重催装置余热锅炉省煤器模块更换施工工法
2021-08-27任旭鹏王德千
任旭鹏,王德千,李 悦
中国石油天然气第七建设有限公司,山东青岛 266061
1 工程概况
重油催化裂化装置是石油炼化主要装置之一,余热锅炉是其重要组成部分。余热锅炉上半部分是汽包和蒸发段,通常不进行检修或改造,省煤器位于余热锅炉中下层位置,镶在余热锅炉内部,外部是余热锅炉的主框架。省煤器模块分为低温省煤器和高温省煤器,通常是长方体结构,由外部的钢结构和壁板以及内部的几百根翅片管组成。
近年来省煤器模块化施工使现场施工更加便捷,但是增加了吊装施工的难度。省煤器模块镶嵌在余热锅炉框架内部,模块与框架之间的间隙非常小,中国石油天然气第七建设公司经历多年的催化装置余热锅炉检修施工项目总结出一套更换余热锅炉省煤器模块的施工方法。采用先将省煤器模块通过外部平台(排子)滑入到框架内部后再利用倒链提升的方法进行施工。利用该工法解决了余热锅炉省煤器模块更换施工难度大的问题,避免了模块上方其他设备和结构的拆除,同时也保证了余热锅炉框架整体的稳定性。
2 工艺原理
省煤器模块吊装前准备工作主要是在余热锅炉框架外部设置平台(排子),在框架内部铺设滑道。旧模块的拆除是从内部滑道通过倒链的拉拽将模块移动到外部平台(排子)上,然后由外部吊车将其吊至地面;新模块的安装是通过倒链拉拽将其从外部平台(排子)移动到内部滑道上,然后通过倒链或千斤顶提升进行安装。整个施工过程类似于采用抽芯机更换换热器芯子。
关键是外部平台(排子)和滑道以及省煤器模块提升吊耳设计既要保证外部平台(排子)和滑道对模块的承载能力,又要保证模块顺畅通过滑道进入框架内部,还要考虑模块提升吊耳的设计形式,以保证模块在提升过程中倒链、模块与其他固定结构不产生干涉,使提升过程平稳流畅。
