CRH3高速动车组转向架智能装配系统研发
2021-08-30徐骏升,潘礼辉,徐东
徐 骏 升,潘 礼 辉,徐 东
(山东中车同力达智能机械有限公司,山东 济南 250022)
近些年高速动车组市场在中国发展迅速,高铁技术的发展促进了中国经济发展,同时也给国民出行带来了方便,因此保障高铁技术装备市场发展成为重中之重。现有的高铁装配模式为手工装配模式,在此基础上添加自检与互检工序,事实上此工序往往投入较大人力资源,但装配效率较低,造成因装配工序不严谨或者漏拧、错拧螺栓引发的故障屡有发生。在装配执行过程中影响因素包括人为心理状态、环境因素及疲劳程度,其中人为因素是最重要因素。
本文研发的CRH3高速动车组智能装配系统旨在建立一套具有精准测量、数据自动传输、工具智能管理、人为干扰因素低的智能装配系统。系统利用工业大数据技术实现对高铁装配数据的集成分析,实现信息的及时、有效传递,方便管理人员做出相应决策[1]。工作站负责底层硬件及各外接设备接口,借助机器视觉等相应设备在各工作站采集实际检测数据并上传到系统中。系统可以进行查询、统计和分析,并在作业完成后生成质检报告。系统有较强的可扩展性,充分考虑应用实际,真正实现防漏拧、错拧功能。该系统具有高度容错性,能在异常情况下自我恢复正常工作。
1 智能装配系统搭建
针对轨道交通行业的装配,应以智能计算为基础,通过现有工业逻辑设计智能装配系统。将以前人为的操作方式赋予到软件上,对高铁部件的装配顺序进行智能规划,尽量消除人为因素影响。为提升轨道交通行业装配效率以及准确率,本系统采用数字化技术从多个方面来纠正异常情况的发生;基于视觉的装配质量检测方法可为检查人员提供有效的信息提示,为结果的准确性提供更可靠的依据。
针对轨道车辆转向架装配特点,借鉴先进工业装配领域系统架构[2],研发了如图1所示的装配系统架构。为充分利用系统功能,将操作工位端设计成移动装配车,方便车间进行可移动装配。此装配车上包含着一系列数字化装配工具,装配系统利用车间已布置好的无线网络将数据发送到搭设在远端的服务器。该系统优势为:工厂内兼容无线与有线方案,不会改变生产架构与习惯,通过装配过程的信息化,为轨道交通行业装配工业互联网提供技术支持。

图1 系统功能框架图
2 智能化装配车
系统集成在装配车上,能够保证以移动式装配车的方式特点实现半径内工位的覆盖。智能化装配车底部集成了无痕万向轮,能够保证在装配车间内耐用的前提下进行灵活装配。每个智能化装配车都配备显示器、报警灯、扭矩扳手、伸缩式防护罩、扳手放置架、扫描仪、万向轮、打印机、套筒选择器及打卡器等装置。如图2所示,智能化装配车空间分配合理,其中,扳手放置架安装在装配车上,扫描仪、套筒选择器等合理布局在台面上。装配车上还配备了伸缩式防护罩,在非装配时间段,装配工人可将伸缩式防护罩落下,防止扭矩扳手等物品损坏或丢失。

