碳纤维表面物理结构对树脂浸润性的影响
2021-08-30谈昆伦司钟雨孙忠霄阮如玉
谈昆伦,司钟雨,孙忠霄,谈 源,阮如玉,王 宇
(1. 常州市宏发纵横新材料科技股份有限公司 江苏省高性能纤维复合材料重点实验室,江苏 常州 213135 ;2. 北京化工大学 材料科学与工程学院,北京 100029)
碳纤维复合材料因具有一系列优异性能被广泛应用于众多领域[1-4],成为21世纪受欢迎的新材料之一。碳纤维是含碳量在90%以上的具有高表面惰性的材料[5],较低的表面能不利于树脂与碳纤维界面结合,表面化学处理是碳纤维制备过程的必经工艺[6]。表面化学处理可提高碳纤维的表面能,提升它与树脂的浸润性和结合力[7]。碳纤维表面化学处理方法很多[8-9],但表面化学处理条件过于苛刻,会引起碳纤维力学性能的下降[9],适度的表面化学处理对碳纤维表面能的调节作用有限,很难迎合日益发展的复合材料应用领域对碳纤维复合材料界面性能的要求。
影响碳纤维与树脂界面结合的因素不仅有碳纤维表面化学结构,还有碳纤维的表面物理结构和纤维与树脂的浸润性。其中,浸润性是碳纤维树脂界面性能的基础和保证[10-12]。因此,研究者通常从碳纤维的树脂浸润性着手开展工作[13-15],但目前相关研究和报道多集中在碳纤维的表面化学改性[16-23],而针对碳纤维表面物理结构对其树脂浸润性的研究报道相对较少。
本工作以碳纤维环氧树脂浸润性为核心,选取市面上用量较大的E51环氧树脂,实验室自制了具有不同表面沟槽结构的聚丙烯腈(PAN)基碳纤维,借助SEM和XPS解析碳纤维表截面结构,采用动态接触角表征了碳纤维的环氧树脂浸润性,研究了原丝制备工艺与碳纤维表面物理沟槽结构的关系,考察了沟槽结构对环氧树脂浸润性的影响规律,对碳纤维表面结构设计提供指导,为提升碳纤维复合材料界面性能提供新思路。
1 实验部分
1.1 不同表面物理结构的碳纤维试样的制备
实验室自制二元共聚原丝,其中丙烯腈(AN)用量为99.5%(x)。通过自由基溶液聚合,制备固含量为20%(w)的PAN/二甲基亚砜(DMSO)纺丝液,经脱单、脱泡后进行湿法纺丝,采用调控凝固温度(20,25,30,35,40 ℃)及浓度,并进行适度牵伸的方法,制备了PAN原丝,再经预氧化(220,235,250,265 ℃)、低温碳化(650 ℃)和高温碳化(1 350 ℃),制备了表面具有不同沟槽结构的、未经过表面处理的上浆和未上浆PAN基碳纤维。凝固条件和上浆碳纤维的力学性能见表1。

表1 不同表面沟槽结构的碳纤维及基本性能参数Table 1 Sample and basic performance parameters of carbon fibers
1.2 测试与表征方法
使用日本电子株式会社JSM-7800型扫描电子显微镜对碳纤维形貌进行观察。截面测试条件:加速电压为15 kV,放大倍数为104。表面测试条件:加速电压为5 kV,放大倍数分别为104和2×104。
使用美国Thermo Fisher Scientific公司的Escalab-250型X射线光电子能谱仪分析纤维表面元素的组成。测试条件:X射线激光光源,双阳极AlK/MgK,真空度2×10-10Pa。
使用德国Dataphysics公司的DCAT21型动态接触角测试仪测试60 ℃恒温条件下树脂固化剂混合液的表面张力及碳纤维在60 ℃下与树脂固化剂体系的接触角,每次测试黏贴10根碳纤维单丝,并重复测试5次,取平均值。E51环氧树脂和改性酸酐固化剂EDK-C05质量比为100∶83。
2 结果与讨论
2.1 上浆对碳纤维物理结构的影响
通过控制原丝制备过程中的凝固条件,最终制备了如图1所示的5种表面沟槽结构不同的PAN基碳纤维。从图1可看出,随着凝固温度的降低,终极产物碳纤维的表面更加粗糙且不规整。

图1 不同凝固条件下制备的碳纤维的表面沟槽结构Fig.1 Surface groove structure of carbon fiber prepared under different solidification conditions.Solidification temperature of the precursor/℃:a 20;b 25;c 30;d 35;e 40
不同凝固条件下制备的碳纤维经过上浆以后的表面形貌如图2所示。从图2可看出,上浆并不能使碳纤维表面变得光滑,且对碳纤维的形貌结构影响不大。

