统计工具在高性能玻璃纤维产品质量控制中的应用
2021-08-25张啟勇郭仁贤
张啟勇,张 梅,朱 斌,祖 群,于 水,郭仁贤
(南京玻璃纤维研究设计院有限公司,南京 210012)
0 前言
玻璃纤维是一种典型的无机非金属材料,具有质量轻、强度高、耐高低温、耐腐蚀、隔热、阻燃、吸音、电绝缘等优异性能以及一定程度的功能可设计性,是一种优良的功能材料和结构材料。高性能玻璃纤维是指与传统玻璃纤维相比,某些使用性能有显著提高,能够在外部力、热、光、电等物理以及酸、碱、盐等化学作用下具有更好的承受力。高性能玻璃纤维种类多,纤维制品规格也很多,主要有无捻粗纱、有捻纱、织物3大类,其中纱线类产品根据玻璃类别、线密度、浸润剂类别、捻度、捻向、卷装量等可细分出近千个规格制品。如此大量的产品规格,必然产生庞大的性能测试数据。
随着市场需求的不断提升、生产规模不断扩大,客户对产品的质量要求也越来越严格。
质量管理经历了4个发展阶段:由初级阶段发展到质量检验阶段,接着发展到统计质量控制阶段,再进而发展到全面质量管理阶段,这一系列的跨越离不开统计工具的应用。在各种统计工具的应用中,常用的统计工具、方法有很多。统计分析工具的应用可以帮助公司了解数据的变异,从而有助于组织解决问题并提高有效性和效率,这些工具也有助于更好地利用可获得的数据进行决策,有助于对变异进行测量、描述、分析、解释和建立模型,甚至在数据相对有限的情况下也可实现。同时有助于解决,甚至防止由变异引起的问题,并促进持续改进。也可以规范生产过程中数据分析的方法,为质量分析方法的选择提供指导,熟练运用相应的图表,从而提高工作效率[1,2]。
针对高性能玻璃纤维的质量控制要求,本文以先进复合材料用高性能玻璃纤维产品为例,借助统计分析软件,采用检查表、柏拉图、控制图、正态分布、直方图、不合格品数控制图等方法,通过数据的收集与分析,指导相关技术人员开展工作,并针对不同的数据类型,采用相对应的统计工具和分析方法,从而进一步提高产品的质量稳定性。
1 统计技术用工具的基本原理
在一个统计问题中,称研究对象的全体为总体,构成总体的每个成员称为个体,若关心的是研究对象的某个数量指标,那么将每个个体具有的数量指标X称为个体,这样一来,总体就是某数量指标值X的全体(即一堆数),这一堆数有一个分布,从而可用一个分布描述,简单地说,总体就是一个分布。统计学的主要任务就是:研究总体是什么分布,这个总体分布的均值、方差(标准差)是什么?