钢卷周向打捆机设计
2021-08-27郑相灿王红军康运江张金鹏
郑相灿,王红军,3,康运江,张金鹏
(1.北京信息科技大学机电工程学院,北京 100192;2.机械科学研究总院机科发展科技股份有限公司,北京 100044 3.高端装备智能感知与控制北京市国际科技合作基地,北京 100192)
0 引言
全自动钢卷打捆机是针对钢卷打捆机包装的全自动器械,自动化程度较高,几乎不需人工操作,与普通打捆机不同。钢材从生产出来到包装的整个过程中,冷轧钢卷的包装属于生产线较后的一道包装工序,也是体现钢卷包装质量的最重要的一步,钢卷包装的质量关系到钢材的运输、销售等。
随着智能制造的不断推进和企业的高质量发展,国内在冶炼钢铁技术方面较为成熟,但在钢材打捆包装技术方面还不成熟。由于打捆机设计与制造难度较大,国内管材自动化打捆设备一直依赖国外进口,无法满足钢管工业现代化生产和国际市场钢管包装运输安全的要求[1]。
国内目前只能生产制造一些通用的、用于轻工业或食品以及服务行业的打捆设备。应用于钢铁行业的高性能全自动打捆机设备才刚踏出研究的第一步。目前,国内钢带打捆包装主要采用人工方式完成,与国外先进的钢带打捆机相比还存在不少的缺点[2]。
相比较而言外国企业在冶金钢材技术以及钢材包装技术上较为先进,处于领跑地位,国外打捆机经数年技术积累和不断的发展,已形成多品种、稳定化、专业化生产,自动化程度不断提高,打捆的速度也不断加快,效率更高,其可靠性、稳定性、可用寿命也不断提高。现如今,美国SIGNODE 公司、德国TITAN 公司以及瑞典SUND BIRSTA 公司等在对钢材打捆机的研制方面都取得了一定成果[3]。
钢材包装打捆机是国内钢铁企业精整包装生产线的急需设备,而且是轧钢企业精整包装生产线的核心设备。开发研制符合国内需求的高性能的钢材包装打捆机及其配设备是我国钢铁行业的迫切要求。具有重要的经济价值和现实意义[4]。
1 打捆机的功能
全自动周向打捆机主要完成钢卷周向方向的打捆,其自动化程度较高,几乎不需要人工操作。利用SolidWorks 设计软件,通过其强大的建模功能以及各插件的灵活使用,对打捆机的机械结构零件进行设计建模。并且对各零件添加相应的装配约束条件进而完成打捆机的整体三维建模。如图1、图2 所示。

图1 打捆机整体结构
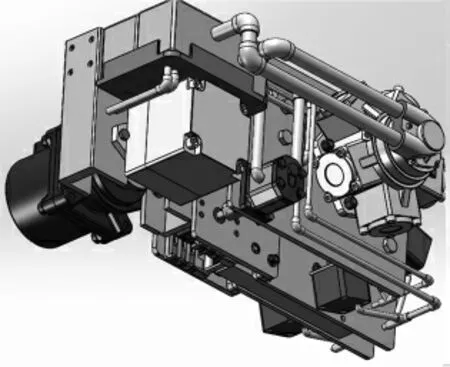
图2 打捆头三维模型
打捆头是整个全自动打捆机的核心部件,由增力连杆机构、摩擦驱动机构、带头压紧机构、锁扣机构、液压驱动系统等组成。整个打捆头的动力由液压系统提供,通过液压回路的设计,对液压回路的执行元件及动力元件进行选型计算,保证整个打捆头驱动方式的稳定性。该打捆机能实现对不同外形尺寸的钢卷进行打捆,并采用PLC(Programmable logic Controller,可编程逻辑控制器)控制系统实现对打捆机的动作进行控制。
2 打捆机的主要结构设计
2.1 打捆机的工作流程
全自动钢卷打捆机采用强度较大的钢带作为打捆材料,钢卷由运输带到达工位后,通过打捆机头完成对钢带送带、收带、拉紧、咬合、切断等动作,完成打捆机对钢卷进行钢带打捆的一个周期。具体工作流程如下:
2.1.1 钢卷打捆的准备