应用该工法进行省煤器模块吊装施工的特点为:一是避免了拆除模块上方其他设备,与传统的先拆除上方设备再安装模块,最后恢复上方原设备(相当于拆除重建)相比,拆除作业量和施工周期大大减少;二是施工前期准备工作虽然较多,需要制作施工工装和布置机具,但是准备工作完成后施工快捷、方便,操作流程简单;三是模块从外部进入到余热锅炉框架内部后,后续施工全部在余热锅炉框架内部进行,一般气象条件下均可正常开展工作,另外起重吊装作业与其他工种的交叉作业非常少。
3 施工工艺流程及操作要点
3.1 施工工艺流程
省煤器模块吊装施工工艺流程见图1、图2。旧省煤器模块拆除过程与新省煤器模块安装过程相反,流程图中省略旧省煤器模块拆除流程。

图1 省煤器模块吊装施工流程

图2 吊耳和索具设置(子)流程
3.2 操作要点
3.2.1吊车进场、工况确认
首先采用吊车将省煤器模块吊装至外部平台(排子)上,然后才能进行拉拽模块的工作。在选用吊车时要特别注意吊车的吊装能力,承载模块的工装若设计成外部平台形式时,吊车工况仅满足模块重量即可,若设计成排子形式时,吊车工况要满足模块和排子的整体重量。
3.2.2 加固余热锅炉框架立柱
省煤器模块位于余热锅炉框架内部,安装模块需拆除障碍物,有时需要拆除重要的承重立柱,因此在拆除障碍物前需要对余热锅炉框架进行加固。加固措施是在其余立柱上焊接1根H型钢,共同承担上部其他设备重量。如图3所示在原立柱上背靠背焊接一根等长的H型钢进行加固。如需拆除主横梁,可先在主横梁的上方或下方加设一根横梁替换原主横梁,然后再对主横梁进行拆除。

图3 余热锅炉框架立柱现场加固
3.2.3 障碍物清除
对加固完成的余热锅炉框架进行障碍物清除,主要针对省煤器模块在水平拉入余热锅炉框架内部时以及模块在框架内部提升时,某些斜撑、横梁、立柱、平台以及电气仪表等障碍物的拆除清理,清除范围见图4。待省煤器模块安装完成后再进行恢复。
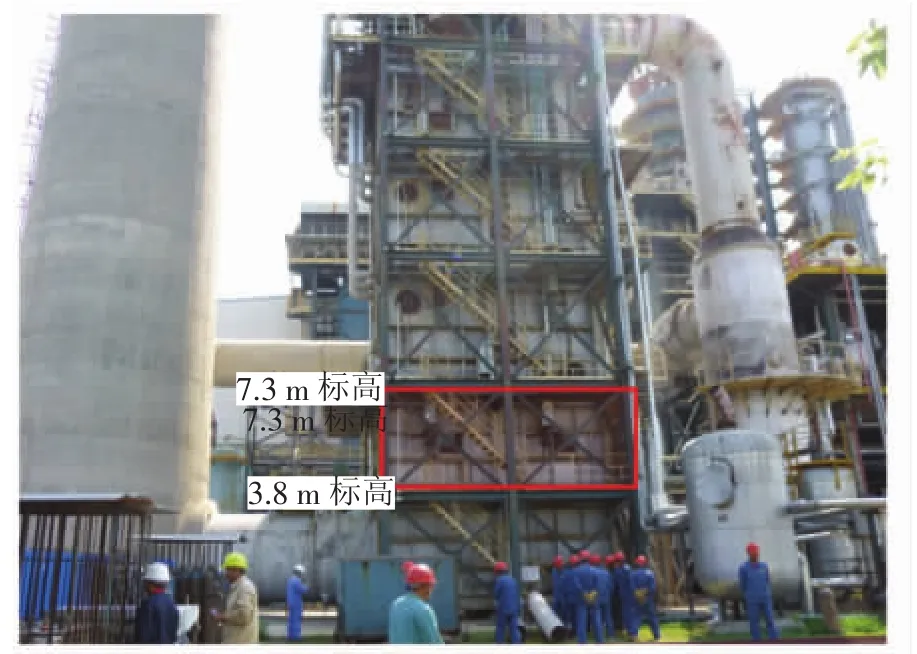
图4 余热锅炉框架障碍物清除范围
