全保护加氧处理技术在超超临界机组中的实用分析
2021-08-23李虹锐崔国光
李虹锐,甘 玮,崔国光,杨 鹏
(湖北能源集团鄂州发电有限公司,湖北 鄂州 436032)
0 引言
我国从1988年首次在望亭亚临界燃油直流锅炉机组上成功地进行了加氧的工业试验,给水含铁量减少,锅炉结垢速率降低,锅炉压差减小,酸洗周期从原来的3年半延长至6年以上,取得了非常好的效果[1-7]。后来加氧处理又分别应用在神二[8]、双辽电厂[9]亚临界燃煤直流锅炉机组,红海湾电厂[10]、三门峡电厂[11]、太仓电厂[12]、常熟电厂[13]、潮州电厂[14]等超临界燃煤直流锅炉机组,信阳电厂[15]、泰州电厂[16]、外高桥三电厂[17]等超超临界直流锅炉机组,在汽包炉上应用的有北仑电厂[18]、定洲电厂[19]、蒙达电厂[20]等,取得了应用给水加氧工况成果运行的结果。
湖北能源集团鄂州发电有限公司5号1 000 MW超超临界机组于2019年4月30号通过168试运行,6号1 000 MW超超临界机组于2019年6月14号通过168试运行。机组设计化学水工况为启动时氧化性全挥发处理(AVT(O))和正常运行时加氧处理(OT)。为了提高机组运行的安全性、经济性,抑制给水系统、高加疏水系统的流动加速腐蚀[21],延长精处理运行周期,降低锅炉沉积速率,延长锅炉酸洗周期等,遂于2020年底对5号、6号机组实施全保护加氧处理改造,通过向给水中加入低浓度溶解氧满足给水系统防腐钝化要求,维持蒸汽中基本无氧,避免蒸汽中较高浓度氧可能促进蒸汽系统氧化皮剥落的风险,同时向高加汽侧单独加氧以解决高加疏水系统的流动加速腐蚀问题,实现对水汽系统热力设备的全面保护。本文将以5号机组为例介绍全保护加氧后的实际应用情况[22-23]。
