提升管中烟丝运动速度的定量检测及其运动特性分析
2021-08-26张大波卓浩廉胡瑞林郜小萌刘朝贤鲁端峰
陈 然,张大波,卓浩廉,胡瑞林,郜小萌,刘朝贤,鲁端峰,李 斌*
1.广东中烟工业有限责任公司广州卷烟厂,广州市荔湾区环翠南路88号 510000
2.中国烟草总公司郑州烟草研究院,郑州高新技术产业开发区枫杨街2号 450001
气力输送和气流干燥技术在卷烟制丝加工过程中应用广泛,该技术利用气流作为载体和热媒在管道中输送和干燥物料,气体的流动直接为物料运动提供能量[1]。在气力输送和气流干燥过程中,过高的物料运动速度会导致烟丝造碎,气固两相的不均匀性会导致烟丝含水率不均匀和烟丝分层问题。烟草物料流动状态下的运动速度定量检测与表征是解决上述质量风险的理论基础,也是难点所在。目前,烟丝在气力输送过程中的表征,多为颗粒动力学观测以及烟丝在管道内分布状态研究,如烟丝在管道内流动特性分析[2]、管道中烟丝运动的可视化分析[3]、烟丝在管道内的团聚现象研究[4]等。烟丝是轮廓不规则的弹性丝状颗粒,在输送过程中存在旋转、波动和团聚等无序运动。曾蕾[5]采用的帧差法与图像块匹配方法实现了对烟丝速度的定量检测,但是该算法对于不规则的烟丝尺寸的适应性较差。沈道庆[6]采用圆环形电容传感器实现了气固两相流中固相物料的流动速度检测,蒋泰毅等[7]采用静电测量法实现了气固两相流速度及质量流量的测量,但这两种方法主要应用于浓相流,与烟丝气力输送和气流干燥过程运动状态相差较大。干方建等[8]从力学分析的角度,计算了风力输送过程中烟草物料的速度,该方法着力于研究个体烟丝的受力情况,且计算过程存在较多等效处理,难以精确表征烟丝群的运动速度。本研究中应用高速相机对提升管内烟丝进行图像采样,对相邻两幅图像中的烟丝进行分割、配准和定量描述,首次利用不变中心矩理论和相机标定技术实现了烟丝运动速度的定量检测,并在此基础上研究了提升管道中烟丝速度变化规律,以及烟丝尺寸分布和气流速度对烟丝速度的影响,旨在为烟丝气力输送和气流干燥过程气速、管道尺寸、加工时间等工艺和设备参数设计提供基础数据和参考依据。
1 材料与方法
1.1 试验装置