钢卷打捆钢带之前需进行防锈纸包装、塑料包装等,通过物流运输线将待包装的钢卷完成钢带打捆前的所有包装后存放在钢卷的运输线上,按照钢卷轴线垂直于运输线的运动方向进行排放,每个待捆扎的钢卷之间有固定的间距,通过间距确实各钢卷之间的位置,通过运输链送入周向打捆机的打捆工位。
2.1.2 导带槽闭合
钢卷运输到位后,导带槽通过气缸驱动,完成伸出动作,将被打捆钢卷包围起来形成封闭的导带通路,对钢带的传送起导向作用。
2.1.3 送带
送带过程是指钢带通过与摩擦驱动机构的轮子产生摩擦力实现驱动,钢带沿着闭合的导带通路回路绕被打捆钢卷一周后回到打捆头作扣处,并在锁扣位置形成上下重合的钢带节。送带过程主要分为两步,第一步是钢带的高速送带过程,另一种是钢带的低速送带过程[5]。高速送带是钢带有头在导带槽中运行,以提高打捆速度。在带头脱离导带槽,从新回到打捆头内部,即将完成送带时,为确保上下捆带重叠部分的长度,降低捆带的驱动速度。而钢带的驱动速度可由控制液压马达回路中液体流速和液体压力实现。
(1)高速送带过程。高速送带过程是指钢带在传送过程中,钢带头未回到打捆头前这一阶段,在这一阶段内钢带快速传动,提高对捆带的驱动速度从而节省钢带在导带通路传送的时间以及单条捆带打捆的效率。
(2)低速送带过程。根据导带通路的路程以及高速送带的速度计算多久后钢带头绕导带通路的行程为3/4,在此阶段后钢带的输送启动低速送带过程,确保重上下捆带叠部分的长度,降低捆带的驱动速度从而节省打捆材料。而钢带的驱动速度可由控制液压马达回路中液体流速和液体压力实现。
2.1.4 压紧钢带头
钢带通过导带槽绕钢卷一周完成送带过程,此时钢带头在钢扣处形成小段长度的重合钢带,由于此时的钢带尚未贴紧钢卷表面,因此带头压紧机构对下层捆带进行压紧,以保证可以对多余捆带进行回收并施加预紧力,通过摩擦驱动轮反向驱动完成之后收带的阶段。
2.1.5 打捆机头下降
打捆钢带在打捆头中被压紧机构压紧后,完成钢带的运输动作,此时钢带在打捆头处形成的重合的信号由控制系统接收后,打捆头通过打捆机的升降装置驱动打捆头下降,使打捆头锁扣机构紧贴钢卷。为保证打捆的精确性,捆带可捆紧钢卷,打捆头与钢卷接触位置必须为钢卷最上方,且打捆头必须与钢卷相切。
2.1.6 抽带并拉紧钢带头
完成打捆头与钢卷表面贴合后,需对多余的钢带进行回收,此时摩擦驱动机构主动轮进行反向旋转,通过摩擦力将钢带从导带槽中拉出,使钢带完全贴合钢卷表面。这一过程需要提高液压马达转速,快速回收多余捆带,以减少打捆所需时间。钢带完全贴合钢卷表面之后,通过增大液压缸的施加压力,对钢带施加一定的钢带预紧力,从而捆紧钢卷。
2.1.7 咬扣和切带
钢带经过拉紧力的拉紧已牢牢贴近钢卷表面,接下来需对上下重合的钢带进行咬扣动作,完成钢带对钢卷的紧固包装,钢带咬合成型后由切断刀切断钢带,完成一条钢带的打捆动作。
2.1.8 打捆系统复位
待锁扣完成后,带头压紧机构释放压紧力,锁扣机构松开撤回,摩擦驱动机构从动轮压紧液压缸放松,打捆机横梁连带打捆头提升,所有结构都退回到初始位置,方便钢卷运走或对下一位置进行打捆。
2.2 横移与升降装置