1 氧化性全挥发处理AVT(O)方式下的水汽品质
2020年8月,在给水AVT(O)处理方式下,对5号机组进行水汽品质查定[24]。查定项目包括水汽电导率、氢电导率、溶解氧、阴离子含量以及铁含量等。
1.1 电导率
5号机组除氧器入口和省煤器入口电导率测定结果见表1。测定结果表明,除氧器入口给水电导率在4.11~4.32µS/cm,对应pH值为9.18~9.21;省煤器入口电导率在.36~6.64µS/cm,对应pH值为9.30~9.39。
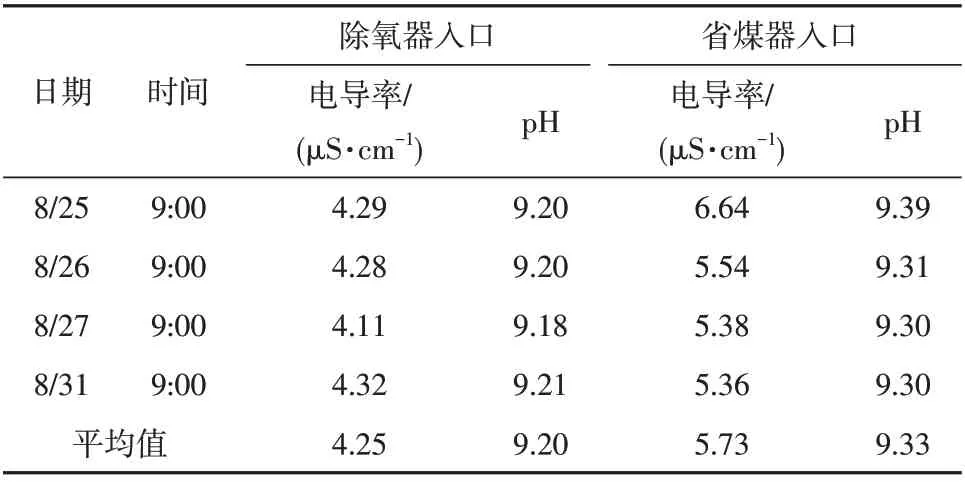
表1 5号机组电导率和pH测定结果Table 1 Conductivity and pH measurement results of Unit 5
1.2 氢电导率
5号机组各水样氢电导率测定结果见表2,测定结果表明:凝结水氢电导率在0.096~0.099µS/cm,除氧器入口氢电导率在0.065~0.068µS/cm,省煤器入口氢电导率在0.065~0.075µS/cm,主蒸汽氢电导率在0.077~0.082µS/cm,高加疏水氢电导率在0.062~0.067µS/cm。
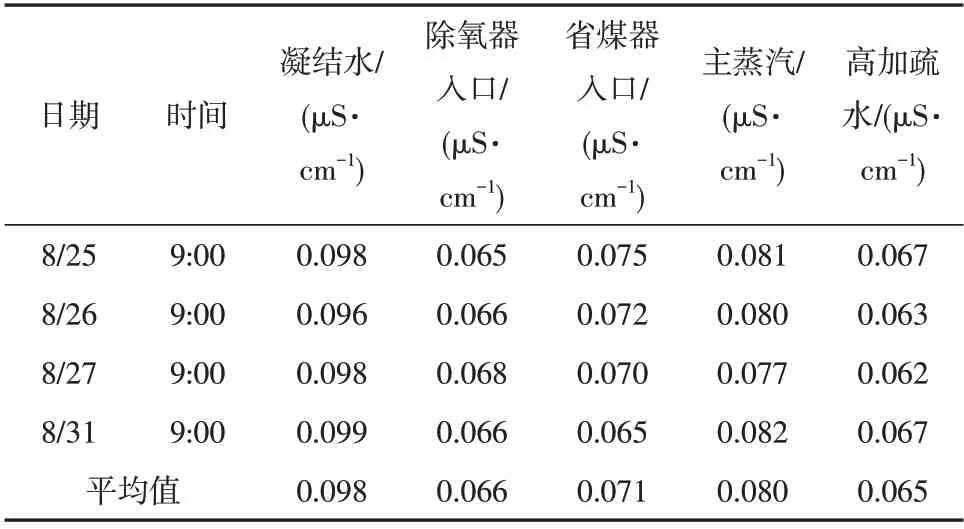
表2 5号机组氢电导率测定结果Table 2 Hydrogen conductivity measurement results of Unit 5
1.3 溶解氧
5号机组各水样溶解氧测定结果见表3。测定结果表明,AVT(O)处理工况下,凝结水溶解氧平均值为7.1µg/L,除氧器入口溶解氧平均值为1.0µg/L,除氧器出口溶解氧平均值为0.7µg/L,省煤器入口溶解氧平均值为0.6µg/L,高加疏水溶解氧平均值为0.6µg/L。
