转向架构架T形接头单丝、双丝焊接热源模型及应力场数值模拟
2021-08-26闻博金成黄诗铭史春元
闻博 金成 黄诗铭 史春元
摘要:為了探究动车组转向架构架T形接头单丝、双丝GMAW焊接温度场及应力场分布特征,基于ABAQUS有限元分析软件,采用数值模拟与实际测量相结合的方式,以转向架侧梁SMA490BW耐候钢T形接头为研究对象,分别建立了单丝及双丝焊的热源模型,模拟了接头的焊接温度场和焊后残余应力场,并通过试验对模拟结果进行了验证。结果表明:单丝焊和双丝焊的焊缝模拟尺寸与测量结果的相对误差均不超过5%。与单丝焊相比,双丝焊的熔池峰值温度提高,熔池在长度方向上被拉长,焊缝厚度明显增大,焊脚尺寸也略有增大,焊后残余拉应力分布范围有所减小,焊缝最高残余拉应力下降8.5%。
关键词:转向架;双丝焊接;温度场;数值模拟;残余应力
中图分类号:TG442 文献标志码:C 文章编号:1001-2003(2021)07-0099-05
DOI:10.7512/j.issn.1001-2303.2021.07.19
0 前言
转向架构架是动车组的重要承载部件,普遍采用焊接结构,其焊接质量至关重要[1]。GMAW焊是构架焊接常用的焊接方法,而双丝GMAW焊因能有效改善传统单丝GMAW焊所存在的焊接效率较低、焊后应力过大等问题而得到广泛关注。随着双丝高效焊接成本的降低,双丝GMAW焊接在国内轨道车辆制造行业具有较好的应用前景[2-3]。