烟丝速度检测试验装置见图1。该装置由烟丝循环系统和图像采集系统组成。烟丝循环系统包含矩形提升管(3),管道高5 200 mm,横截面为一个长150 mm宽100 mm的矩形,采用钢化玻璃材质,透光性好。烟丝由投料口(1)经进料气锁(2)进入管道内,风机(7)出口气体通过布风板(8)后,与烟丝形成气固两相流,并行沿提升管(3)向上运动,经气固分离装置(4)后实现烟丝与气体分离。烟丝经出料气锁(5)再次由投料口(1)进入管道循环运动,而分离后的气体除尘后由回风管道(6)回到风机,再次进入提升管。在矩形玻璃管道侧面开有一小孔,可采用侵入式热线风速仪检测玻璃管道内风速。
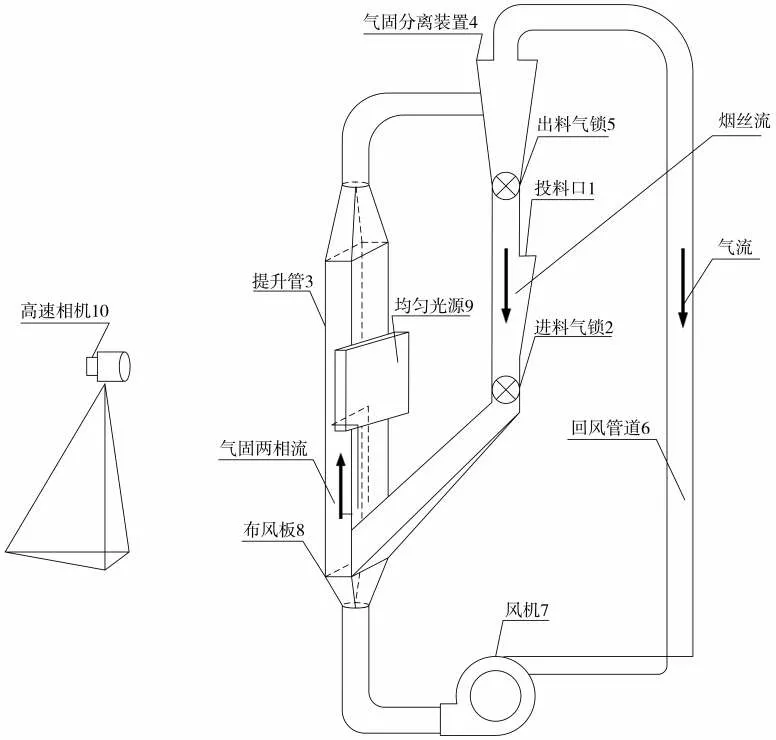
图1 烟丝速度检测装置Fig.1 Testing device for velocity of cut tobacco
图像采集系统包含一面高度可调的均匀平行光源(9)和在提升管的另一侧与光源同一高度位置的高速相机(10),用来采集经过玻璃管道的烟丝图像,在相机与光源之间的两个钢化玻璃两侧各连接3条地线,用以消除因气体与玻璃摩擦而产生的静电,避免粉尘在钢化玻璃上的吸附对试验的影响。所使用的高速相机(CP70-1HS-M-1900,Optronis)靶面尺寸为17.536 mm×11.782 mm,帧率为1 500 Hz,镜头焦距为90 mm,光圈为F/2.8,物距为769.8 mm。
1.2 材料与方法
1.2.1 试验材料
试验所用烟丝,其烟叶产地为四川筠连,部位等级为C3F,切丝宽度1 mm,含水率13.5%。
1.2.2 试验方法
气速试验:烟丝恒流量加入烟丝循环系统后开始在系统中不断循环,通过调节风机频率来调节提升管内气速,在不同气速条件下采集提升管内部某一固定高度的烟丝图像,检测不同气速下烟丝运动速度。
高度试验:烟丝恒流量加入烟丝循环系统后开始在系统中不断循环,将风机固定为某一特定频率,保持提升管内气速恒定,通过调节图像采集系统的高度,来采集提升管中不同高度位置的烟丝图像,检测其运动速度。
长度试验:烟丝恒流量加入烟丝循环系统后开始在系统中不断循环,其烟丝结构在力的作用下不断被破坏,使烟丝长度不断变短。试验中,每隔一段时间在出料气锁处取出少量烟丝,分析其特征尺寸,同时在某一特定高度采集此时的烟丝图像,来分析不同特征尺寸烟丝的速度。
2 烟丝运动速度检测
2.1 烟丝图像配准
图像配准技术是实现目标精确跟踪检测的方法之一,可分为基于变换域特征的方法、基于视觉特征的方法和基于统计特征的方法等[9]。其中图像的矩特征属于统计特征中的一种,适用于经过缩放、旋转和平移运动的图像配准,与烟丝在气力输送过程中的运动特性较匹配。本研究中利用该方法构造了烟丝图像的特征向量,并以特征向量间的欧式距离作为图像间的相似度评价标准,建立了烟丝图像配准模型,最终实现了烟丝图像的配准。烟丝常见的3种运动图像见图2。