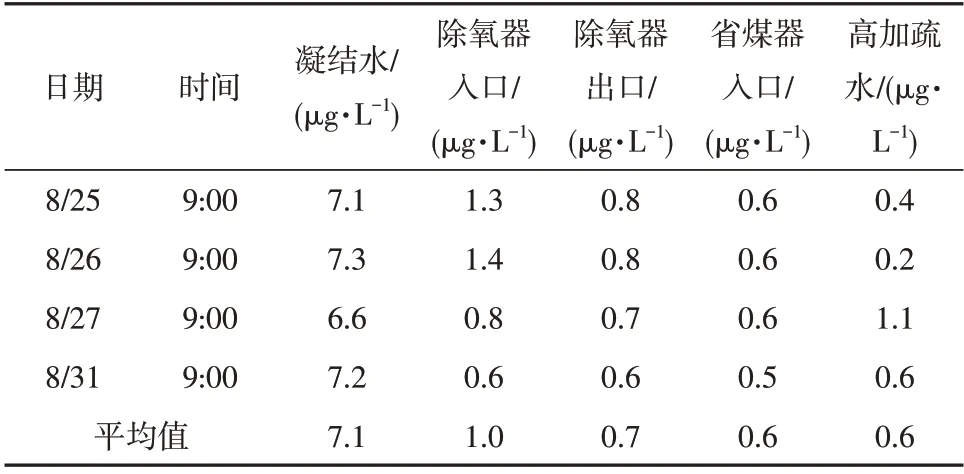
表3 5号机组溶解氧测定结果Table 3 Dissolved oxygen measurement results of Unit 5
1.4 阴离子含量
采用离子色谱仪对5号机组水样阴离子含量进行测定[25]。
5号机组各水样阴离子含量结果见表4。测定结果表明:5号机组水汽系统中杂质含量较低,水汽品质良好。
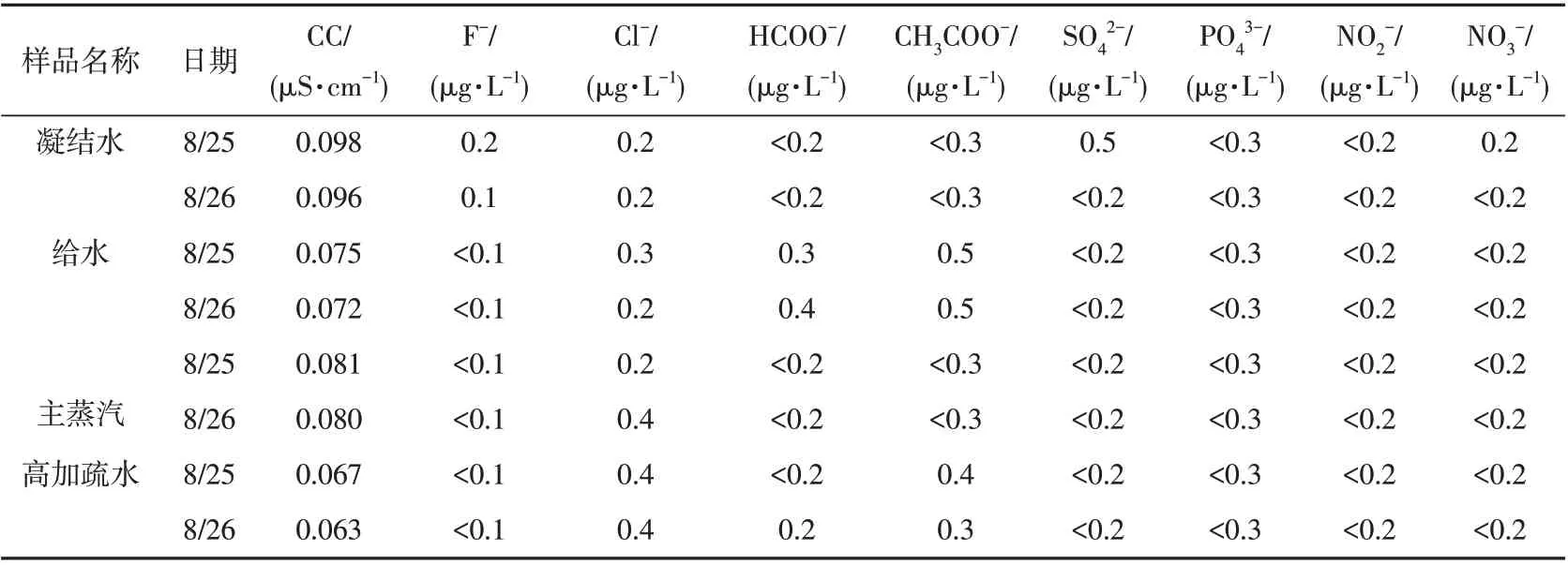
表4 5号机组水样阴离子含量查定结果Table 4 Results of checking the anion content of the water samples of Unit 5
1.5 铁含量
5号机组各水样铁含量测定结果见表5。测定结果表明,AVT(O)工况下,5号机组给水、主蒸汽铁含量均满足《GB/T 12145-2016火力发电机组及蒸汽动力设备水汽质量》规定的小于5µg/kg的标准值要求。

表5 5号机组水样铁含量测定结果Table 5 Determination results of iron content in water samples of Unit 5
1.6 小结
综上所述,5号机组水汽品质能够满足《GB/T 12145-2016火力发电机组及蒸汽动力设备水汽质量》及《DL/T 805.1-2011火电厂汽水化学导则第1部分:锅炉给水加氧处理导则》对加氧处理水汽品质的要求。
2 全保护加氧处理(OT)改造情况
2.1 热力系统流程及加氧点布置
全保护加氧采用三点加氧方式,加氧位置分别在精处理出口、除氧器出口、一号高加汽侧入口。5号机组热力系统流程及加氧点布置示意图见图1。

