中心加表面收卷在吹膜机上的应用优势及调校经验
2021-08-27王树源吴彦明
王树源,吴彦明
(广东金明精机股份有限公司,广东 汕头 515098)
1 中心加表面收卷相较于传统摩擦表面收卷的优势
1.1 动力优势
中心加表面收卷控制技术采用双动力驱动控制,利用中心电机驱动与表面电机驱动控制之间的相互配合,来达到收卷牵引辊到表面收卷摩擦棍这一端的薄膜张力保持恒定不变,同时中心动力通过读取表面摩擦动力的张力信号,实施力矩闭环控制,从而更精准有效的控制收卷力矩,通过中心电机和表面电机双动力输出以达到更有效稳定的收卷,如图1。
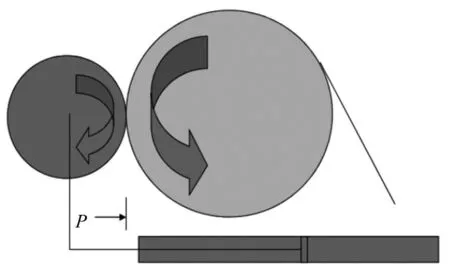
图1 中心加表面双动力收卷示意图
相较于单纯表面收卷模式如图2,动力更足,控制更精准,在收卷过程中不用担心卷径过大膜卷过重造成张力不稳,明显的提高了收卷的稳定性。单次收卷卷径的变大,也减少了下一道工序换卷衔接过程的浪费。
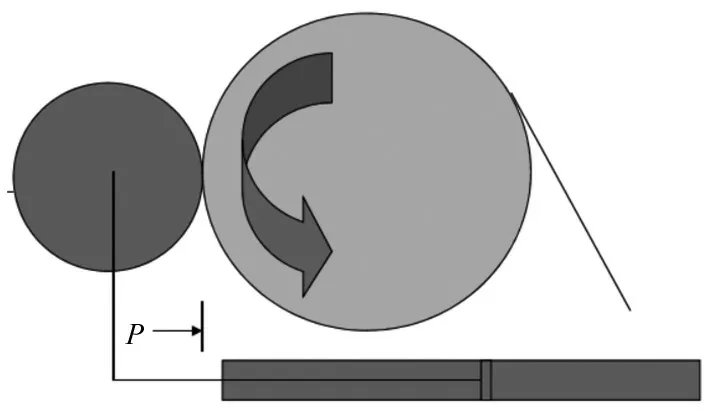
图2 表面单动力收卷示意图
1.2 张力控制优势及原理
中心加表面收卷张力控制主要通过摩擦棍张力控制和中心收卷张力控制两部分组成,结构如图3所示。

图3 中心加表面张力收卷示意图
在摩擦棍前面安装有张力传感器(安装于张力辊轴头),用于检测收卷牵引到摩擦棍之间膜卷的张力大小,张力控制器对张力传感器反馈的信号进行放大,输出0~10 V的张力信号A到PLC,使人机界面上面清楚直观的显示出目前张力的数值。同时,控制器通过读取上一级牵引的变频器线速度反馈信号B(0~10 V)和客户设定的张力值(通过人机界面设置转换成0~10 V电压信号C)进行内部转换计算,输出一组0~10 V的控制信号D用于控制收卷变频器速度。从而达到控制薄膜表面张力恒定不变。
中心张力控制采取扭矩控制模式,通过中心变频器直接控制中心电机的输出扭矩,收卷过程中,力矩输出与张力设定大小,卷径大小成正比关系T=FD(T为力矩,F为张力,D为卷径)。由PLC内部的卷径计算模块计算出当前膜卷的直径,通过卷径的变化,内部的计算,输出给变频器,从而控制电机扭矩,使之更加精准的控制收卷以达到我们想要的收卷效果。
在实际的应用中,我们在原有的基础上,引入锥度控制参数,和中心力矩参数设定表针对收卷时不同材质,不同厚度的薄膜在不同卷径下对张力要求的不同,更好更精准的控制薄膜张力,通常随着膜卷直径的变化薄膜张力按锥度衰减。
2 实际应用过程中的调试经验
2.1 收卷张力的校准
实际应用中,收卷的张力参考数据取自收卷张力辊反馈的张力信号。因此作为这套系统的基础参考量,我们需要为他进行校准。
首先,需正确的安装好张力传感器(图4),确认好受力点方向(图5)。

图4 穿轴式张力传感器安装

图5 传感器受力点位置
张力数值转换过程中张力传感器通过力转换成电信号(0~20 mV)输入到张力控制器(如图6)输入端(TR1,TR2),经内部放大和运算后,由端子(V0,COM)输出张力信号(0~10 V)到PLC模拟量输入模块。