焊接残余应力预测是转向架构架焊接生产中较为关心的问题,数值模拟技术是预测焊接残余应力的有效途径。目前对于双丝焊接的数值模拟主要集中在热源模型的优化和对温度场的数值模拟[4-9],而对单丝与双丝GMAW焊残余应力及分布的对比研究报导较少。文中基于ABAQUS有限元分析软件,通过数值模拟与实际测量相结合的方式分别建立适用于单丝、双丝GMAW焊T形接头的热源模型,并对两种焊接工艺焊后的温度场及应力场分布特点进行对比分析,为转向架构架焊接工艺的优化提供依据。
1 有限元模型
1.1 几何模型的建立
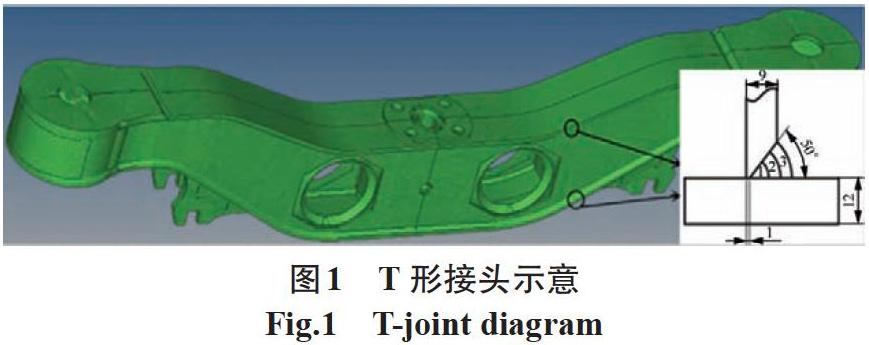
以转向架构架侧梁焊接为例计算单、双丝焊接的温度场与残余应力场。构架侧梁由箱形结构梁焊接而成,焊接接头形式为T形接头,焊缝形式为对接和角接的组合焊缝。分别采用单丝、双丝GMAW焊接方式对T形接头进行焊接,腹板厚度9 mm,翼板厚度12 mm,坡口角度50°,钝边1 mm,焊接位置如图1所示。
转向架侧梁材料选择SMA490BW耐候钢板材,其屈服强度365 MPa,抗拉强度490~610 MPa,延伸率大于15%,并选用与SMA490BW匹配的符合GB/T8810-2008标准要求的ER55-1(直径φ1.2 mm)型号实心焊丝。