从总体中抽取部分个体所组成的集合称为样本。样本中的个体在强调其具体实物时也称为样品,样本中所包含的个体的个数称为样本量。常用n表示从总体中抽取样本是为了认识总体,即从样本推断总体,分布,总体均值,总体标准差。对结果有效,对样本的抽样要求。抽样切记受到干扰,特别是人为干扰,某些人为的倾向性会使所得样本不是简单随机样本,从而使最后的统计推断失效[3,4]。
1.1 检查表
检查表是按照系统工程方法,在对一个系统进行科学分析的基础上,找出各种可能存在的风险因素,然后以提问的方式将这些风险因素列成的表格。可按团队、设备、时期等类别,由风险管理专业人员、生产技术人员和现场工人共同参与编制[5]。
1.2 控制图
控制图是对过程质量特性进行测定、记录、评估,从而监控过程是否处于控制状态的一种统计方法的图,由3条平行的直线组成,包括中心线、上控制线、下控制线,并有按时间顺序抽取的样本统计量数值的描点序列。常规控制图的原理是基于“小概率事件不容易发生,一旦发生说明有异常情况”。如果小概率事件发生了,说明制造过程发生了异常波动。表1是常规控制图的控制限公式。

表1 常规控制图控制限公式
表中:A2、A3、B3、B4、D3、D4——系数,查表可知。
1.3 正态分布N(μ、σ2)
质量管理中最重要也是最常用的分布,它能描述很多质量特性X随机取值的统计规律性。正态分布含有两个参数μ、σ,常记N(μ、σ2)。其中μ为正态分布的均值,位置参数,正态分布的中心,质量特性X在μ附近取值的机会最大;σ2是正态分布的离散程度,σ>0是正态分布的标准差,σ越大,数据分布越分散;σ越小,数据分布越集中[6]。
1.4 柏拉图
柏拉图又称为排列图,帕累托图,主次因素分析法、柏拉托图法等,它是根据“关键的少数和次要的多数”的原理而制做的。也就是将影响产品质量的众多影响因素按其对质量影响程度的大小,用直方图形顺序排列,从而找出主要因素。柏拉图的结构为两个纵坐标和一个横坐标,由数个直方形和一条折线构成。左侧纵坐标表示频率,右侧纵坐标则表示累计频率(以百分比表示),横坐标表示影响质量的各种因素之名称,按影响大小顺序排列,直方形高度表示相应的因素的影响程度(即出现频率为多少),上方折线则表示累计频率线(又称帕累托图曲线)。通常累计百分比将影响因素分为三大类:占0~80%为A类因素,也就是主要因素;80%~90%为B类因素,是次要因素;90%~100%为C类因素,即一般因素[7]。