图6 张力控制器
最后,我们需要对张力放大器zero电位器进行0位校准。然后通过沿着薄膜膜路悬挂砝码,待稳定后,调整张力控制器span电位器进行校准。在这里我们以量程50 kg,砝码重量10 kg为例,悬挂砝码待稳定后端子(V0,COM)输出的实际张力模拟量信号应为:U=10×(10/50)=2 V。
2.2 中心收卷调试
通常我们在开机前需要设置好中心收卷的各部分基础参数,调试过程中分空轴和带负载两部分进行。如图七参数表所示,其中摩擦力系数,力矩补偿系数和力矩计算系数直接影响中心电机力矩的输出。P,I值和限幅根据实际生产过程需要自行调整。空轴状态下,保证设定的摩擦力系数能使中心电机带空轴正常启动后短时间内达到理想速度即可。力矩补偿系数和力矩计算系数调整则根据生产过程中膜卷收卷情况再做微调即可。
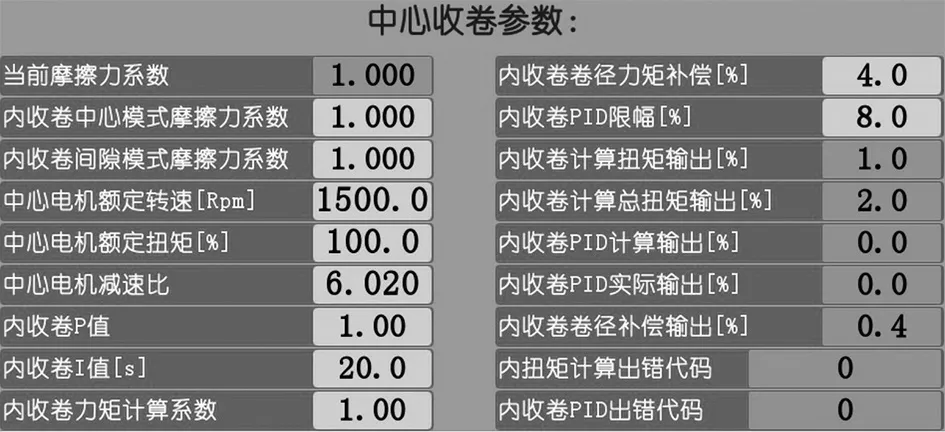
图7 中心收卷调试参数表
在生产过程中,根据膜卷收卷情况,我们通过中心电机锥度设定参数(如图8参数表所示),以达到在收卷过程里中心电机张力设定呈现梯度式变化,以达到更好的收卷效果和使用者的工艺需求。具体表现为正向锥度设定为张力递减,负向锥度设定为张力递增,锥度大小设定与趋势变化斜率呈正比关系。根据薄膜材料属性和用户工艺需求不同我们可通过调整锥度值来达到更好的收卷效果。

图8 中心收卷锥度控制设置参数
在实际应用中,总会遇到部分薄膜材质特殊,例如TPU材质的薄膜,高弹性,软而薄,必须在收卷过程中以大张力才能收得平整,这时候光一个设定锥度是很难满足用户需求的。这种特性的薄膜在正常生产收卷的过程中我们发现,增大张力,调整锥度大小能让其收卷正常,但是当收卷膜卷卷径大时会出现不同程度的薄膜拉伸,致使收出来的膜卷端面呈锥形,俗称橄榄状。这时候,我们引入了一个摩擦力补偿表(如图9所示),根据不同卷径下需求的中心力矩大小,我们给予一定量的摩擦力补偿,由上文摩擦力与输出力矩相互关系可知,摩擦力的大小直接影响到力矩输出大小,因此我们可通过调整摩擦补偿量大小,使特殊材质薄膜的收卷在细节上更加完美。
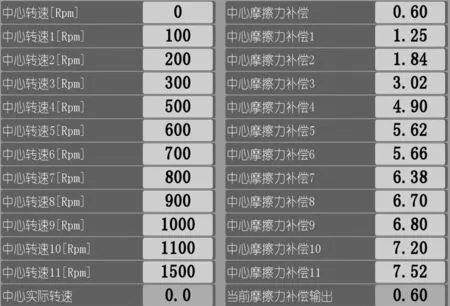
图9 中心收卷力矩补偿表
其中表中的中心实际转速为中心电机编码器信号提供,可为我们调试过程显示当前的实际转速参考量,再根据当前实际转速,我们可以在表格中原先设定好的转速区间对应右边的补偿值进行增益调整。当前摩擦力补偿输出参数则为当前转速下的摩擦力补偿。
通过上述的办法,我们在实际使用中,能更好的调整中心加表面收卷,以达到更加精准的控制,使产品收卷质量得到更好的提升,使用户的产品竞争力极大的提高。
3 结束语
中心加表面收卷相较于原来的纯表面摩擦收卷,具有双动力优势,能使其更加精准有效的控制,对于用户来说,中心加表面收卷的适用性几乎涵盖了所有的薄膜产品。双控模式加精准的区间调试模式,使用户在使用过程中,能更有针对性的应付各种高端产品的收卷,极大的提高自身产品的竞争力。对于现在薄膜行业的飞速发展,一个可靠性强,适用性广的收卷控制方式及其重要,避免设备过早的被市场淘汰,对提高自身产品的竞争力,提升产品的价值起到至关重要的因素。