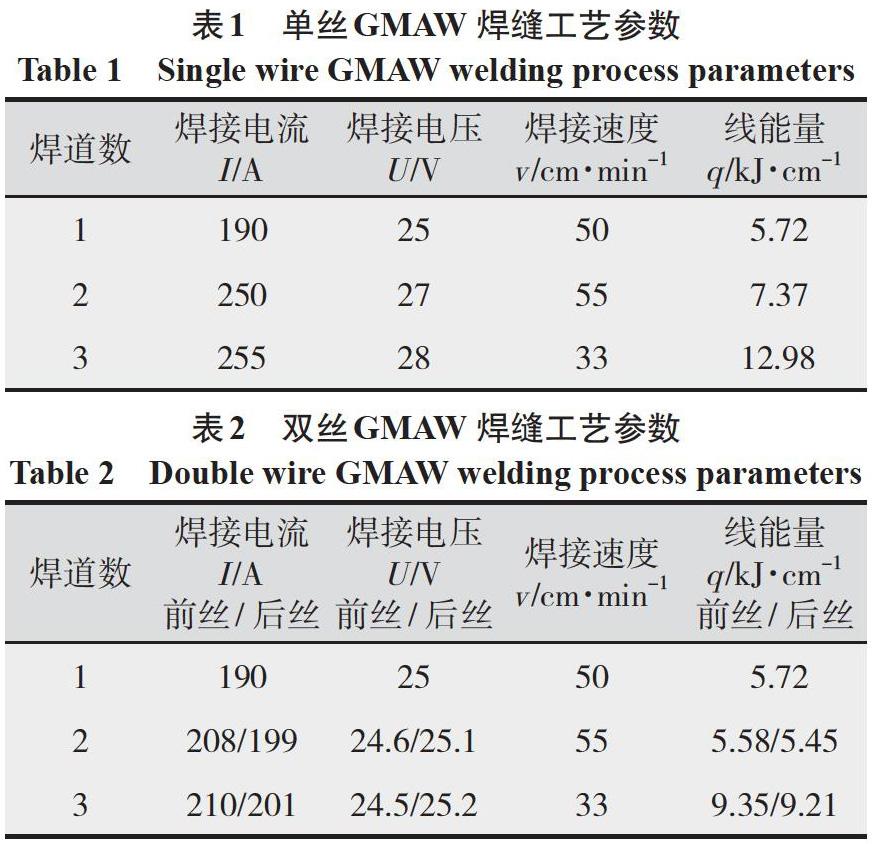
单丝焊时,打底、填充及盖面焊接工艺参数如表1所示。双丝焊时,采用单丝焊打底,填充及盖面均采用双丝焊接,焊接工艺参数如表2所示。
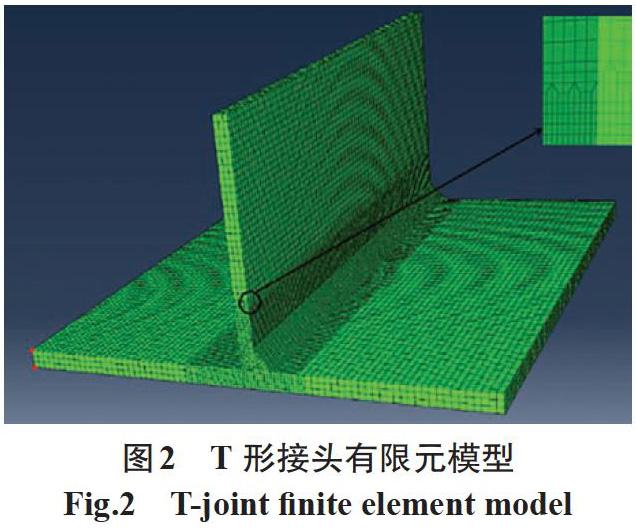
接头有限元计算模型如图2所示。为兼顾计算效率与精度,网格划分采用过渡形式,焊缝及近缝区采用较细的网格划分,最小尺寸2 mm;远离焊缝区采用较粗的网格划分,最大尺寸8 mm。
1.2 热源模型的建立
双丝GMAW焊热源相当于两个改造后的双椭球热源。由于两电弧间的相互作用,双丝热源会发生偏转,其热源模型通过双椭球热源旋转获得。
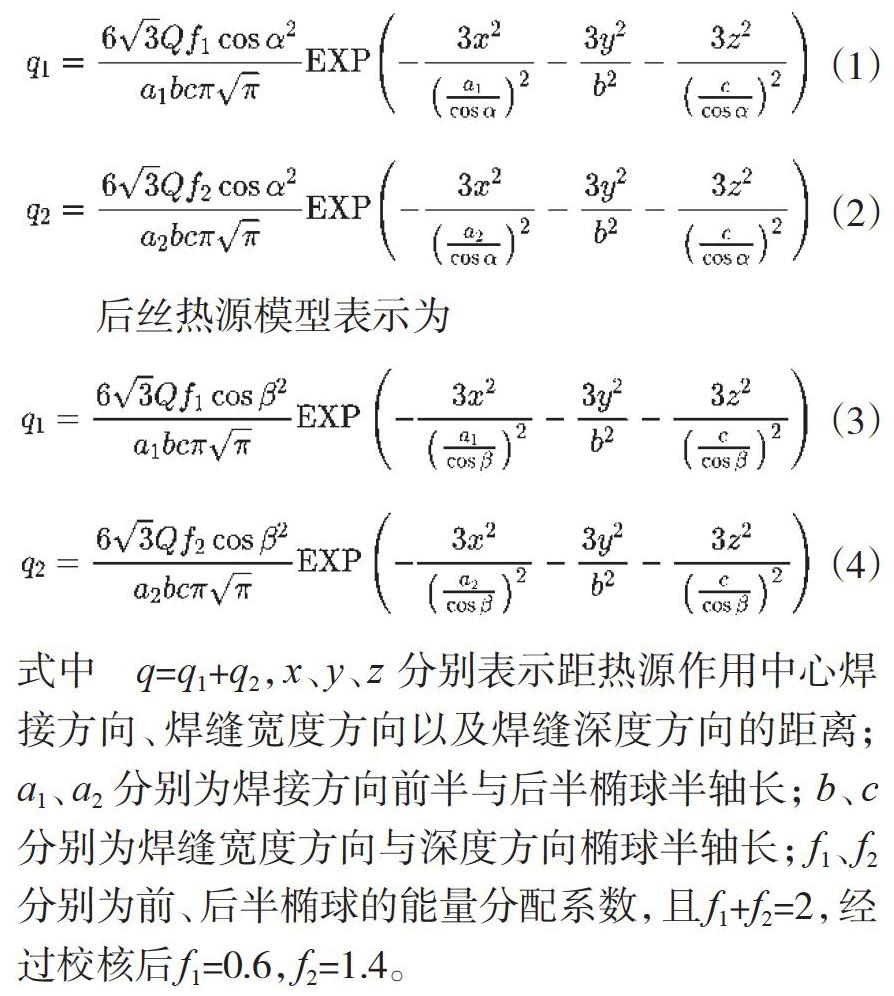
设前丝偏转α角,后丝偏转β角,则双丝热源中的前丝热源模型表示为
式中 q=q1+q2,x、y、z 分别表示距热源作用中心焊接方向、焊缝宽度方向以及焊缝深度方向的距离;a1、a2分别为焊接方向前半与后半椭球半轴长;b、c分别为焊缝宽度方向与深度方向椭球半轴长;f1、f2分别为前、后半椭球的能量分配系数,且f1+f2=2,经过校核后f1=0.6,f2=1.4。
2 焊接温度场模拟结果
2.1 单丝焊与双丝焊的温度场分布特征
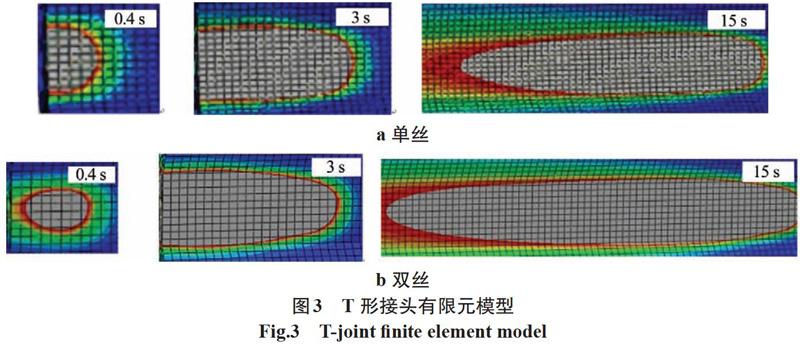
