浅谈冲压件柔性辅助工装的重要性
2021-08-31晋五九苏李莉奇瑞汽车股份有限公司
文/晋五九,苏李莉·奇瑞汽车股份有限公司
为解决冲压件造型面落差大、在生产线线尾放件变形问题,本文提出一种新的思路:设计一种冲压设备辅助工装,具体为设计一种柔性辅助工装结构。解决造型面落差大的冲压件在生产线线尾放件变形问题,减小冲压件生产产生的报废,降低整车开发成本。
问题提出的背景
M3x新项目在线自动化生产时,OP50冲压方向为车身方向,板件从OP50模具机械手取出放到线尾传送皮带时,由于板件前后方向和左右方向存在高、低落差,板件落下时顶梁先接触皮带,至轮眉处全部接触皮带,中间落差达到255mm,在重力下整个板件快速摔落至皮带上,在此过程中导致板件A面变形严重产生报废且影响生产节拍,特别是三角窗部位变形非常严重,无法满足自动化生产。各项目在创新前的数值如表1所示。

表1 各项目在创新前的数值
原因分析
设备
目前的冲压设备上,线尾机械手抓取冲压件后不能旋转角度,释放冲压件后,冲压件仅仅由水平的皮带输送,且皮带不能调整角度。
工法设计
产品结构的限制导致OP50制件前后侧落差大,这种冲压件在生产线尾机械手放件后,由于冲压件前后侧落差太大导致冲压件下落到皮带上时发生跌落抖动变形,从而严重影响了冲压件的面品质量,导致冲压件报废率高,加大了整车开发的成本(如图1、图2所示)。
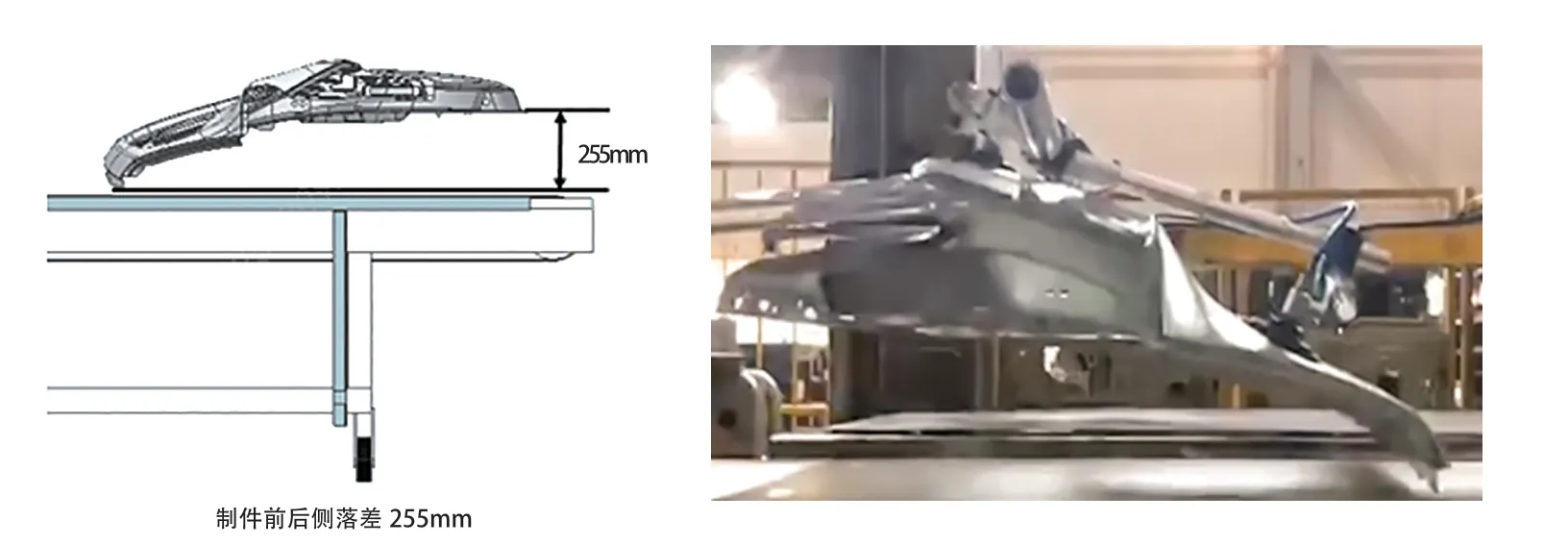
图1 现有的冲压设备示意图