图1 5号机组热力系统及加氧点布置示意图Fig.1 Schematic diagram of the layout of the thermal system and oxygenation points of Unit 5
2.2 加氧控制
1)控制除氧器入口溶解氧在10~150µg/L,省煤器入口溶解氧在10~30µg/L,高加疏水溶解氧在10~150µg/L,主蒸汽溶解氧<5µg/kg,省煤器入口pH值在8.9~9.1,相应省煤器入口电导率在2.2~3.4µS/cm。
2)加氧处理后调整除氧器排气门至微开状态,使除氧器得到更有效保护,同时减少水汽及热量损失;加氧处理后关闭高压加热器运行排气门,避免疏水中加入的氧因排气而损失以及疏水氨浓度因排气而减少,有利于抑制高加疏水系统的流动加速腐蚀。
3)精处理混床以氢型方式运行,以混床出水直接电导率大于0.10µS/cm作为氢型运行终点。
4)根据《DL/T956-2017火力发电厂停(备)用热力设备防锈蚀导则》规定,加氧处理的机组不宜使用成膜胺进行停用保护[26]。由于机组加氧处理后不能加联氨,因此机组停机保养采用负压余热烘干法、充氮法等方法进行保养。
2.3 全保护加氧处理(OT)下的水汽品质
2.3.1 加氧转化后混床阴、阳离子测定
加氧转化后,通过离子色谱仪对5号机组精处理混床出水阴、阳离子含量进行测定,结果见表6。
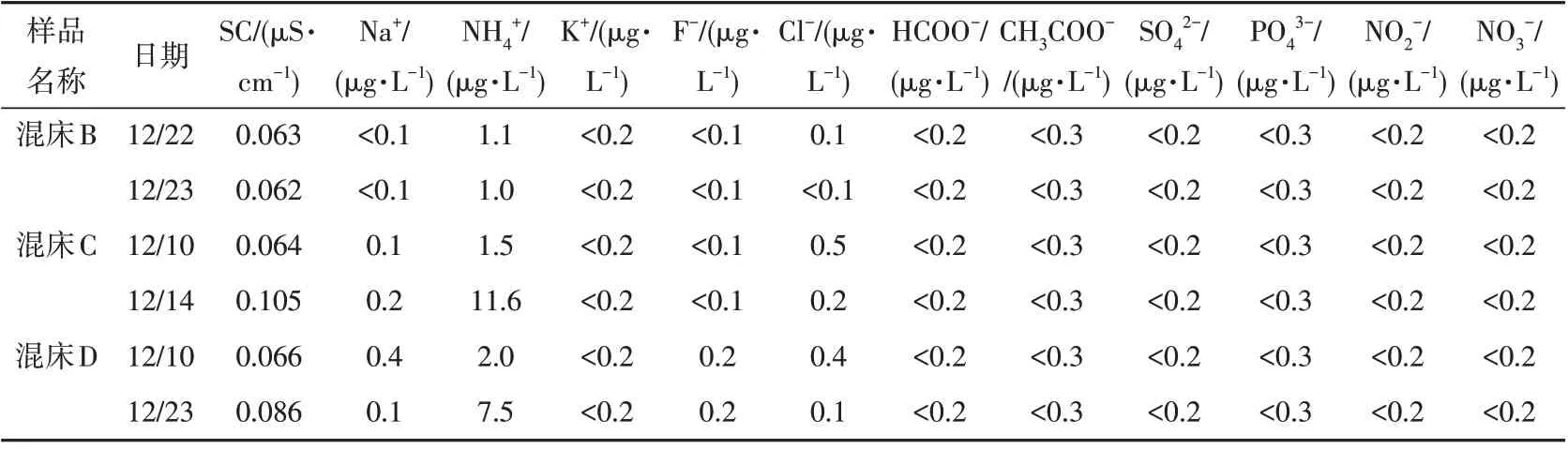
表6 5号机组加氧转化后混床出水阴、阳离子测定结果Table 6 Determination results of anions and cations in the mixed bed effluent water after the oxygen conversion of Unit 5