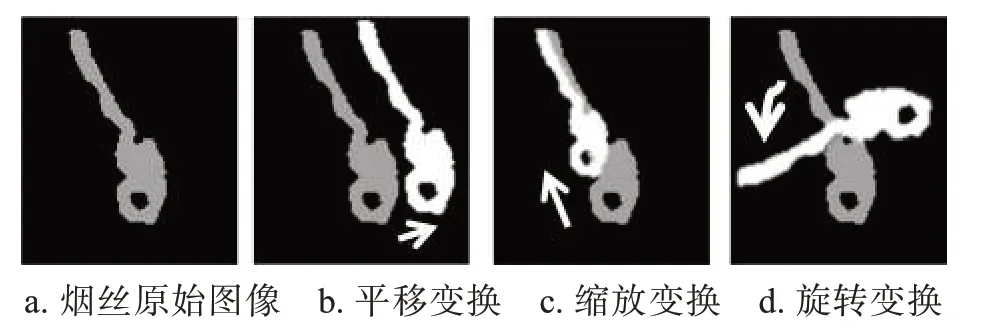
图2 烟丝常见的3种运动图像Fig.2 Images of three common moving patterns of cut tobacco
如定义数字图像的p+q阶中心矩μpq为:

定义归一化的中心矩ηpq为:

则此归一化的中心矩ηpq对于图像具有平移和缩放不变性,即图像经过平移和缩放后,其归一化的中心矩不变[10]。
为了进一步实现图像的旋转不变性,MING-KUEI HU[11]提出了基于不变矩的模式识别理论,利用二阶和三阶归一化中心矩构造了7个不变矩m1~m7:

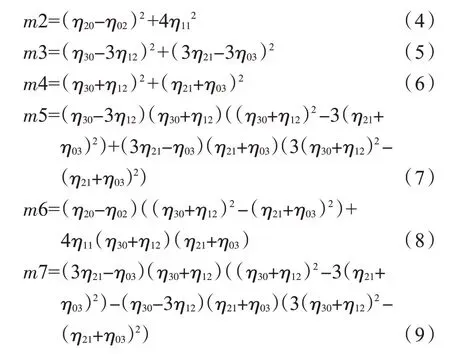
经证明,上述7个不变矩对于图像的平移、缩放和旋转变换具有不变性[11]。
定义以上m1~m7构成的向量M(m1,m2,m3,m4,m5,m6,m7)为图像的特征向量,设有两幅图像分别记为i,j,则其特征向量间的欧氏距离dis(i,j)为:

式中:Min表示图像i的特征向量的第n个元素;Mjn表示图像j的特征向量的第n个元素;n=1,2,3,…,7。
此欧式距离可作为两幅图像之间相似度的评价标准,欧氏距离越小,表示两幅图像越相似。
图3为烟丝1和烟丝2经旋转和缩放而形成的图像,分别计算其7个不变矩,结果见表1。

图3 两条烟丝经旋转和缩放后形成的图像Fig.3 Images of two pieces of cut tobacco before and after rotation and scaling

表1 图像a、b、c、d的不变矩Tab.1 Invariant moments of Images a,b,c,d
按照公式(10)分别计算图3中a、b、c、d 4幅图像特征向量之间的欧氏距离,结果如表2所示。由表2可知,不同图像间的欧氏距离中,只有dis(a,b)和dis(c,d)值小于1,其余的都大于4,表示图像a与b相似度最高,图像c与d相似度也最高。
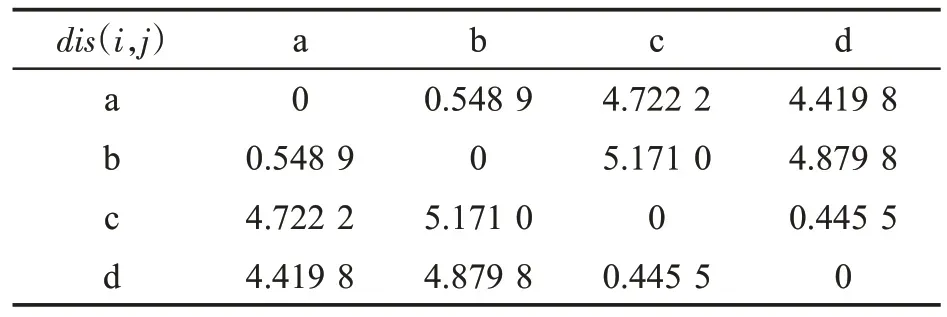