1.5 直方图
直方图又称质量分布图,是一种统计报告图,由一系列高度不等的纵向条纹或线段表示数据分布的情况。一般用横轴表示数据类型,纵轴表示分布情况。这是一个连续变量(定量变量)的概率分布的估计,它是一种条形图。为了构建直方图,第一步是将值的范围分段,即将整个值的范围分成一系列间隔,然后计算每个间隔中有多少值。这些值通常被指定为连续的,不重叠的变量间隔。间隔必须相邻,并且通常是(但不是必须的)相等的大小。它是表示资料变化情况的一种主要工具[8,9]。用直方图可以解析出资料的规则性,比较直观地看出产品质量特性的分布状态,对于资料分布状况一目了然,便于判断其总体质量分布情况。
1.6 分析软件
采用美国SAS软件公司的JMP统计分析软件,JMP的算法强调统计方法的实际应用,交互性、可视化能力强,使用方便,适合非统计专业背景的数据分析人员使用。
2 数据收集及数据库建立和分析
2.1 检查表实例分析
统计方法进行质量控制主要依据是数据,数据要反映客观的实际情况,不应有虚假的成分,否则即使进行了严格的、精确的计算和分析,其结果仍不可信,调查表就是一种很好的收集数据的方法。根据现有标准文件中规定的要求,收集了织物外观检验的数据,将需要统计的关键特性录入Word中,制定成统一的格式,受控下发。
通过图1可以看到布卷外观检验记录表的情况,对工序质量或产品质量进行检查与确认。尤其是织物外观的检查项目多,易遗漏,图1的检查表可以逐项进行,避免了错误和重复性的检查。使操作人员能够严格遵守操作规程的要求,保证产品质量,在批量很大的工作中,可以收集有意义、有价值的数据,为后续开展质量分析、质量控制提供了织物外观的数据积累和支撑。

图1 外观检验记录表
2.2 控制图
2.2.1 计量控制图实例分析
选用一个典型性的产品,并选取其生产过程产品线密度进行数理统计分析。将数据输入Excel表中,再将上述Excel数据导入统计分析软件,如表2所示,报表的行列设计应兼顾JMP软件中数据表中计算取值规则。通过统计软件操作,可以获得线密度均值和移动极差控制图,见图2。

图2 线密度控制图

表2 线密度数据表
2.2.2 计数控制图实例分析
选用一个典型性的织物产品,选取其生产的过程产品外观疵点进行数理统计分析。将数据输入Excel表中,再将上述Excel数据导入统计分析软件,如表3所示,报表的行列设计应兼顾JMP软件中数据表中计算取值规则。通过统计软件操作,可以获得外观疵点控制图,见图3。