测定结果表明,5号机组加氧转化后精处理混床出水水质正常,控制混床出水电导率<0.10µS/cm,出水Cl-满足GB/T 12145-2016要求<1.0µg/L的期望值要求。
2.3.2 加氧转化后水汽铁含量测定
加氧转化后,给水及高加疏水系统的Fe2O3+Fe3O4双层氧化膜主要依靠水中溶解氧维持[27-28],因此,将5号机组给水pH目标值由加氧前的9.33左右降至9.0左右[29],pH优化后水汽铁含量测定结果见表7。
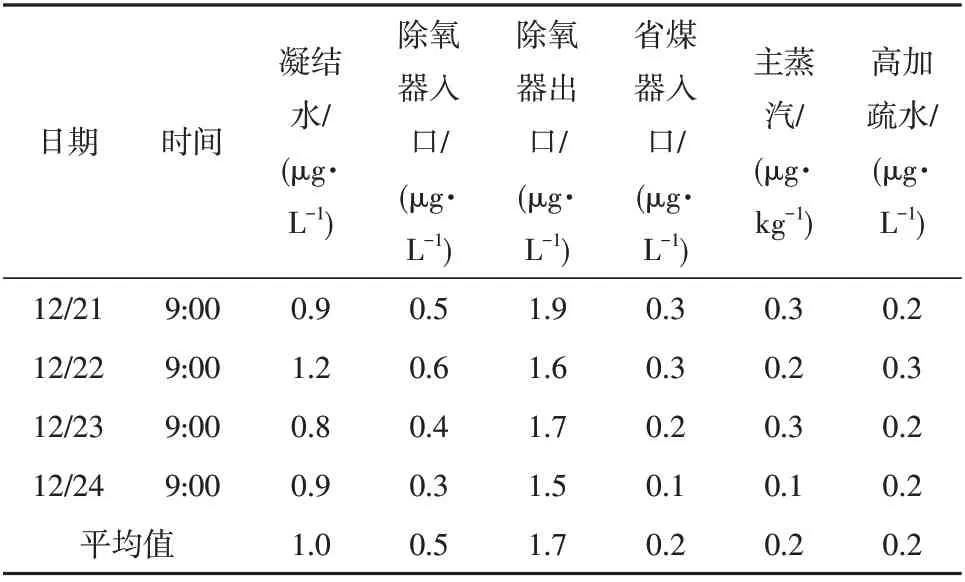
表7 5号机组加氧转化后水汽铁含量测定结果Table 7 Results of determination of iron content in water,steam,and conversion of Unit 5 after oxygen conversion
试验结果表明,加氧处理后,给水pH值控制在8.9~9.1,可以维持对流动加速腐蚀良好的抑制效果。与AVT(O)工况相比,加氧处理后给水pH值由加氧前平均9.33降低至加氧后平均9.0,对应的氨含量平均值由原来802µg/L降低至266µg/L,氨的加入量减少了约66.8%。同时,混床再生次数减少,再生用酸碱及自用冲洗水量、再生废水排放量也会随之减少,有利于环境保护[30-31]。
3 全保护加氧处理(OT)效果
3.1 抑制流动加速腐蚀
全保护加氧处理(OT)通过向弱碱性水中加入氧气,促使金属表面生成致密的保护性氧化膜。加氧转换后,在较低的pH值条件下,给水及高加疏水铁含量可稳定在较低水平,有利于抑制给水系统和高加疏水系统的流动加速腐蚀以及降低锅炉受热面的结垢速率等。OT工况条件下,控制给水pH值在8.9~9.1,除氧器入口、给水、高加疏水铁含量平均值均在1µg/L以下。5号机组不同给水处理方式下水汽系统铁含量对比如图2所示。