本次周向打捆机打捆头的移动方式采用升降式实现升降以及横移装置实现横向移动。整个横移装置与升降装置相连,如图3 所示。当钢卷到达打捆工位后,通过传感器识别以及PLC 控制系统识别钢带打捆位置,先由横移装置带动升降装置以及打捆头进行横向移动至打捆位置。打捆头与升降横梁相连,而横梁由两边侧板实现导向作用,通过起重链条、链轮对横梁进行连接。通过伺服电机的驱动对横梁进行升降从而实现打捆头的升降运动,使打捆头到达钢卷打捆表面。
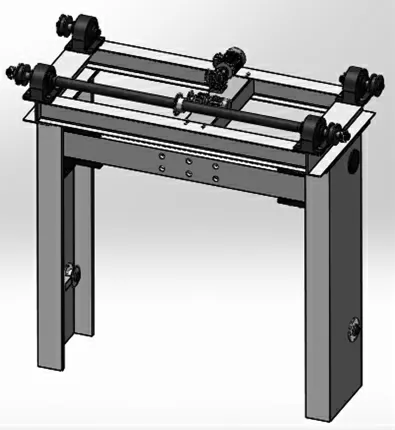
图3 横移与升降装置装配
2.3 导带槽结构设计
结合周向打捆机的工作流程以及主要装置的结构设计,设计成伸缩式导带槽,导带通路结构如图4 所示,整体结构分为两部分,通过安装在横移装置上实现与打捆头一齐移动。底下的导带槽通过气缸的驱动方式,当横移装置移动完成后伸缩导带槽伸出,与另一边的导带槽形成闭合回路。而导带槽上则采用内置弹簧式导带槽结构,如图4 所示。

图4 弹簧式导带槽
当捆带下抽时,矩形钢管两侧导板受力向外侧移动,并使开口销带动销轴一并向外侧移动,此时销轴轴肩向矩形钢管内壁方向压缩弹簧,两侧导带板之间的间隙大于捆带宽度时,捆带下滑;当抽带结束后,弹簧恢复原状,并带动销轴、开口销、垫片和导板恢复原位[6]。从而确保打捆机完成对钢卷的打捆动作。
3 伺服电机驱动设计
全自动周向打捆机的驱动方式采用伺服电机驱动,区别于其他全自动打捆机采用的气压驱动和液压驱动形式,根据伺服电机转速低但转矩大的特点,应用于打捆机大型器械上可满足条件。运用伺服电机驱动的打捆机整体结构相对简单,从而实现对全自动打捆机的优化设计。已知打捆头升降装置升降运动的速度v=0.8 m/s,求得轴的转速n=152.87 r/min;估算打捆头升降装置的重量为200 kg,
由电机的输出转矩公式;按照电机功率计算公式;联立两公式并带入数据得P=1.675 kW;通过电机选型表,按照所需转速及功率选用减速机型号为K37,电机型号为Y100L,电机级数4 级,输出转速n=178 r/min,额定功率P=2.2 kW,输出转矩T=111 N·m,使用系数为1.32,传动比i=7.96。再对链条进行选型计算取链的型号为12 A,通过链轮链条的驱动形式实现对打捆头的升降运动。
4 PLC 控制系统
对该全自动打捆机采用西门子公司生产的S7-300 型PLC控制系统,使用西门子公司开发的西门子博图V15.1(TIA15.1),其编程环境为S7-300 系列PLC 所需的STEP7 软件系统[6]。
采用PLC,基于西门子博图V15.1 软件设计了全自动钢卷打捆机的控制系统,实现打捆机的自动化。在软件中对控制系统进行仿真调试,同时设计了打捆机的控制面板验证了程序的有效性及可行性。其中PLC 部分包括电源模块、模块以及输入输出模块。完成打捆机系统开关量及传感器信号的输入,控制信号的输出以及过程控制,实现钢卷打捆过程的自动化[7]。
5 结束语
针对国内目前在全自动打捆机的研制进度较为缓慢,对周向打捆机进行研究分析。根据钢卷的外形尺寸,结合目前以研制出的全自动气动打捆机。主要设计了实现打捆头升降和横移的装置结构,通过采用伺服电机的驱动方式,对打捆机的驱动方式进行优化设计。根据伺服电机的特性以及链条可承受的最大载荷验证了该驱动方式的可行性,从而实现了对打捆机采用伺服电机驱动的驱动方式。
