新型裂解C馏分加氢精制催化剂的研究开发与应用
2021-08-30杜周
杜 周
(中国石化 北京北化院燕山分院,北京 102500)
裂解汽油是乙烯装置的最大副产品,产量约占乙烯产量的50%(w),其中约含芳香烃50%(w),是芳香烃的主要来源。裂解汽油馏分(简称裂解)也是乙烯装置的副产品,约占乙烯产量的10%~20%(w)。裂解馏分组成极其复杂,约有200多种组分[1],主要由50%~60%(w)的芳香烃和25%~40%(w)的双环戊二烯组成,且含有较高的水分、硫、氧、砷等杂质和胶质。近年来,随着我国石油化工迅速发展,尤其是乙烯生产能力的提高,裂解产量不断增加,充分合理利用这部分资源将会对乙烯装置整体效益的提高及乙烯副产品深加工发展产生重大影响,也是目前国内外乙烯后加工行业研究的重要课题。国内绝大多数乙烯装置将裂解作为廉价的初级原料出售或作为燃料烧掉,仅少数下游装置(如北京燕山集联公司、广东新华奥华德科技有限公司等)将其进行初步加工后作为汽油、柴油组分或溶剂油,但这些装置使用的催化剂都存在着对裂解原料质量要求高、空速低和单程运行周期短(3~5个月)等问题[2-3]。现有的裂解加氢技术一般是采用两段加氢工艺,一段主要用镍系催化剂加氢饱和掉绝大多数的双烯烃和共轭烯烃,二段主要用以钴、钼、镍为活性组分的二段加氢精制催化剂加氢饱和掉剩下的双烯烃和单烯烃,并进行加氢脱硫反应,使得产物烯烃饱和硫含量降低,达到提高原料安定性的效果[4]。另外一种工艺是裂解单段深度加氢工艺,由于单段加氢放热量很大,容易出现催化剂结焦严重、失活快的问题,且加氢程度不高,加氢产品的溴价高,脱硫效果不明显,影响后续使用[5]。中国石化北京北化院燕山分院研制的裂解汽油一段加氢YN-1型催化剂和二段加氢BY-5型催化剂[6-12],具有低温活性好(一段催化剂30 ℃开始反应)、使用寿命长(工业运行8年多不再生)、适用空速高的特点,可应用于裂解汽油C6~10馏分加氢,尤其适用于C9以上重组分加氢。催化剂的综合性能和相关工业应用业绩均得到较高的认可[13]。但随着市场竞争的不断加剧, C9馏分加氢催化剂的制备成本也不断提高,尤其是高性能复合氧化物成本高、制造周期长、生产排污大、三废处理困难的问题日益凸显。因此迫切需要研发出一种成本低、制造周期短、生产排污量小、同时能处理高难度原料的高性能催化剂,以适应市场需求。
1 实验部分
1.1 主要试剂及原料
Ni(NO3)2·6H2O:AR,天津市津科精细化工有限公司;(NH4)6Mo7O24·4H2O:AR,广东汕头市西陇化工厂;Co(NO3)2·6H2O、CS2:AR,天津市大茂化学试剂厂;C6H6:AR,国药集团化学试剂有限公司;去离子水:一级纯,实验室自制。
实验室小试评价原料采用中国石化燕山石化公司烯烃部制苯装置加氢C6~8一段出口产物,原料溴价(B0)(100 g油)为19.09 g,原料的总硫含量(ST0)(w)为98×10-6。
1.2 催化剂的制备
1.2.1 改进前后两种载体的制备路线
图1为加氢精制催化剂高性能Al2O3-TiO2载体及新型Al2O3-TiO2复合载体的制备过程。由图1a可知,该制备方法的局限之处在于:1)原料预处理阶段需要使用浓硫酸高温下溶解钛盐,造成废水中硫酸根超标;2)中和成胶过程需间歇式操作,反应物浓度低、能耗和人工消耗大、生产效率低;3)洗涤脱除杂质流程长,洗涤用水量及废水产出量巨大;4)流程长,成本高。由图1b可知,新型Al2O3-TiO2复合载体的制备路线具有如下优点:1)制备步骤由7步缩短为4步,流程缩短;2)使用混捏法替代中和法,实现大量生产,提高生产效率;3)制备过程中无需洗涤,废水产出量降低约70%;4)载体产量由不到500 kg/d提高到5 t/d,生产总成本下降50%以上。