图2 冲压件跌落变形严重
解决对策分析
⑴更改OP50冲压方向对产品的影响因素,经数据分析发现:
1) ROOF侧与门槛侧的高度需要一致,可行,
2)四角窗的斜楔冲孔。现在的压机方向斜楔的断面角度为70°,不可行,
3)灯部的翻边。相关保险杠和角部是卷曲成形,改变摆动角度的话,会产生负角(底面切),不可行,
4)保险杠部的冲孔摆动角度变更的话,保险杠部冲孔也变成10°,冲孔的最小直径是8mm,斜楔构造无法设定(由于有内缘翻边、壁的侧冲孔、侧修边),不可行,
5)轮罩部翻边摆动角度变更的话,轮罩的翻边变为负角(底部切)由于0°的压机方向打开3°,变成了-7°,不可行,
⑵柔性化辅助工装,具有柔性化,能够满足不同制件的生产需要,避免落差大制件线尾机械手放件变形—可行。
结合费用及周期综合评估,决定采用柔性化辅助工装。
冲压件柔性辅助工装重要性
设计一种辅助工装设备来解决侧围线尾放件变形的问题。此辅助工装需要具有柔性化,大体的设计思路为设置一个可绕旋转轴旋转的支撑板,以满足不同制件的生产需要,如图3、图4所示,为了确保方案的可行性,我们接下来将对此方案进行有限元模拟论证。

图3 侧围前后侧落差大

图4 方案规划
其基本结构为一个旋转轴和一个可旋转的支撑板,调整支撑板的角度来保证侧围前后侧接触点高度一致。为了保证设计的合理性,在工装设计前对现场生产现状进行调查分析,并且对现场设备参数进行测量统计绘制出准确的设备3D模型。
钩是一种多刃的兵器,系由古兵器戈演变而来。春秋战国时期戈、钩、戟并用,从卫墓出土的铜钩来看,钩的形状似戟,只是戟上边为利刃,而钩上边为一线钩形,故名钩。
⑴主要部件的结构:此方法的目的在于提供一种柔性辅助工装结构,该结构能够解决落差大的冲压件在生产线线尾放件变形问题,如图5、图6、图7所示。为了实现此目的,本发明采用的技术方案为一种柔性辅助工装结构,该结构主要包括①冲压件、②皮带、③线尾输送台、④气路控制开关、⑤气缸、⑥支撑板、⑦安装支架、⑧旋转轴几个部分。
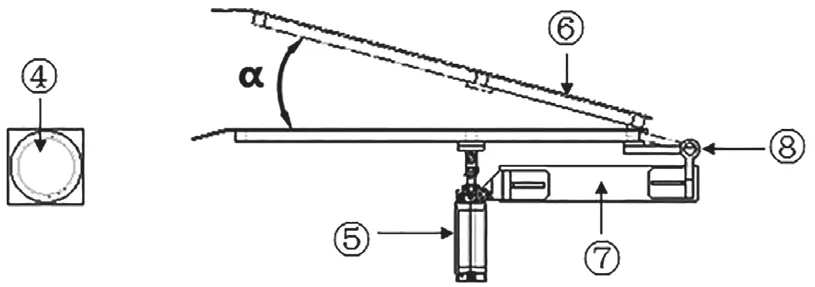
图5 柔性辅助工装结构示意图

图6 落差大冲压件生产前示意图

图7 落差大冲压件生产示意图
⑵工作原理:气路控制开关通过气路与气缸连接,气缸固定在安装支架上,支撑板与气缸制件通过铰链连接,支撑板与安装支架之间通过旋转轴连接,安装支架通过螺钉固定在线尾输送台上。气路控制开关④控制气缸⑤上升或者下降,气缸⑤推动支撑板⑥打开角度,支撑板⑥绕旋转轴⑧进行旋转,支撑板⑥的打开角度由气缸⑤的行程来任意控制,因此此辅助工装结构具有柔性化的特征。
⑶运动过程:在生产落差大的冲压件①前,支撑板⑥处于闭合状态。当生产落差大的冲压件①时,首先触动气路控制开关④,气缸⑤开始工作,气缸⑤推动支撑板⑥打开角度,支撑板⑥绕旋转轴⑧进行旋转,当支撑板⑥旋转到冲压件生产需要的角度后,气缸⑤停止工作,线尾机械手抓取冲压件①后释放,冲压件①顺着支撑板⑥下滑到皮带②上,并由皮带②输送至线尾。在此过程中,支撑板⑥托着冲压件①保证了冲压件①的前后侧下落点无明显落差,从而避免了冲压件①下落时发生抖动变形,最终得到合格的高品质的冲压件①。
柔性辅助工装结构,能够解决落差大的冲压件在生产线线尾放件变形问题,减小冲压件报废率,降低整车开发成本,提供合格的高品质的冲压件。创新前后的数据对比如表2所示。

表2 创新前后的各项数据对比
结束语
此辅助工装结构具有柔性化,既可以满足M3x侧围的生产,又不影响一般制件的生产。后期类似侧围外板这种前后侧落差较大的冲压件在现有冲压设备功能限制的条件下可以借鉴此辅助工装的设计思路。考虑到现场安装的方便性以及节约动能的因素,后期将对辅助工装的材质进行优化,将现有的普通钢板升级为铝合金的材质。