根据所建立的热源模型对两种焊接工艺进行焊接温度场数值模拟,分别取单丝、双丝GMAW焊接第3道焊缝为例分析温度场的形成过程,如图3所示。
由图3可知,单丝GMAW焊丝电弧在焊接进行到0.4 s时开始作用于熔池,起始时熔池尺寸较小,随着焊接加热的进行,熔池逐步增大呈椭圆形,3 s时进入到准稳态状态,15 s时熔池达到稳定并最终完成焊接过程。
双丝GMAW焊时,前丝焊接电弧在0.4 s时首先作用于母材形成于熔池,后丝电弧随后跟进作用于熔池。由于两电弧的相互作用,前丝电弧熔池液态金属在电弧压力和熔滴冲击的作用下向后流动,导致后丝熔池焊缝宽度逐渐超过前丝,在约3 s时熔池达到准稳态,15 s时熔池达到稳定并完成焊接。
对比两种焊接工艺的熔池温度场演变过程发现,两者同时达到准稳态过程。与单丝GMAW焊相比,双丝GMAW焊熔池中可见两个热源中心,熔池长度方向上被拉长。虽然后丝电流略小于前丝,但前丝的热作用使得丝作用下的温升更快,熔池后半部分更为宽大。
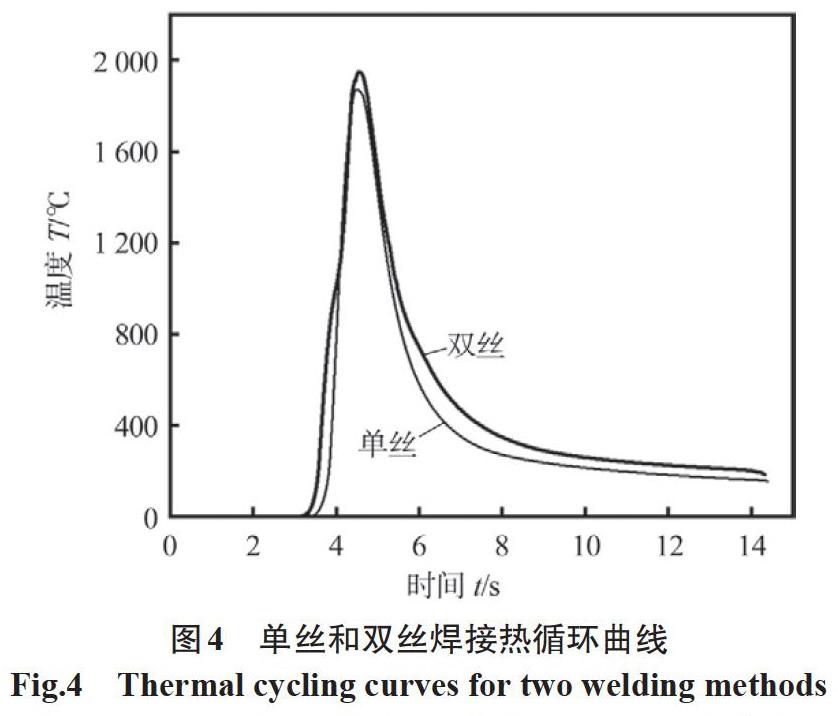
分别取单丝、双丝GMAW焊焊缝中点处,绘制得到焊接热循环曲线如图4所示。