表2 图像a、b、c、d的特征向量间的欧式距离Tab.2 Euclidean distance among Images a,b,c,d
表2中的检测数据表明,应用合适的相似度(欧氏距离)参数,即可通过不变矩算法实现相邻两幅图像中子图像间的配准,进而在相邻两幅图像中识别出同一条烟丝。再进一步计算出同一条烟丝在两幅图像中的像素位置差,即可得到其像素位移。
2.2 烟丝运动速度计算
2.2.1 烟丝像素位移检测
如图4所示,a、b是高速相机采集的相邻两幅图像,分别对其进行滤波、去噪和二值化等预处理,得到c、d两幅图像。利用数字图像处理技术,提取c、d两幅图像中每一个联通区域,以每一个联通区域的外接矩形为单位形成一幅子图像,如e所示的就是提取出来的部分子图像。
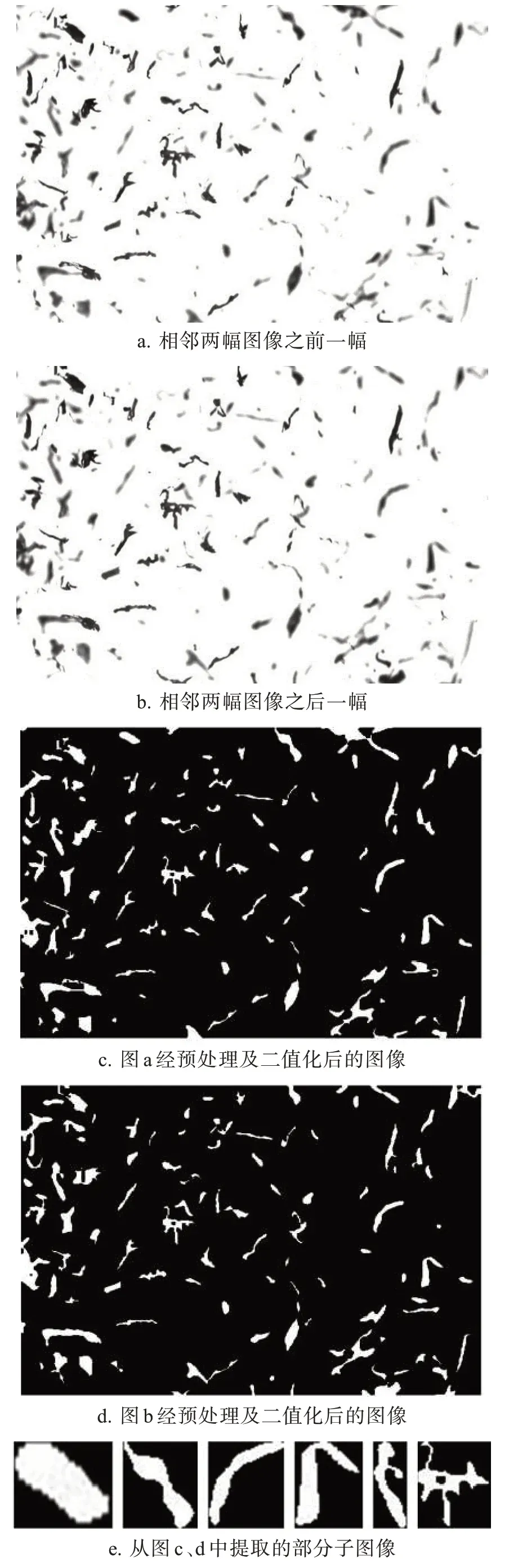
图4 相邻时间的两幅图像及其预处理的结果Fig.4 Two images with adjacent time and their preprocessing results
设图像c、d分别提取出N幅子图像和M幅子图像,按照图5所示的流程图对两幅图像中子图像进行配准。
图5中相似度阈值K的设定较关键,如果K值太大,则会出现较多误匹配子图像,如果K值太小,则较多准确匹配的子图像将被剔除,甚至某些像素位置匹配的子图像为0(图像分辨率为1 280×860,即水平位置有1 280个像素位置)。由试验可得K值与子图像配准效果的关系如表3所示。由表3可知,为了保证在不出现误匹配的前提下得到尽量多的匹配子图像,当K值设定为3时误匹配率就已处在可接受水平。
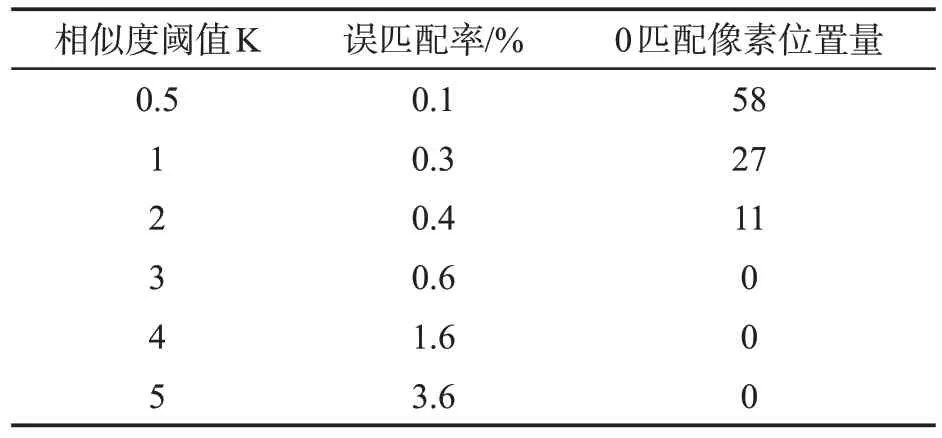
表3 相似度阈值K与配准效果的关系Tab.3 Relationship between similarity threshold K and registration result
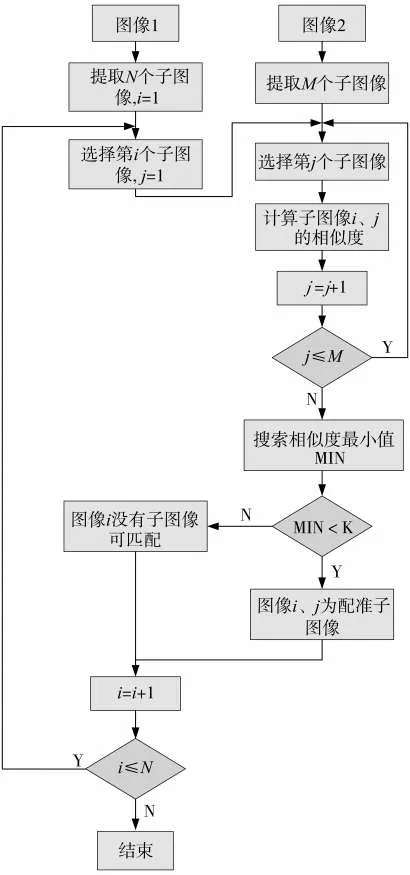
图5 图像配准流程图Fig.5 Flow chart of image registration
由此得到的配准结果如图6所示。图中将相邻两幅图像一起显示,并将配准的两个子图像左上角顶点用白色线连接。以配准的子图像在像素坐标系下的纵坐标之差作为该子图像的像素位移,将采集到的所有图片在某一个像素位置的所有配准子图像的像素位移的平均值作为该位置烟丝像素位移。