图2 上浆后不同表面沟槽结构的碳纤维的表面形貌Fig.2 Surface morphology of carbon fiber with different surface groove structure after sizing.Solidification temperature of the precursor/℃:a 20;b 25;c 30;d 35;e 40
图3为不同凝固温度下制备的碳纤维的截面形貌。从图3可看出,5种碳纤维试样的截面均为近圆形,但随着凝固温度的升高,碳纤维截面的圆整程度不断提高。不同凝固条件下制备的碳纤维经过上浆以后的截面形貌见图4。经过上浆以后碳纤维的截面形貌表现出如图3同样的变化规律。
为进一步分析凝固条件对碳纤维沟槽结构的影响,将扫描电子显微镜获取的碳纤维截面高清图片(图3和图4),用Image-Pro Plus软件进行截面轮廓像素点选取,最后用matlab计算轮廓长度、沟深、沟宽和沟槽个数[24]。每个试样选取25根进行计算,并取平均值。纤维沟槽的宽度、深度和轮廓长度如图5A所示,计算得到不同沟槽结构的碳纤维在上浆前后的沟槽尺寸参数见表2。从表2可看出,随着原丝凝固温度的降低,未上浆碳纤维表面沟槽的宽度、深度和轮廓长度都呈现增大的趋势,沟槽个数减少,说明随着凝固温度的降低,纤维表面出现大而深的沟。同时,上浆不影响沟槽深度、宽度、轮廓长度和沟槽个数的变化趋势。但对比上浆前后同一凝固条件的试样发现,上浆易于沟槽深度、宽度和轮廓长度的增加,具体原理如图5B所示。纤维表皮裸露在外,往往上浆充分,沟槽深处,上浆量很难达到纤维表皮的水平,纤维的沟槽深度也随上浆而增加。纤维的沟槽个数在上浆前后变化不大,说明沟槽没有被上浆剂填满而消失。

图3 不同表面沟槽结构的碳纤维未上浆时的截面形貌Fig.3 Cross-section morphology of carbon fiber with different surface groove structure without sizing.Solidification temperature of the precursor/℃:a 20;b 25;c 30;d 35;e 40

图4 不同表面沟槽结构的碳纤维上浆后的截面形貌Fig.4 Cross-section morphology of carbon fiber with different surface groove structure after sizing.Solidification temperature of the precursor/℃:a 20;b 25;c 30;d 35;e 40
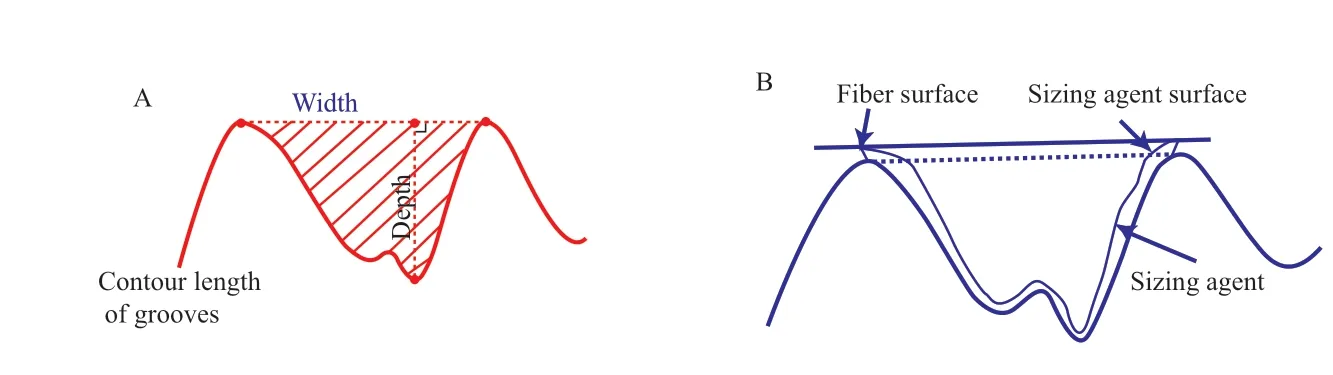
图5 上浆前后碳纤维的沟槽结构尺寸参数Fig.5 The groove structure size parameters of carbon fiber before(A) and after(B) sizing.