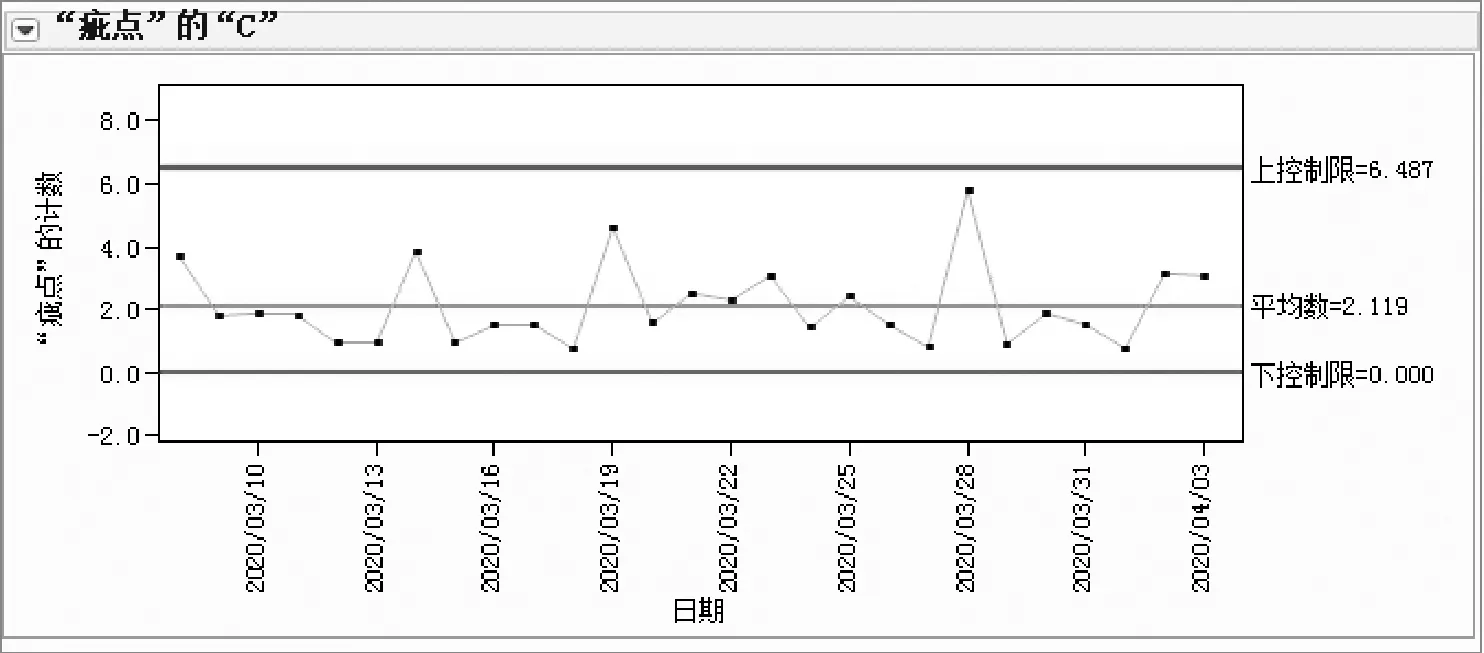
图3 外观疵点控制图

表3 外观疵点数据表
以下判定准则为GB/T 4091-2001《常规控制图规定》的判定准则,可优先选用的判定准则。也可以按其他方式确定判定规则,但必须在作业指导书或工艺文件得到规定,并经过批准方可使用。一旦发生异常波动,就应该尽快找出原因,采取措施加以消除。
通过以上汇总的结果,可以看到有捻纱的线密度、织物疵点数的测试结果都在控制限内,过程稳定。如果控制图出现异常,表明需采取纠正措施,根据异常判定原则[5],异常产生后的措施包括:
(1)对过程进行验证,如条件允许,可停工进行验证。
(2)提高检测频率,并对异因进行分析调控,直至过程受控。
(3)将最后时段生产的产品进行隔离,加大抽检量,如有可能对其进行全检,找出不合格品。
(4)将所有不合格品进行隔离并进行标识。
(5)不合格品返工、返修或报废。
(6)如原因不在本工段,通知责任区域/部门。
2.3 数据分布实例分析
跟踪240 tex无捻粗纱在线监测线密度数据,对数据进行汇总分析,通过统计软件的操作,形成线密度正态分位数图,见图4、图5。可以看出,无捻粗纱线密度整体呈正态分布,均值为239.59 tex,散度σ为3.65,散度较小,说明集中度较好,以239.59 tex为中心值,线密度在230~250 tex阶段的粗纱概率为100%。根据标准要求,240 tex无捻粗纱公称线密度为240 tex,合格范围为222~258 tex,这表明生产的粗纱线密度质量稳定可靠。
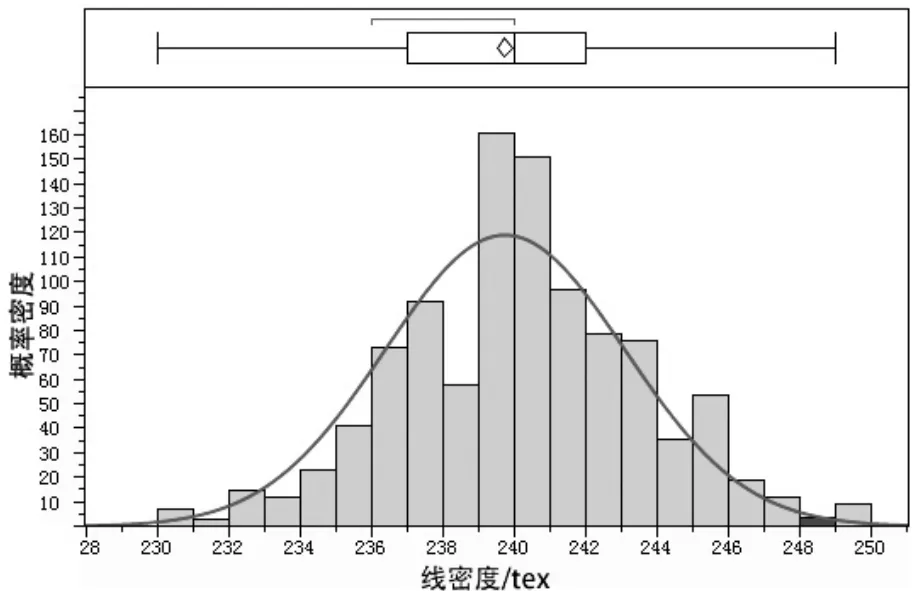
图4 无捻粗纱线密度概率密度分布
如果对产品的线密度按批次进行正态分位数图做进一步分析,对比该产品线密度均值和散度σ历史水平,可以知道现行生产的批次产品线密度的分布情况,如有较大偏离,应及时进行原丝或纱团配比组合,起到提前预警作用。如图5所示,当线密度在238~239 tex之间出现“缺口”(该段出现概率偏低)时,应考虑增加部分该段内的线密度粗纱,使产品分布更加合理,最终满足客户对线密度更窄控制范围要求。由此可见,数据的分析结果,可科学、有效地实施批产品性能参数合理分布及质量可控的目的,同时提高了工作效率。