图1 高性能Al2O3-TiO2载体(a)及新型Al2O3-TiO2复合载体(b)的制备过程Fig.1 Preparation process of high-performance Al2O3-TiO2 carrier(a) and novel Al2O3-TiO2 composite carrier(b).
1.2.2 改进载体的制备
根据改进的制备方法,调节酸的加入量,制得加入酸浓度为5%(x)的载体A,加入酸浓度为7.5%(x)的载体B,加入酸浓度为7.5%(x)和一定量纤维素的载体C,加入酸浓度为6%(x)的载体D。按照高性能Al2O3-TiO2复合载体制备路线得到载体E(采用载体E制备的催化剂为BY-5型)。将各载体焙烧处理后备用。
1.2.3 加氢精制BY-7型催化剂的制备
根据载体的吸水率计算所需浸渍液的浓度,先用容量瓶配制(NH4)6Mo7O24·4H2O的浸渍液,放入改进载体浸渍一段时间后,烘干过夜,并高温焙烧。再浸渍可溶性Ni(NO3)2·6H2O和/或可溶性Co(NO3)2·6H2O的混合溶液,操作方法同上,制得活性组分MoO3,NiO,CoO的负载量(w)依次为5%~20%,1%~10%,0~10%的加氢精制BY-7型催化剂。
1.3 催化剂的表征及数据处理
采用美国麦克仪器公司ASAP 2020型物理吸附仪对催化剂的比表面积和孔结构进行N2吸附-脱附表征,测试前催化剂试样在350 ℃下脱气4 h,液氮温度下吸附氮气,使用AMSM软件来处理试样数据,BET法计算催化剂试样的比表面积,用单点脱附曲线计算孔体积;采用FEI公司QUANTA 200型扫描电子显微镜对催化剂形貌进行SEM表征,试样需要在研磨后涂在导电胶上,表面使用离子溅射仪喷金,干燥后进行观测,Mapping之前对试样进行喷碳,能谱分析采用ZAP软件对实验数据进行处理;采用泰州市中环分析仪器有限公司RPP-200A型微库伦仪测量原料及产品的总硫含量。其中,溴价采用碘化钾法分析测定[14],总硫含量采用微库仑仪法[15-16]测定。
加氢饱和率(RH)及加氢脱硫率(RS)分别由式(1)和式(2)计算得到。

式中,BAP为产品平均溴价;STP为产品的总硫含量(w)。
淳熙十年十一月作于山阴的《题传神》一诗云:“君看短褐琴横膝,谁许峨冠剑拄颐……白发萧萧虽惫矣,时来或将渡辽师。”[3]271其自注云:“李英公平辽东时,已八十余”。陆游在蛰居山阴之时,有悠闲舒适的一面,“短褐琴横膝”是其体现,但他仍然关心国事,不忘北伐。他从唐代李勣八十征辽的事件中得到启发,萌生了白首建立功业的期望。
1.4 催化剂的评价
1.4.1 实验室小试评价
采用中国石化北京化工研究院燕山分院的加氢小试装置(欧陆科仪有限公司,型号OLKY-10),对高性能加氢精制BY-7型催化剂与L型国内同类加氢催化剂(参比剂L)及BY-5型催化剂进行预硫化处理及实验室长周期加氢反应活性对比性能评价。催化剂装填量均为20 mL,反应器OLKY-10A装填BY-7型催化剂,反应器OLKY-10B装填参比剂L(或BY-5型催化剂)。
在氢气压力为2.5 MPa、以含CS2的环己烷为硫化油,在压力为2.5 MPa、温度为220~320 ℃的反应条件下,以20 mL/h的进料流速同时通过催化剂床层,对催化剂进行预硫化。完成催化剂预硫化过程后,调节反应压力为2.6 MPa、气态空速为2 h-1、反应器入口温度为240~250 ℃,进行催化剂评价。反应稳定后,每隔24 h取样分析。
随机取放大工业生产的BY-7型加氢催化剂试样1 kg。在上述加氢小试装置上进行了预硫化处理和活性评价。OLKY-10A反应器装填催化剂,装填量20 mL。在氢气压力为2.5 MPa、温度为220~320 ℃的反应条件下,使用含CS2的环己烷作为硫化油,以20 mL/h的进料流速同时通过催化剂床层,对催化剂进行预硫化30 h;完成催化剂预硫化过程后,调节反应压力为2.6 MPa、气态空速为1.5 h-1、反应器入口温度为240 ℃,切换C9+加氢原料进行催化剂评价。反应稳定后,每隔24 h取样分析。
1.4.3 工业应用评价
2019年4月9日,加氢精制BY-7型催化剂在独山子天利恒华公司二段加氢装置投料,一次开车成功,实现工业化应用。
2 结果与讨论
2.1 催化剂载体的织构性能