图2 智能化装配车布局图
3 装配组成
3.1 装配流程框架
装配起始阶段,操作工手持员工卡刷卡启动系统软件,进入系统后,如果工件到位,就手动输入车架号,系统根据条码导入车架对应的工艺[3],然后弹出框让操作工选择是否完成此工艺,如果没有完成,操作工扫描部件条码,根据工艺信息弹出的相应工艺进行操作。操作工选择正确的扭矩扳手进行操作,如果选择工具和套筒不正确,系统会声光报警提示,如此反复,装配完成后工具自动锁定,装配数据上传到服务器中,等待下次扫码激活。
装配流程如图3所示。系统具备异常处理机制,操作工登录系统后,首先查看系统中是否存在异常任务,如果存在,则选择相应的异常任务进行处理。
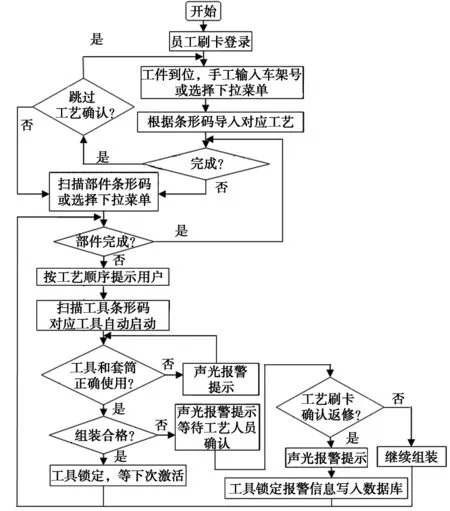
图3 装配流程图
针对装配作业过程中出现的多种异常情况,操作工在进行正常的任务处理时,发现部件缺损以及物料短缺等一系列问题,可以请求现场管理人员进行异常提交授权,授权人员在台位操作端或客户端刷卡登录,选择相应的异常处理功能办理异常。如例外转序、异常下线以及特殊放行。同时一定要详细记录异常提交原因,以免出现问题后装配生产线无法运转,影响生产效率或者造成装配停产事故。异常管控流程如图4所示。
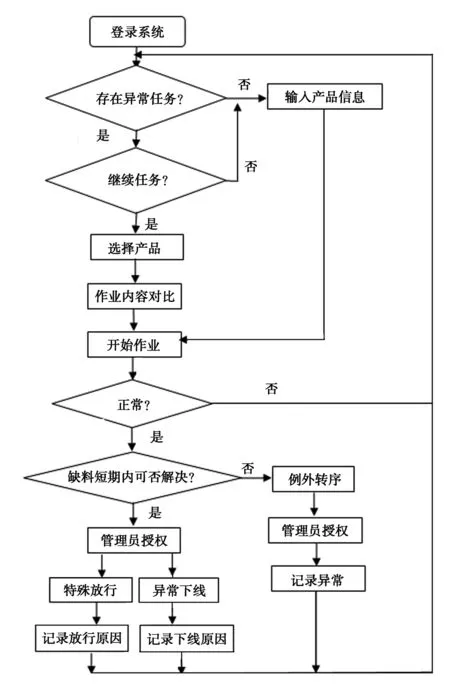
图4 异常管控流程图
3.2 装配上位机软件实现
工位装配上位机负责底层硬件的正常运行,同时与各外接设备接口交互。各工位将实际装配作业数据集中上传到服务器中。服务器软件进行查询、统计和分析工作,并在作业完成后打印生产报告。该系统充分考虑了现场生产实际情况,能够在发生异常的情况下,通过声光警告给现场工作人员,提醒工作人员进行人为的生产纠正。
工位作业机主要特点如下:
(1) 显示屏人机交互界面设计;
(2) 具有螺栓防错拧紧和装配数据收集分析功能;
(3) 工艺指定装配;
(4) 交互式人机界面,按预先设置的工序装配,保证生产质量;
(5) 模块化装配管理设计,工艺配置灵活高效;
(6) 各级角色权限管理,保证系统协调生产;
(7) 利用复杂、准确的数据分析模块,用以保证装配过程中的质量追溯。
工位作业机软件采用.NET平台设计,软件系统构架如图5所示。
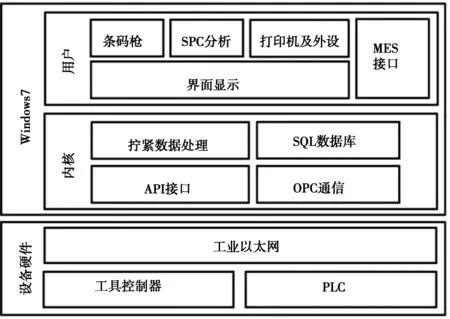
图5 工位作业机软件架构图
工位作业机获取所属的各个工具的工步状态、运行状态、操作状态及设备状态等信息,将数据存储到工控机本机数据库中,同时建立历史数据库。通过在工位作业机上部署数据采集服务程序,自动将实时数据推送到装配控制系统服务器数据库中。采用无线网络断点续传技术,可在网络通信异常、设备发送异常等特殊情况下,将产生的脱机数据在网络恢复正常后上传到数据库系统中。
3.3 装配服务端的实现
服务器系统位于管理层与车间生产层中间,将作业内容分配至具体装配车,系统可以实时有效地监测装配设备操作过程及生产数据, 同时能够将实际装配数据及时反馈到上游信息管理系统,并提供质检信息传递装配异常信息,智能装配服务端的实现更好地提升了轨道装配领域的装配过程。
服务器端软件采用B/S模式开发搭建,采用.NET CORE软件开发框架搭载,服务器软件包含生产管理模块及设备管理模块、用户管理模块、数据管理模块、数据统计分析模块及工艺指导模块等。整个装配生产线以信息化、智能化为前提,降低了人为因素的影响[4],将装配数据实时采集传输到服务器并上传到管理层服务器,可方便管理人员实时查看现场生产情况,进行大数据分析,以及后续装配过程的优化,为产品的升级提供了装配记录,使其可追溯。服务器端软件能够准确记录装配过程中的物料信息、部件信息、人员信息以及设备信息, 数据统计分析模块可对人员、设备装配数据进行统计及图表可视化展示,并对装配数据进行正态分布图、SPC分析、散列图、合格率分析,通过选择个人、班组、车间或产品等进行分析,设置多级角色操作权限。工艺指导模块指导设备按照流程动作,提高了生产效率,降低了生产异常发生的概率,大大提升了装配领域的信息化水平。
服务器端软件的运行界面如图6所示。

图6 服务器端软件界面
4 结论
动车组转向架智能化装配成功填补了我国高铁装配领域技术发展空白。CRH3高速动车组转向架智能装配系统通过合理规划装配工序,在每个装配工位搭建装配车,对每一生产步骤进行严格管控,并搭建远程高性能服务器设备,保证装配数据实时保存。该系统通过与国内主要高速动车制造企业合作应用,大幅度提升了高铁动车装配质量和工业化、智能化制造水平。