3.2.4 设置外部平台 (排子)
(1)省煤器模块要从外部滑移至余热锅炉框架内部,若模块在较低高度上进入余热锅炉框架内部时,可在框架外部设置一个平台供模块临时放置,内部铺设滑道,见图5,模块通过倒链的拉拽进入到余热锅炉框架内部。
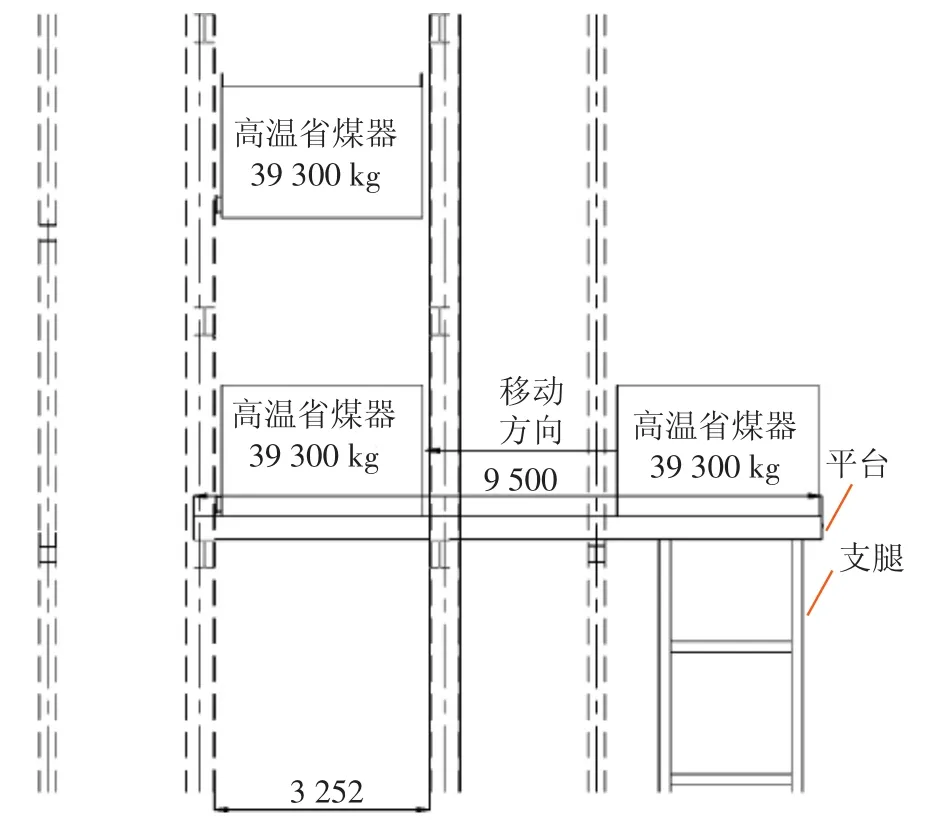
图5 外部平台设置和滑道铺设立面
(2)若省煤器模块在较高高度上进入余热锅炉框架内部,则设置外部平台需要耗费较多型材。因而采用设置排子供模块临时放置,而后采用吊车吊着排子和模块与框架内滑道进行对接,模块则通过倒链的拉拽进入到余热锅炉框架内部。排子相对于外部平台耗材要少,但是吊车吊装能力需要将排子的重量考虑进去,这可能需要更大型号的吊车。
(3)平台或排子可采用工字钢或者H型钢进行设计,排子三维示意见图6。由于这两种型钢属常用型材,均有一定宽度的翼板供模块滑动,且抗弯模量大。在设计时可先选择某一规格的型钢,然后通过SolidWorks有限元软件进行分析校核并优化,直至满足模块承载要求。采用SolidWorks有限元软件计算可随时更改选用型材的型号和材质,分析校核非常方便。
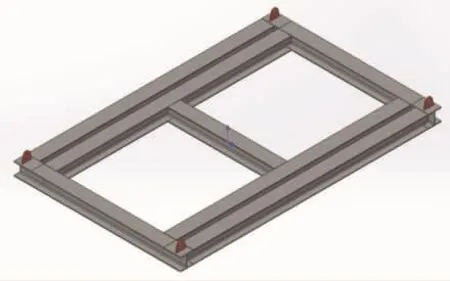
图6 排子三维示意
3.2.5 余热锅炉框架内部铺设滑道
省煤器模块通过滑道从外部平台(排子)滑移至框架内部,滑道要铺垫在模块底部,并与外部平台(排子)上表面保持平齐。滑道选用2根等长的H型钢或工字钢,铺设在余热锅炉框架2根主横梁上方,铺设时翼板水平腹板垂直。2条滑道之间的宽度应适宜,最宽不超过模块底面边缘,也不能过近,否则模块在滑移过程中左右摇晃不稳定,如图7所示。模块在滑移过程中与滑道之间有较大的摩擦力,为防止滑道偏移,可将滑道与余热锅炉其他固定件进行焊接[1]。
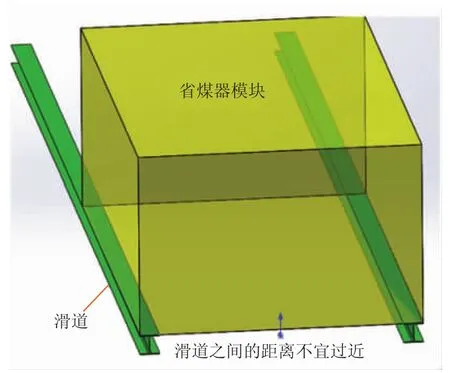