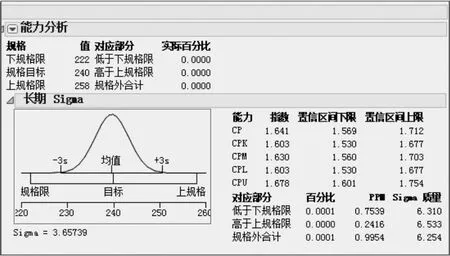
图5 批次内无捻粗纱线密度统计图
2.4 柏拉图实例分析
选定了需要分析的项目,对问题的现象、状况、原因加以层别分类;根据检查表收集的内容,把发生的织物疵点分别录入,汇总分析整理数据,见表4,通过统计软件的操作,形成分类项目汇总表,分类项目按数据多少由大到小排列,见图6。
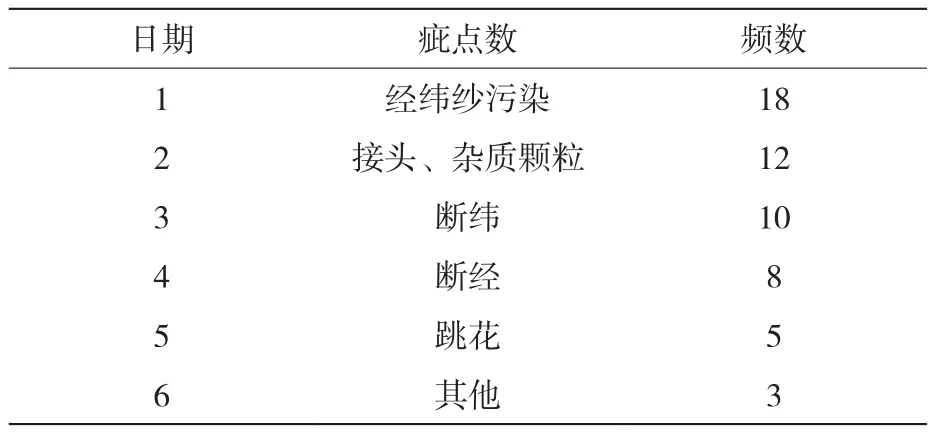
表4 外观疵点数据

图6 外观疵点汇总图
通过以上汇总的数据可以看到,该产品外观的疵点汇总结果,从图中可以看到主要疵点是“经纬纱污染”等,应有针对性的采取措施。其核心就是帕雷托法则又称80/20法则。学会了它,能让你在工作中不必花大部分时间浪费在无用的问题上,用更少的精力解决更大的问题,用更少的付出收获最多的收益。
2.5 直方图实例分析
跟踪240 tex无捻粗纱在线监测线密度数据,从稳定正常的生产过程中得到的数据所做出的直方图,对数据进行汇总分析,通过统计软件的操作,形成线密度直方图。见表5、图7可以看出,无捻粗纱线密度整体呈正态分布。

表5 线密度统计结果

图7 线密度正态分布图
参照典型的直方图的分析[10]:
根据汇总的数据,可以看到该批次产品呈标准分布,整体的平均值于最大值和最小值的中间值相同或接近,平均值附近的数据频数最多,频数在中间值向两边缓慢下降,以平均值左右对称,整体状态稳定,这种形状也是最常见的。
3 结论
统计工具的应用,是根据不同的问题,采用不同的分析方法,使高性能玻璃纤维产品生产过程质量更加的稳定,通过汇总分析,可以得出以下结论。
(1)对产品检验结果的汇总分析,统计工具的使用,可以监控过程的稳定性,发生异常情况时及时预警,同时对人员的培训有助于产品质量稳定性的提高。
(2)通过检查表、柏拉图、直方图以及正态分布的使用,可以有效利用数据进行统计分析,能够快速地抓住高性能玻璃纤维生产过程中的主要矛盾,找到问题症结,及时制定相应的措施从而解决问题,提高了工作效率,对产品质量控制也不是凭直觉或者经验,而是科学、有效地分析、解决问题。
(3)统计工具的使用,可以将数据变成图表,通过视觉化的符号展现出来,提升对数据的理解能力。
(4)统计工具的使用,是企业实现科学管理及监督的一种重要手段,更是企业用来指导生产、计划和执行决策的一种依据,是各企业的一项基础且重要的工作。