表2 不同凝固条件下制备的碳纤维沟槽结构尺寸Table 2 Dimensions of carbon fiber groove structure prepared under different solidification conditions
2.2 碳纤维表面沟槽对树脂浸润性的影响
对不同表面沟槽结构的碳纤维进行了相同条件的上浆,研究沟槽对上浆量的影响。图6A为不同沟槽结构碳纤维上浆后的XPS测试结果。从图6A可明显地看到两个特征峰,一个是284 eV附近代表C元素的特征峰,另一个是530 eV附近代表O元素的特征峰。图6A曲线对应的表面元素含量如图6B所示。从图6B可看出,不同表面沟槽结构的碳纤维表面C和O元素的含量基本相同,N和Si含量均很低,因此表面沟槽结构对碳纤维上浆基本不产生影响。

图6 沟槽结构对上浆碳纤维表面化学成分的影响Fig.6 Influence of groove structure on surface chemical composition of carbon fiber after sizing.Solidification temperature of the precursor/℃:a 20;b 25;c 30;d 35;e 40
采用动态威廉法表征碳纤维与树脂体系(E51环氧树脂和改性酸酐固化剂EDK-C05的混合液)在60 ℃下的浸润性。在固定剪切速率、60 ℃时,混合液的黏度低至0.1 Pa·s,可保证碳纤维垂直插入液体中,在60 ℃恒温条件下测试碳纤维在树脂体系中的接触角。图7为不同表面沟槽结构碳纤维上浆前后的动态接触角。从图7可看出,不同表面沟槽结构碳纤维的树脂浸润性存在差异,沟槽越深越宽、轮廓长度越大,碳纤维的树脂/固化剂混合液的接触角越小,浸润性越好;上浆碳纤维的树脂/固化剂混合液接触角变小说明上浆易于碳纤维的浸润。轮廓长度最大的碳纤维上浆后, 60 ℃下E51环氧树脂和酸酐固化剂EDK-C05的混合体系的接触角为40.42°,树脂浸润性最好。综上可知,在满足碳纤维力学性能要求的前提下,深而宽的沟槽有利于增加碳纤维截面的轮廓长度,有利于提升碳纤维树脂的浸润性。
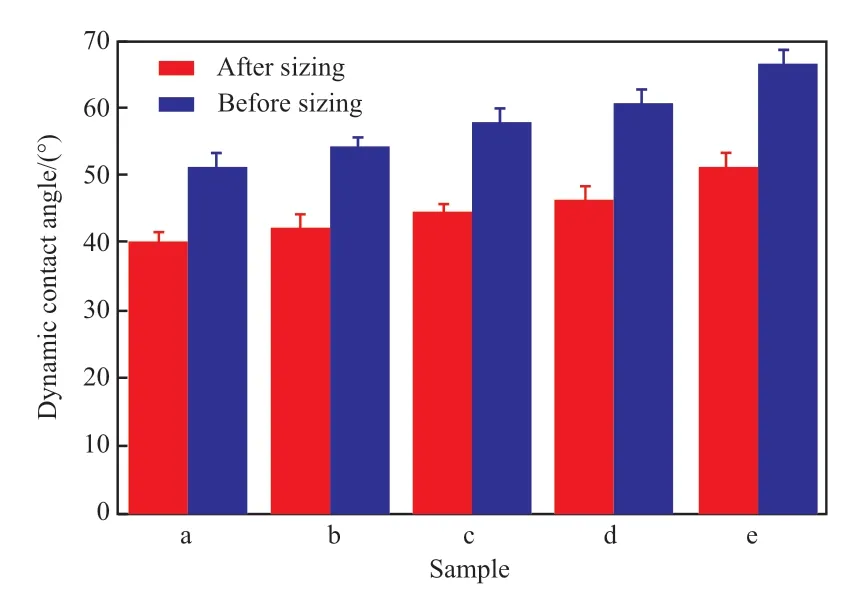
图7 不同表面沟槽结构的碳纤维上浆前后与环氧树脂/固化剂混合液的动态接触角Fig.7 Dynamic contact angle of carbon fiber with different surface groove structure and epoxy resin/curing agent mixture before and after sizing.Solidification temperature of the precursor/℃:a 20;b 25;c 30;d 35;e 40
3 结论
1)随着凝固浴温度的降低,碳纤维的表面沟槽变宽变深,轮廓长度增加,沟槽个数变少。
2)上浆会使碳纤维表面沟槽的宽度、深度和轮廓长度增加,但沟槽个数不会减少;碳纤维表面沟槽差异不会影响上浆对碳纤维表面化学结构的影响。
3)碳纤维表面深而宽的沟,易于碳纤维截面轮廓长度的增加,碳纤维环氧树脂接触角减小;轮廓长度最大的碳纤维上浆后,60 ℃E51环氧树脂和酸酐固化体系的接触角为40.42°,树脂浸润性最好。