对比两条热循环曲线可以发现,不同于单丝GMAW焊,双丝GMAW焊因电流电压较小,在前丝单独作用时熔池升温速率较小,而当两条焊丝共同作用时,熔池升温速率明显上升,最终达到的峰值温度分别为1 825 ℃和1 883 ℃,与文献[7]中计算的双丝焊接峰值温度基本一致,双丝GMAW焊熔池的峰值温度较单丝高61 ℃,焊后熔池的冷却速度有所减小。
2.2 单丝焊与双丝焊的焊缝尺寸
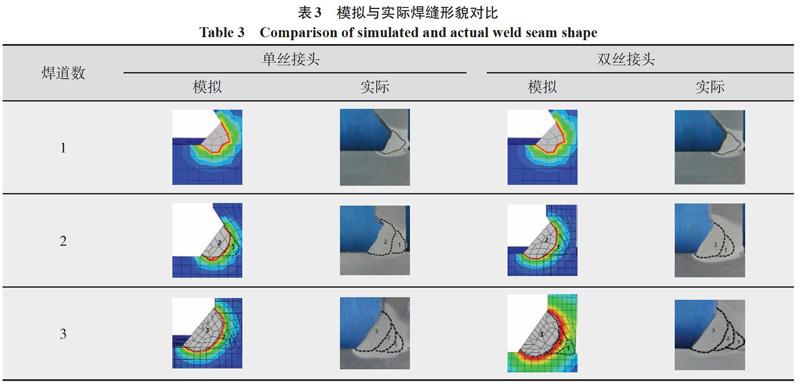
根据温度场数值模拟结果进行实际焊接,为了准确测定每道焊缝尺寸,采用每一焊道焊接一个构件的方法,将焊接实验所得构件沿垂直焊缝方向进行切割,采用硝酸酒精腐蚀焊缝表面,以观测焊缝截面轮廓,并与温度场数值模拟结果进行对照。模拟与实际熔池形状对比如表3所示。
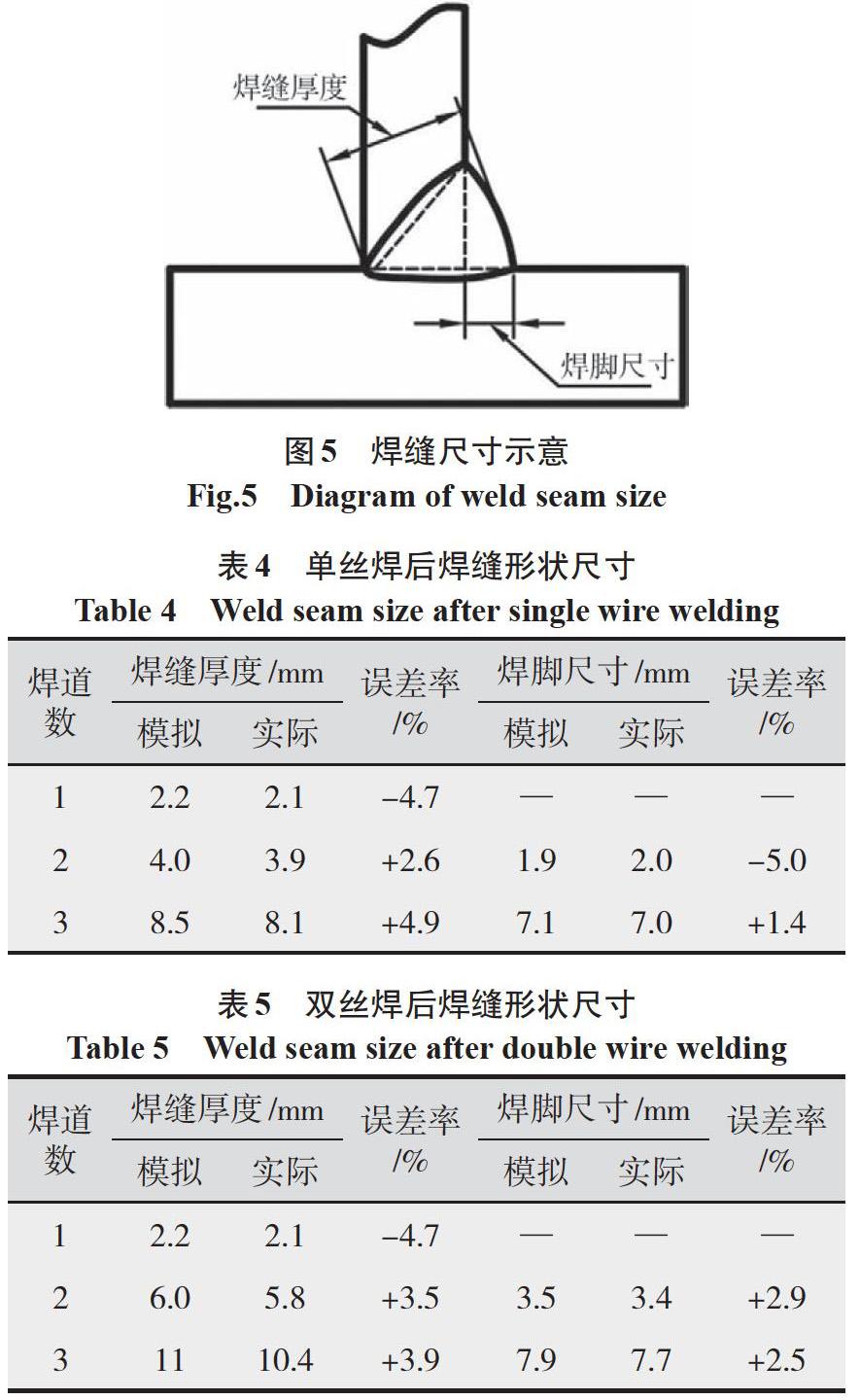
由表3可知,模拟结果与实际焊接熔池形状基本一致,为了得到具体的焊缝尺寸数据,对模拟和实际焊接得到的焊缝进行画线测量,T形接头对接和角接组合焊缝尺寸示意如图5所示。焊缝模拟结果与实测结果对比如表4、表5所示。
由表3、表4可知,单丝、双丝焊接模拟结果熔池尺寸均与实际相近,误差率在1.4%~5.0%,证实了所建立的热源模型的准确性。经过计算,与单丝焊接相比,双丝焊焊脚尺寸平均提高1.1 mm,焊缝厚度平均提高了2.1 mm,这是由于双丝焊后丝电压高于前丝电压,后丝电弧后起到了调节焊缝外观成形的作用。
3 焊接应力场模拟结果