图7 滑道铺设距离示意
3.2.6 吊耳和索具设置
3.2.6.1 拉拽吊耳和索具设置
(1)将省煤器模块从外部平台(排子)通过滑道移动至余热锅炉框架内部,需依靠倒链进行拉拽,拉拽点设置在模块的两端,每端可焊接两个板式吊耳。而倒链固定点端的吊钩可设置在模块滑行方向远端的固定物上,通常可设置在余热锅炉框架较大横梁或立柱上。最好设计成斜向上拉拽,这样可以减轻一定的摩擦力,从而减小拉拽力度。
(2) 省煤器模块与滑道之间的摩擦系数为0.1,模块质量通常为30~50t,摩擦力为30~50kN,因而可采用2台5 t倒链对模块进行拉拽[2],如图8所示。
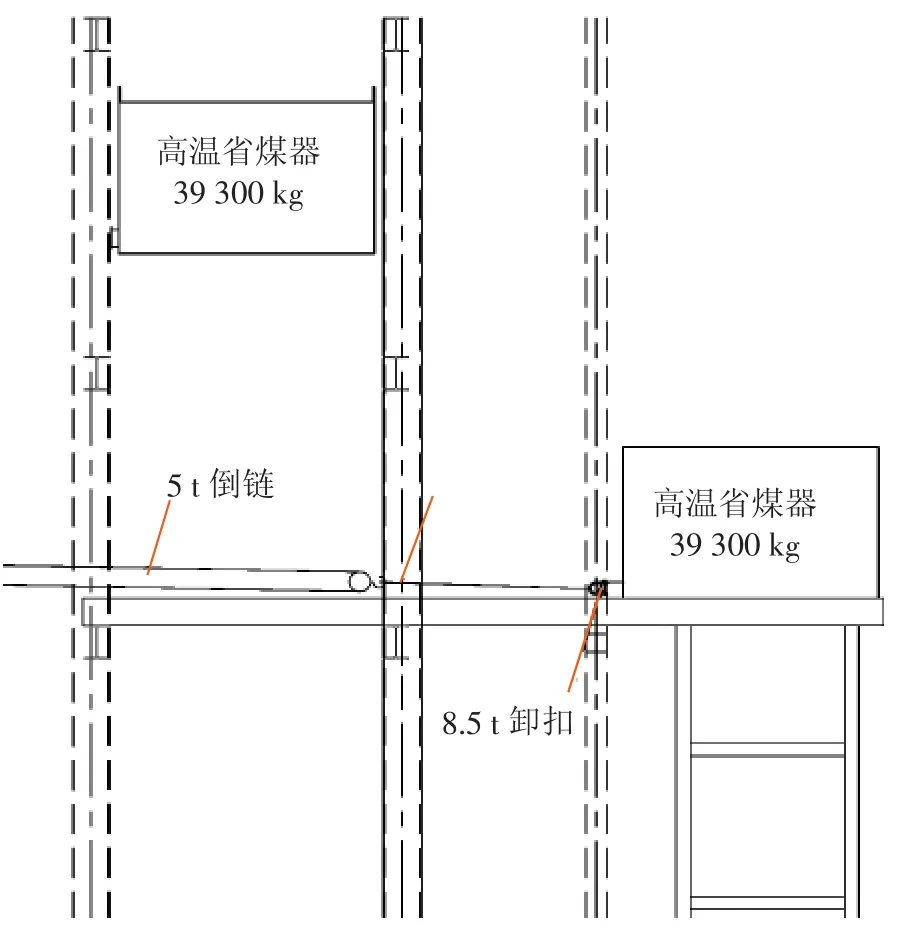
图8 拉拽吊耳和索具示意
3.2.6.2 提升吊耳设置
(1)为保证安全,省煤器模块提升倒链的吊装能力余量要大,应选用4台20 t倒链进行提升,20 t倒链固定端吊钩所系挂的吊耳应设计为板式吊耳,吊耳焊接在模块安装位置上方的余热锅炉框架横梁翼板上,如图9所示。
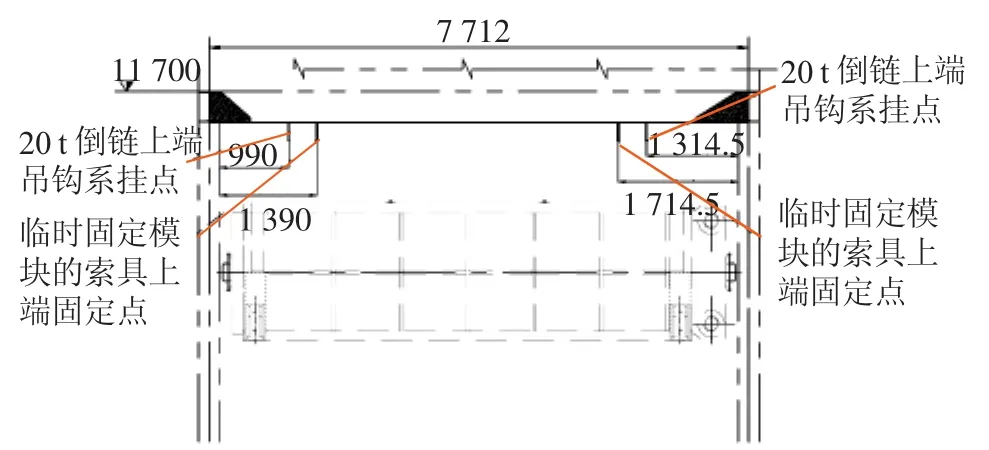
图9 提升吊耳设置示意
(2)20 t倒链上方的固定吊耳设计并焊接完毕后,模块上也相应设计提升吊耳。模块在出厂时,厂家通常已在模块顶部设置了4个板式吊耳作为吊装吊耳,但是此4个吊耳在用倒链提升作业时实用性不大,影响提升倒链的起升余量,为尽量防止多次提升,20 t倒链的活动端吊钩应尽量系挂在模块底部。模块与框架之间的间距较小,但一般不小于100 mm,吊耳形式采用管式为宜,管式吊耳长度可短些,能容下吊装绳扣的绳径即可,20 t倒链活动端吊钩挂在绳扣上,绳扣长度需超出被吊模块上表面,这样20 t倒链的吊钩与余热锅炉框架之间也存在间隙,不产生干涉,从而可顺利提升。