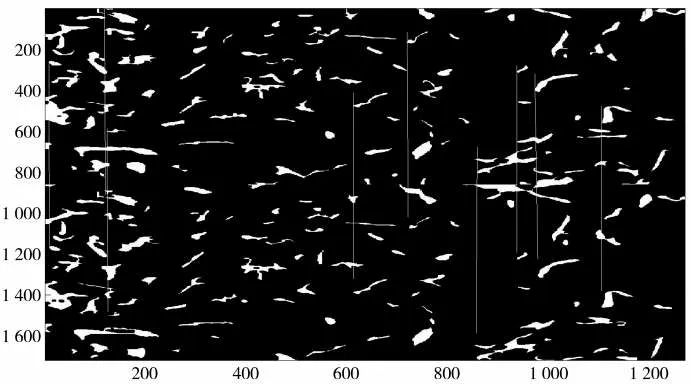
图6 相邻两幅图像中匹配的子图像配准结果Fig.6 Registration results of subimages in two images with adjacent time
2.2.2 相机标定
图像的配准只能得到烟丝子图像的像素位移,即像素坐标系下的位移。需将像素坐标系下的位移转化为相机坐标系下的位移,并结合图像采集时间间隔,才能得到其运动速度。该转化过程需要对相机进行标定并取得其内参矩阵:

式中:f为相机镜头焦距(mm);dx为单位像素在x方向的宽度(mm);dy为单位像素在y方向的宽度(mm);(u0,v0)表示相机光轴与CCD的交点的像素坐标。
由相机的内参矩阵可以得到:
式中:(u,v)表示在像素坐标系中的坐标;(xc,yc)表示在相机坐标系中的坐标;zc表示相机镜头到玻璃管道的距离(m)。
设相邻两幅图像中互相配准的两个子图像在相机坐标系下的坐标分别为(xc,yc)和(x′c,y′c),则该子图像在相机坐标系下竖直方向的位移S(y单位:m)可以表示为:

式中:Syp表示子图像在竖直方向上的像素位移。设图像采集帧率为F,则该烟丝在竖直方向的速度可以表示为:

相机标定的方法有很多种,其中张正友在1998年提出的“张正友标定法”以其较高的精度和很好的鲁棒性已得到广泛应用[12]。利用张正友标定法得到相机标定内参矩阵为:
联立公式(13)、(14)、(15)即可求得在水平截面该像素点位置竖直方向的速度。按照上述方法计算每一个像素点位置上烟丝的速度,即可得到烟丝在特定水平截面的运动速度。
3 结果与讨论
3.1 气速试验
通过调节风机频率,使管道内气速分别为12.5、15.0和17.5 m/s,在距离管道底部0.95 m高度采集烟丝图像(相机帧率为1 500 Hz,每次试验采集图像时间为7 s),检测不同气速下烟丝速度。试验结果见图7、图8。图7为提升管中位于0.95 m处的水平截面中不同像素位置的烟丝速度随气速的变化情况,横坐标表示像素位置。图8为该水平截面位置烟丝的平均速度随气速的变化情况。由图7、图8可知:①采用本文中建立的方法可以实现烟丝运动速度的定量检测。②烟丝运动速度与气流速度呈明显的正相关性,但当气速由12.5 m/s增加到15.0 m/s时,烟丝平均速度从8.19 m/s增加到9.63 m/s,增加了1.44 m/s;而当气速从15.0 m/s增加到17.5 m/s时,烟丝平均速度从9.63 m/s增加到10.86 m/s,增加了1.23 m/s。可见烟丝的速度并没有随气速一样保持等差增加,这与陈宜民[13]对圆柱状粒子气力输送过程中速度的理论计算结果相符。