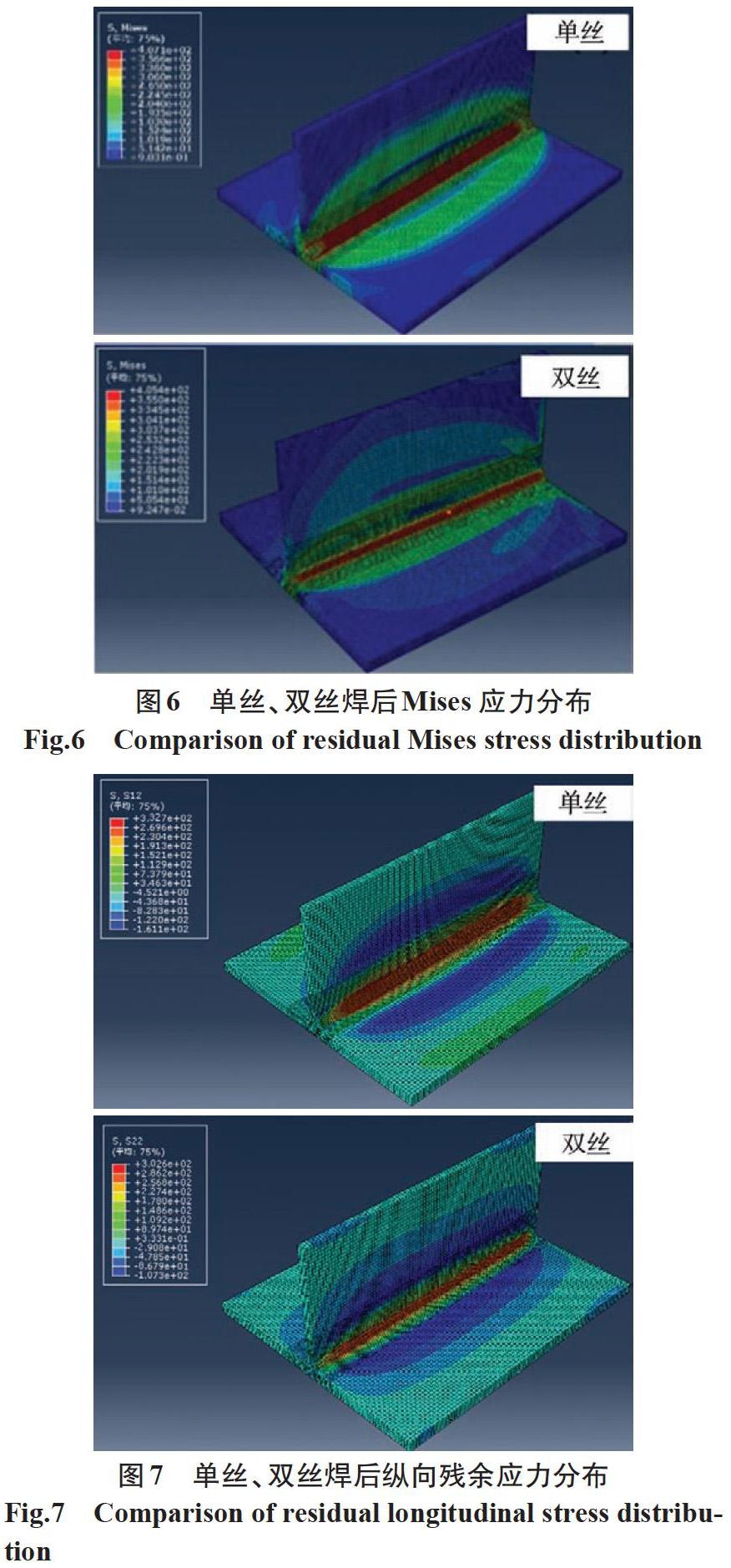
根据两种焊接方法温度场模拟结果进行焊后应力场数值模拟,单丝及双丝焊接焊后Mises残余应力及纵向应力分布如图6、图7所示。T形接头残余Mises应力分布与文献[10]中的分布基本一致。
由图7可知,两种焊接工艺焊后纵向残余应力分布基本一致,焊缝及热影响区等经历过高温过程的区域,其纵向残余应力表现为拉应力,而远离焊缝区域则为压应力,并逐渐趋近于零。这是由于金属受热膨胀使远离焊缝区域的母材处于压缩状态,而在冷却过程中金属收缩使焊缝区域处于拉伸状态。
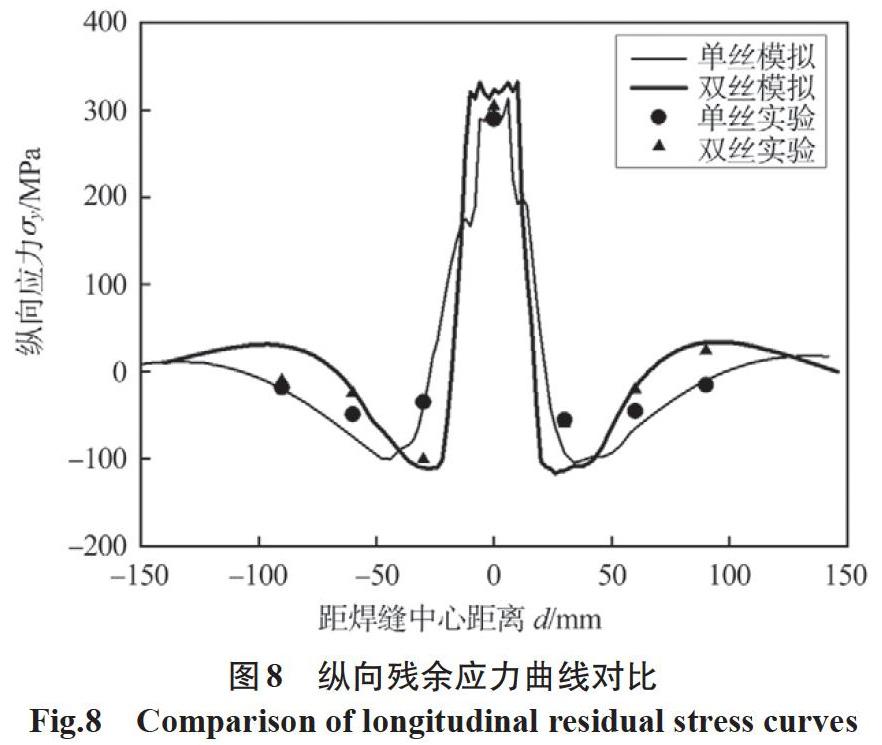
根据单丝、双丝焊后应力场模拟结果,以距离焊缝中心的距离d为横坐标,纵向残余应力σy为纵坐标绘制曲线,并与实验测量结果进行对照,得到的曲线如图8所示。
由图8可知,残余应力分布特征及应力值的计算结果与试验结果吻合较好,验证了数值模拟的准确性。单丝、双丝GMAW焊后残余应力分布趋势基本一致,但双丝焊纵向残余拉应力分布范围明显小于单丝焊接接头,这是因为双丝焊熔池较为狭长,在焊接过程中金属受热膨胀,狭长的熔池受到的限制范围更小,因此残余拉應力分布范围有所减小。