以大庆炼化100×104t/a ARGG装置余热锅炉省煤器模块为例,该余热锅炉省煤器模块分为一台高温省煤器和两台低温省煤器,三台省煤器模块呈上、中、下布置,模块上吊耳焊接位置及吊耳形式示意见图 10~12。
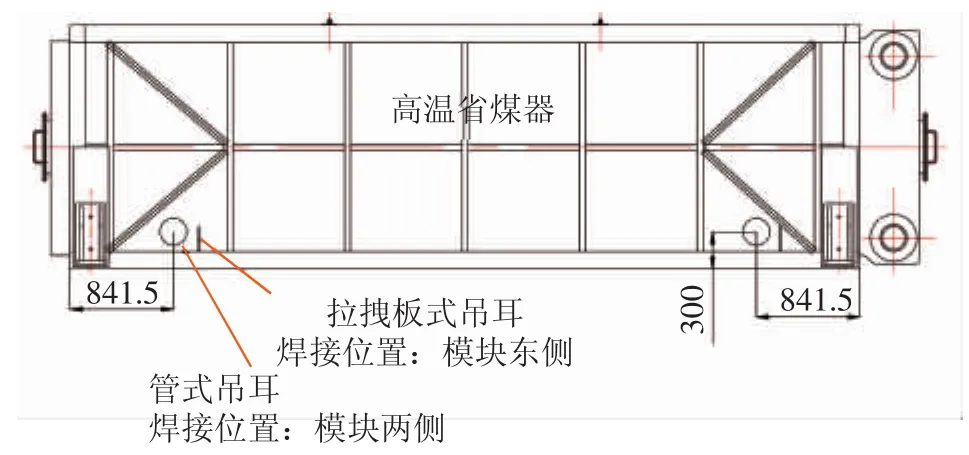
图10 高温省煤器提升吊耳设置示意

图11 低温省煤器(上)提升吊耳设置示意

图12 低温省煤器(下)提升吊耳设置示意
3.2.6.3 提升索具设置
模块本体上的提升吊耳和20 t倒链上方的提升吊耳都焊接好后,准备φ24 mm的钢丝绳扣,长度根据吊点位置和安装位置等数据分析确定,适中即可,绳扣若较长可能导致20 t倒链无行程时模块还未提升到安装位置,若较短,可能导致起吊时20 t倒链不能与模块本体提升吊耳连接上。采购20 t倒链时,可选择较大行程的倒链,如6 m或8 m倒链,这样可选择较短绳扣提升模块,可一次性将模块提升到位。
3.2.7 省煤器模块吊装至外部平台 (排子)上
吊车系挂索具进行试吊,试吊合格后进行正式吊装,将模块吊装至平台上并摆正方位,方位找好后摘除吊装索具。为了减小拉拽模块产生的摩擦力,吊车的索具可以重新系挂在模块上与余热锅炉框架较远的两个吊耳上,吊车预紧力达到150kN,这样可以大大减小动摩擦力。随着模块逐渐拉入框架内部,吊车再摘除索具[4]。
3.2.8 省煤器模块滑移至余热锅炉框架内部
系挂2台5 t拉拽倒链,当5 t倒链固定端吊钩所系挂的固定吊点与设备拉拽点的距离较远,5 t倒链的最大行程不够时,需要再挂一对φ17 mm的绳扣,绳扣长度能够使倒链连接上模块,系挂好拉拽索具后进行拉拽。当5 t倒链无行程时,可撤掉绳扣,重新系挂5 t倒链,将倒链两端的吊钩直接系挂在吊耳上,进行二次拉拽。拉拽过程要平稳,设备跑偏时要及时进行调整。
3.2.9 提升省煤器模块吊装就位