表1 催化剂载体的织构性能及杂质含量Table 1 Texture properties and impurity content of the catalyst carrier
2.2 催化剂的SEM表征结果
图2为高性能加氢精制BY-5型及BY-7型催化剂的SEM照片。

图2 高性能加氢精制BY-5型(a)及BY-7型(b)催化剂的SEM照片Fig.2 SEM images of BY-5(a) and BY-7(b) catalysts for high-performance hydrorefining.
由图2可知,新型加氢精制BY-7型催化剂在催化剂表面形貌分布上与高性能加氢精制BY-5型催化剂接近,活性组分在催化剂表面分散均匀。
2.3 实验室小试评价结果
2.3.1 BY-7型催化剂与参比剂L对比评价结果
图3为两种催化剂的加氢饱和活性长周期评价及加氢脱硫活性评价数据曲线。由图3可知,在相同的条件下,BY-7型催化剂具有很好的加氢饱和活性及加氢脱硫活性,加氢性能明显优于参比剂L,且BY-7型催化剂的活性与稳定性均已达到工业应用水平,可推广工业应用。
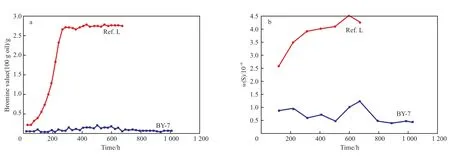
图3 两种催化剂的加氢饱和活性长周期评价(a)及加氢脱硫活性评价(b)Fig.3 Long-term evaluation of hydrogenation saturation activity(a) and hydrodesulfurization activity(b) of the two catalysts.
2.3.2 BY-5型与BY-7型催化剂对比评价结果
表2为BY-5型与BY-7型两种催化剂200 h长周期评价结果。
由表2可知,在相同的原料和工艺条件下,制备方法改进后的BY-7 型催化剂的加氢饱和活性和加氢脱硫活性与工业BY-5型催化剂性能接近,可见新的制备方法在降低催化剂成本的同时保证了催化剂的性能。

表2 BY-5型与BY-7型两种催化剂200 h长周期评价结果Table 2 200 h long-term evaluation results of BY-5 and BY-7 catalysts
2.4 BY-7型催化剂工业评价结果
2.4.1 催化剂工业放大生产结果
在某催化剂生产厂进行了BY-7型催化剂的工业放大研究。表3为BY-7型催化剂工业技术指标与实际生产数据。由表3可知,结合实际情况,反复尝试,调变多种制备条件,成功生产出物理指标满足技术协议需求的催化剂。

