煤量下,随着磨煤机加载力的增加,煤层厚度减小,磨进出口差压减小,煤粉细度变细,各给煤量下由于加载力不同导致的煤粉细度相差10%~15%,变化比较明显。
相同给煤量下,加载力对磨煤机的单耗影响较小,试验工况下差值在0.33%~1.74%之间,而不同给煤量对磨煤机的单耗影响较大,随着给煤量的增加,磨煤机的单耗呈减小趋势,当出力由85 t/h 降至80 t/h、75 t/h、65 t/h 时,制粉单耗分别升高6.4%、11.8%和24.5%。
随着磨煤机分离器转速的增加煤粉逐渐变细。
3 结语
传统中速正压直吹磨煤机无法实时测量磨煤机煤层厚度、分离器出口煤粉细度等运行指标,当负荷较高,煤层较厚时磨煤机加载力与分离器转速等指标无法协调配合,此时不仅有堵磨风险,也不利于磨煤机经济运行。
经过设计优化,加装中速磨制粉状态监测与智能优化控制系统,以中速磨分离器出口煤粉细度在线分析、中速磨煤层厚度在线检测以及振动在线监测为基础,测量煤层厚度,煤粉细度进而使磨辊加载力、给煤量、分离器转速有机结合,在线调整和自动控制煤粉细度、煤层厚度和磨机振动,从而实现中速磨研磨系统在制粉出力、细度调控和运行水平提升,并通过试验验证了上诉系统的有效性,降低了磨煤机堵磨风险,并保证磨煤机经济运行。