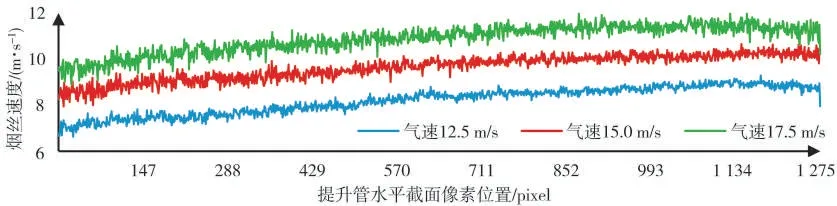
图7 不同气速下烟丝速度Fig.7 Velocity of cut tobacco at different air velocities
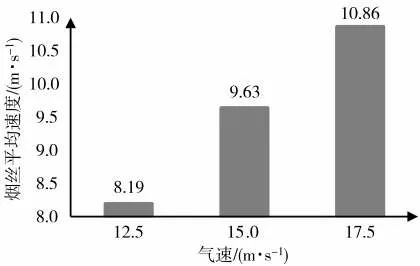
图8 不同气速下烟丝速度均值变化Fig.8 Average velocity of cut tobacco at different air velocities
3.2 高度试验
调整高速相机高度,分别在距离管道底部0.65、0.95、1.25和1.55 m高度来检测烟丝速度(气速为15 m/s,相机帧率为1 500 Hz,每次试验采集图像时间为7 s)。检测结果如图9、图10所示。图9为提升管中不同高度的水平截面中不同像素位置的烟丝速度,横坐标表示像素位置。图10为不同高度的水平截面位置烟丝的平均速度变化规律。由图9、图10可知:①烟丝从管道底部向上运动,速度在不断增加,在1.55 m高度位置与1.25 m高度位置的平均速度相差很小,说明烟丝从底部运动到1.25 m高度的位置时基本已经完成了加速过程。②烟丝加速过程加速度逐渐变小,直至为0,烟丝速度随运动距离的变化曲线为对数曲线。烟丝加速过程的可视化研究可用于烟丝气力输送管道的尺寸、干燥过程的时间等参数的定量选择。
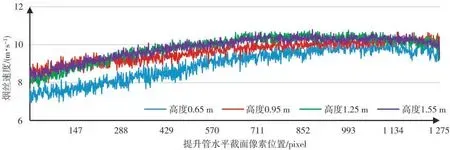
图9 不同检测高度的烟丝速度Fig.9 Velocity of cut tobacco at different heights
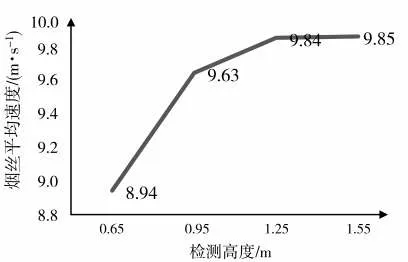
图10 不同检测高度烟丝速度的均值变化Fig.10 Average velocity of cut tobacco at different heights
3.3 长度试验
气速15 m/s条件下,烟丝样品在循环管道循环到3、6、9 min时,分别取出少量样品,采用申晓锋等[14]提出的烟丝结构的特征尺寸表征法来检测其特征尺寸,其值分别为3.67、3.38和3.29 mm。