表3 BY-7型催化剂工业技术指标与实际生产数据Table 3 Industrial technical index and actual production data of BY-7 catalyst
表4 BY-7型催化剂的加氢饱和活性及加氢脱硫活性评价数据Table 4 hydrogenation saturation activity and hydrodesulfurization activity evaluation data of BY-7 catalyst
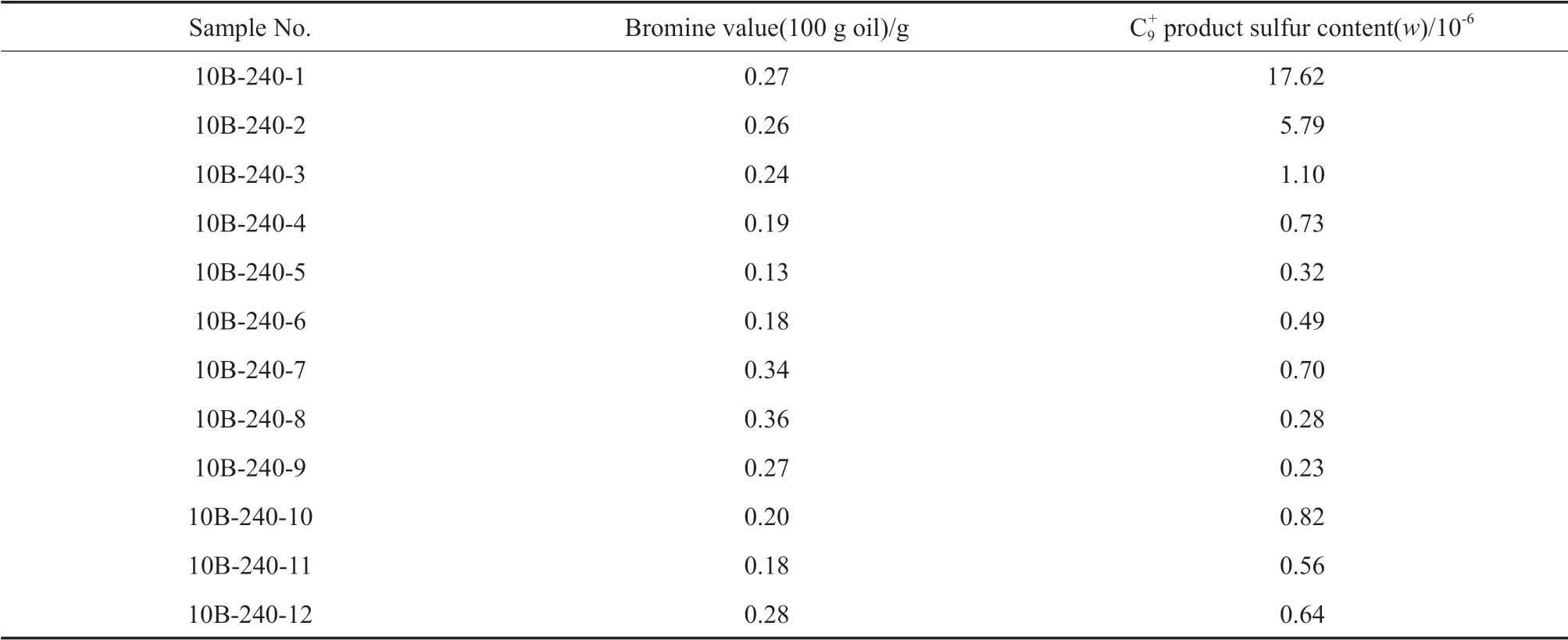
表4 BY-7型催化剂的加氢饱和活性及加氢脱硫活性评价数据Table 4 hydrogenation saturation activity and hydrodesulfurization activity evaluation data of BY-7 catalyst
Conditions:inlet temperature 240 ℃,circulation ratio 0.
Sample No.Bromine value(100 g oil)/gC9+ product sulfur content(w)/10-6 10B-240-10.2717.62 10B-240-20.265.79 10B-240-30.241.10 10B-240-40.190.73 10B-240-50.130.32 10B-240-60.180.49 10B-240-70.340.70 10B-240-80.360.28 10B-240-90.270.23 10B-240-100.200.82 10B-240-110.180.56 10B-240-120.280.64
2.4.3 工业应用评价结果
表5为催化剂第一运行周期(技术协议要求为6个月)部分数据。由表5可知,在第一运行周期内,反应器温度仅增加27 ℃,距离设计最高入口温度仍有较大的操作空间,出口温度仅上升10 ℃,加氢产物的溴价和硫含量一直合格,且溴价(100 g油)低于0.5 g,硫含量低于8×10-6(w),达到了运行指标,催化剂稳定性满足工业要求。

表5 第一周期运行数据Table 5 Running data of the first cycle
3 结论
1)研制开发了一种低成本的Al2O3-TiO2复合载体和相应的催化剂制备方法,使得催化剂的成本降低50%以上,生产废水排放量降低70%,基于此载体研制的BY-7型加氢精制催化剂具有良好的烯烃饱和活性和加氢脱硫活性,性能优于国内同类型催化剂。