图2 5号机组不同给水处理方式下水汽铁含量对比结果Fig.2 Comparison results of water,steam and iron content under different feedwater treatment methods for Unit 5
3.2 延长精处理运行周期
实施OT处理之后,主要是靠适量的溶解氧维持对给水及高加疏水系统的保护。因此,可将水汽系统的pH值适当降低,根据pH优化调整后系统的加氨量推算,精处理周期制水量将提高至原来的3.0倍,精处理混床运行周期大幅延长。
3.3 实现全面保护
全保护加氧处理工况下,向给水系统中加入较低浓度溶解氧,满足给水系统防腐钝化要求,控制蒸汽基本无氧,能够有效规避蒸汽中较高浓度氧可能促进氧化皮剥落的风险。同时,通过向高加疏水单独加氧,解决高加疏水系统防腐问题,从而实现水汽系统热力设备的全面保护。5号机组负荷与省煤器入口溶解氧变化曲线,如图3所示。

图3 5号机组省煤器入口溶解氧随负荷变化曲线Fig.3 The change curve of dissolved oxygen at the inlet of the economizer of Unit 5 with load
3.4 小结
综上所述,5号机组实施加氧处理后,可有效抑制给水及高加疏水系统的流动加速腐蚀,延长精处理混床氢型运行周期,实现水汽系统热力设备的全面保护。
4 经济效益核算
与AVT(O)工况相比,实施加氧处理后,以5号机组为例1年节约的氨水、再生用酸、碱、除盐水及化学清洗费用约为67.33万元,具体核算结果见表8。如果算上再生时的电费、压缩空气费用、人力成本以及再生废液处理成本等,节约的费用将更多,由此可见,实施加氧处理后,其产生的经济效益非常显著。