分别在上述3个时间节点,在距离管道底部0.95 m高度检测烟丝运动速度(相机帧率为1 500 Hz,每次试验采集图像时间为7 s),检测结果如图11和表4所示。图11为提升管中不同特征尺寸的烟丝在水平截面中不同像素位置的烟丝速度,横坐标表示像素位置。表4为上述烟丝速度统计数据。由图11可知,在管道两侧的边壁附近,不同尺寸的烟丝存在一定的速度差,且烟丝尺寸越短,速度越慢,这可能与管道边壁处气流速度较慢有关系,即气速越慢,不同尺寸的烟丝越容易产生速度差。由表4可知,烟丝尺寸越短,在同一水平截面的平均速度越慢,且在同一水平截面不同位置的速度差异越大,表现为速度标准偏差和变异系数的明显增大。
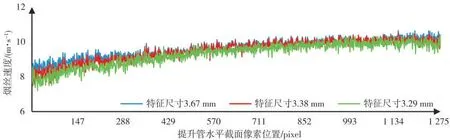
图11 不同烟丝特征尺寸下的烟丝速度Fig.11 Velocity of cut tobacco at different characteristic sizes

表4 不同特征尺寸烟丝的速度统计Tab.4 Statistical data of cut tobacco velocity at different characteristic sizes
4 结论
(1)建立了一种定量检测气固两相流中烟丝运动速度的新方法,该方法利用高速相机采集气固两相流中烟丝图像,再以图像的不变中心矩特征来实现图像的配准,最后通过相机标定技术取得相机内参,将像素坐标系下的烟丝位移转化为实际速度。
(2)同等条件下,当气速在12.5 m/s至17.5 m/s范围内等差增加时,烟丝速度的增长幅度会小于气速的增加幅度,且气速越快这种现象越明显;同时,烟丝结构会随加工时间增加而迅速衰变,因此在选择气速参数前应对烟丝运动速度进行定量检测。
(3)当气速为15 m/s时,烟丝提升过程是一个由加速到匀速的过程,加速度逐渐变小,直至为0;从管道底部到距离管道底部1.55 m高度位置范围内,烟丝速度随运动距离变化曲线呈对数曲线形式。所以加工过程应尽量采用长直管道,使烟丝尽量恒速运动。
(4)同等条件下,对于特征尺寸在3.29 mm至3.67 mm范围内的烟丝,不同长度的烟丝在管道两侧的边壁附近存在速度差,且尺寸越短,速度越慢;在同一水平截面上也存在速度差,且烟丝尺寸越短,平均速度越慢。