单丝焊接接头焊缝区最高残余应力为332.7 MPa,是屈服极限的91.2%,而双丝耐候钢焊接时焊缝区域的纵向应力较低,最高为302.5 MPa,仅为屈服极限的82.7%,双丝焊最高纵向拉应力较单丝降低约8.5%,这是因为单丝焊接电流电压较高,热输入较高,焊缝区升温速率较高,峰值温度较低,由于翼板及腹板间热量传递较慢,导致焊后散热速率较高,从而造成焊缝区域焊后残余应力较大。
4 结论
(1)参照双丝焊接的特点,建立了适用于T形接头的双丝焊接热源模型,经过校核后热分配系数f1=0.6,f2=1.4。
(2)与单丝GMAW焊相比,双丝GMAW焊熔池峰值温度有所提高,熔池在长度方向上被拉长,焊脚尺寸略有增大,焊缝厚度明显增大。
(3)双丝焊接接头焊后纵向残余拉应力分布范围较单丝焊接接头有所减小,焊缝区域最高残余拉应力降低了8.5%。
参考文献:
崔晓芳,岳红杰,兆文忠,等. 高速机车构架侧梁的焊接顺序[J]. 焊接学报,2006,27(1):101-104.
张林儒,孙志鹏,李志强,等. 转向架构架双丝GMA焊试验研究[J]. 铁道技术监督,2016,44(10):24-26.
孙中文,吴向阳,张志毅,等. SMA490BW钢双丝焊接头组织及力学性能研究[J]. 热加工工艺,2016,45(11):55-58.
杨秀芝,余圣甫,姚润钢.双丝焊温度场算法的程序优化设计[J]. 焊接学报,2010,31(10):53-57.
徐文立,孟庆国,方洪渊,等.高强铝合金板双丝焊温度场[J]. 焊接学报,2004,25(3):11-14.
孟庆国,方洪渊,徐文立,等.双丝焊热源模型[J]. 机械工程学报,2005,41(4):110-113.
吴东升,华学明,叶定剑,等.双丝共熔池熔化极气体保护焊熔池流动的数值模拟[J]. 上海交通大学学报,2015,49(10):1435-1440.
杨秀芝,杨春杰,董春法,等.基于ANSYS有限元对双丝焊焊接的三维温度场模拟[J].电焊机,2016,46(7):22-27.
Meng O G,Fang H Y,Yang J Y,et al. Analysis of temperature and stress field in Al alloy’s twin wire welding[J]. Theoretical and Applied Fracture Mechanics,2005(44):178-186.
Yaohui Lu,Chuan Lu,Dewen Zhang. Numerical computation methods of welding deformation and their application in bogie frame for high-speed trains[J]. Journal of Manufacturing Processes,2019(38):204-213.