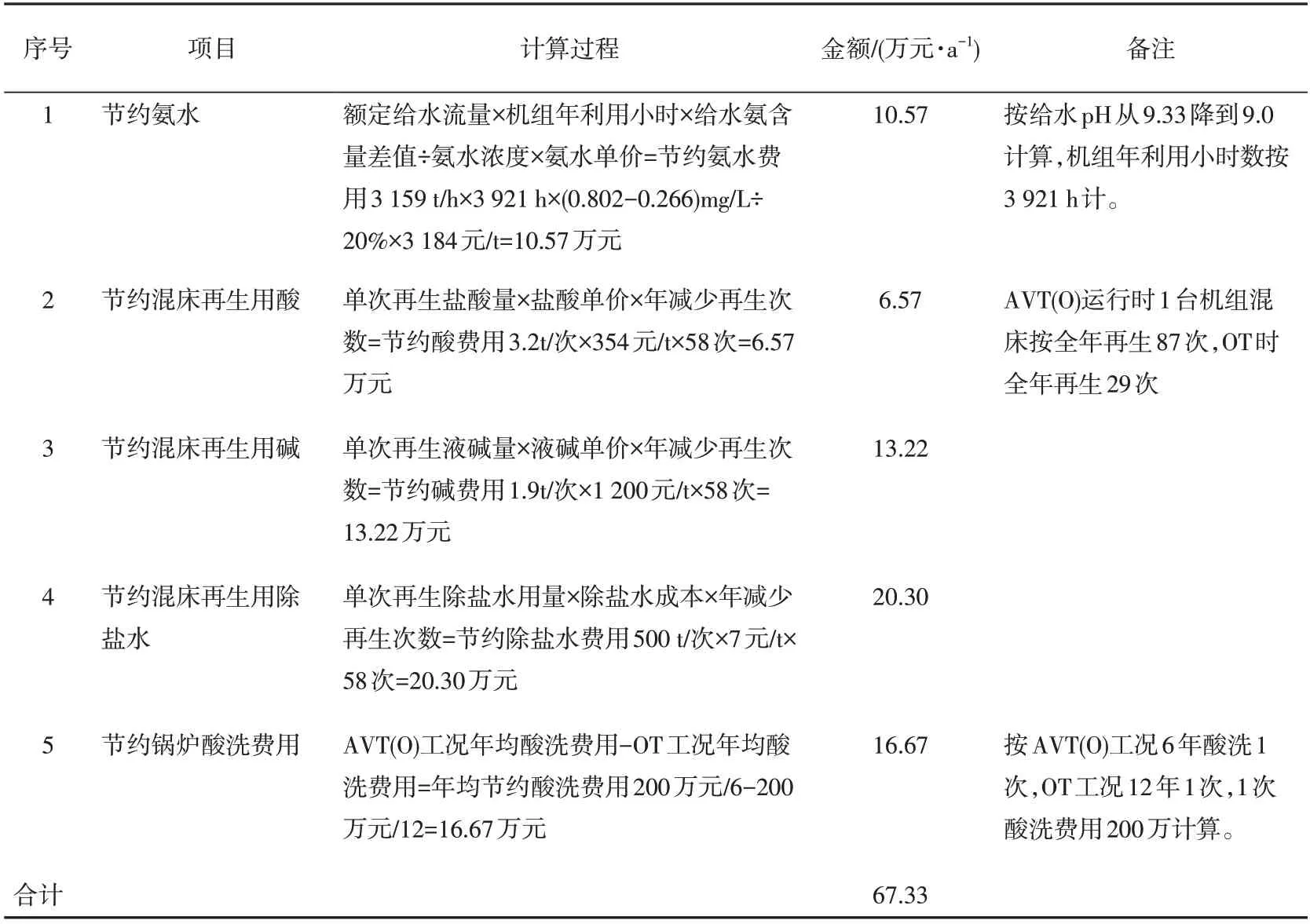
表8 单台机组加氧处理的直接经济效益Table 8 Direct economic benefits of single unit oxygen treatment
5 结语
1)通过对低压给水、高压给水及高加疏水系统加氧,成功实现5号机组化学水工况由氧化性全挥发处理(AVT(O))向加氧处理(OT)的转化。
2)加氧转化完成后,给水pH值在8.9~9.1,水汽系统中铁含量维持在较低水平,其中除氧器入口、省煤器入口、高加疏水的铁含量平均值均在1µg/L以下。而AVT(O)工况处理时,水汽系统各个取样点铁含量均大于1µg/L,最高达到3.4µg/L。因此,加氧处理体现出优异的全面抑制流动加速腐蚀。
3)全保护加氧处理工况下,向给水系统中加入较低浓度溶解氧,满足给水系统防腐钝化要求,控制蒸汽基本无氧,能够有效规避蒸汽中较高浓度氧可能促进氧化皮剥落的风险。同时,通过向高加疏水单独加氧,解决高加疏水系统防腐问题,从而实现水汽系统热力设备的全面保护。
4)在凝结水精处理方面,给水pH值由加氧前9.33优化调整至9.0,氨含量平均值由原来802µg/L降低至266µg/L,氨的加入量减少了约66.8%,氢型周期制水量将提高至原来的3.0倍。同时,混床再生次数减少,对于盐酸再生阳树脂方式下废水中氯离子含量将大幅降低,对废水处理回用如脱硫吸收塔内氯离子含量高居不下有明显的改善。
5)与AVT(O)工况相比,实施加氧处理后,5号机组1年节约的氨水、再生用酸、碱、除盐水及化学清洗费用约为67.33万元,如果算上再生时的电费、压缩空气费用、人力成本以及再生废液处理成本等,节约的费用将更多,经济效益显著。