省煤器模块拉拽至余热锅炉框架内部后,拆除拉拽倒链,系挂提升索具。每台20 t倒链配4名吊装起重工进行倒链的拉拽。随着省煤器模块的提升,如若20 t倒链无行程不能一次提升到安装位置时,需用一套索具或固定构件临时将模块固定,然后重新更换一套较短的索具或吊点下移进行二次提升,直至模块到达安装位置,然后安装模块4个弹簧支架,模块固定好后拆除提升索具。
3.2.10 安装模块牛腿和连接烟道
省煤器模块由提升倒链提升至就位位置后,由于倒链提升时间较长,为防止倒链疲劳工作,必须安装模块的4个牛腿,由牛腿承受模块整个重量,而后替换提升倒链。
随着各个省煤器模块安装就位并固定,要安装模块之间的连接烟道,连接烟道基本是半成品到货,先安装烟道的壁板,将上下模块连接起来,再安装烟道的支撑角钢。有的省煤器模块之间是采用膨胀节和烟道共同连接的,要先安装膨胀节,再安装连接烟道。
3.2.11 安装模块外保温层
省煤器模块的烟道全部安装焊接好后,进行最后的保温施工,省煤器模块两侧保温层厚度155 mm,端部保温层厚度 130 mm,烟道保温层厚度130 mm,换热设备壳体立柱外侧的保温层厚度为35 mm,保温材料选用复合硅酸盐保温棉,外面包裹白铁皮,做隔热处理时将所有模块包裹在里面。
4 应用实例
该工法已经成功应用于哈尔滨石化160×104t/a重油催化裂化装置余热锅炉高温省煤器模块更换、大庆炼化100×104t/a ARGG装置余热锅炉3台省煤器安装、大庆炼化180×104t/a ARGG装置6台省煤器的拆除和安装。模块均一次吊装成功,安装位置准确。与传统方法相比,避免了拆除模块上方所有设备,无论从施工成本、施工周期还是效益上都具有明显优势。
以大庆炼化公司100×104t/a ARGG装置检修工程为例,本工法与传统方法的经济效益进行对比情况见表1。

表1 传统方法与本工法经济效益对比
本工法适用于重油催化裂化装置检修工程余热锅炉省煤器模块的安装施工,同样也适用于其他钢结构框架内部模块的安装施工。
