生物质直接混烧技术在燃煤电站的应用研究进展
2021-08-23杨卧龙
杨卧龙,倪 煜,曹 泷
(1.中国能源建设集团规划设计有限公司,北京 100120;2.郑州轻工业大学 能源与动力工程学院,河南郑州 450002)
0 引言
清洁低碳是我国能源转型的趋势,《“十三五”控制温室气体排放工作方案》中明确规定:“2020年,我国大型发电集团单位供电二氧化碳排放控制在550 g/(kW·h)以内”。但是,作为我国主要电力能源的火电,其单位供电二氧化碳排放约为841 g/(kW·h)[1],火电行业面临巨大的碳减排压力。
生物质是一种碳排放为零的可再生能源,被认为是21世纪最有前途的可再生能源之一[2]。我国生物质资源丰富,每年可利用的生物质能源约相当于4.6亿t标准煤,但实际利用量尚不足总量的10%[3]。大量的生物质得不到有效利用,不仅造成资源浪费,还带来环境污染问题。
燃煤耦合生物质发电不仅有助于降低火电厂的二氧化碳排放量,还提高了可再生能源利用量,与新建生物质电厂、光伏电站、风电场等相比,可极大降低基础设施投资;由于火电机组的大容量、高参数,混合燃烧的发电效率也远高于其他可再生能源发电。其中,燃煤与生物质直接混烧发电作为一种最简单、经济的耦合发电方式,在欧美发达国家得到了广泛应用[4]。我国确立了多个燃煤耦合生物质发电试点项目,但大部分项目采用了气化耦合发电技术,直接混烧发电在我国的工程应用很少。
本文对燃煤与生物质直接混烧发电技术进行了系统综述,介绍了该技术的现状及发展水平、国外工程及实施经验、技术问题及解决措施等,并结合我国实际情况,分析了在我国的发展障碍和前景,研究内容可为相关技术人员提供参考。
1 技术方案
生物质燃料一般可分为木本生物质、草本生物质、水生生物质、垃圾及其衍生物。尽管所有生物质均可用于燃烧发电,但对于燃煤电厂来说,木本生物质和草本生物质是常用的掺烧燃料,本文所说的生物质也主要为木本生物质和草本生物质。一般来说,木本生物质的热值更高、灰分更低,且有害碱金属元素Na和Ka的含量更低,是更为理想的燃料[4]。
燃煤与生物质直接混烧是将生物质和煤粉直接送入锅炉进行混合燃烧的方式,也是最为简单、经济和高效的生物质耦合燃烧技术[5],[6]。
根据煤粉与生物质的混合位置,直接混烧一般可分为4种技术方案(图1)。
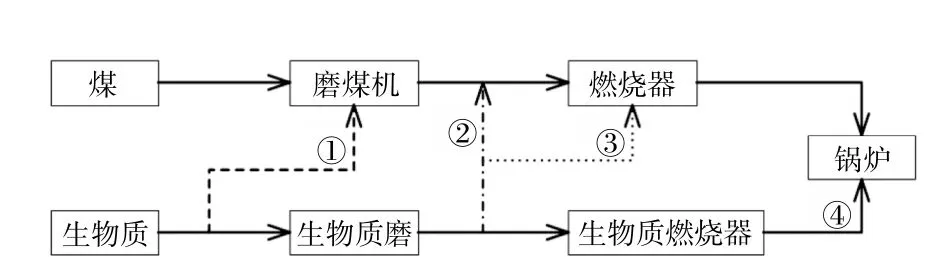
图1 直接混烧技术方案Fig.1 Direct co-firing technology options
①共磨方案。生物质与煤粉共用磨煤机进行磨制,并进入燃烧器混合燃烧。这是改造程度最低、成本最低的方案,但生物质粉的产能有限,且生物质粉的堆积使磨煤机存在火灾安全隐患。
②共管方案。生物质单独在磨机内破碎,并与煤粉在输煤管道混合输送至燃烧器。该方案的生物质磨制、计量、输送系统相对独立,改造过程不影响原机组运行,但生物质颗粒可能堵塞输煤管道。
③共燃烧器方案。生物质单独在磨机内破碎,并送至燃烧器,在燃烧器内与煤粉混合燃烧。该方案解决了生物质颗粒堵塞输煤管道的问题,但须安装单独的生物质输送管道,且燃烧器也须要进行较大改造。
④独立燃烧器方案。生物质的破碎、输送及燃烧均采用独立的设备及控制系统,对原系统的干预最小,但新增设备多,投资大。
在以上改造方案中,用于单独磨制的磨机和燃烧生物质的燃烧器可以利用原有磨煤机和煤粉燃烧器进行改造,也可采用专门的生物质磨和生物质燃烧器。采用专门的生物质磨和生物质燃烧器能够提高生物质的混烧量,但也会增加投资成本。
表1对不同直接混烧技术方案进行了对比。

表1 不同直接混烧技术方案的对比Table 1 Comparison of direct co-firing technology options
2 技术的应用与发展
燃煤耦合生物质发电是一项成熟的技术,据国际可再生能源署统计,全球的燃煤耦合生物质发电厂已达230余所,且绝大多数采用了直接混烧发电技术[3]。这些耦合燃烧电厂主要分布于欧洲和北美,其他地区的分布较少,制约其发展的主要问题为经济上的吸引力不足,欧美国家的相关工程以及政策激励经验可提供参考。
2.1 工程经验及发展趋势
欧洲的生物质混烧起源于上世纪70年代,随着巴黎气候协定的生效,欧洲多国制定了零煤发电战略,燃煤与生物质混烧已向大容量机组、高比例混烧发展,甚至有多个耦合燃烧电厂已改造为纯生物质电厂,如英国的Drax电厂、丹麦的Studstrup电厂和芬兰的Oy Alholmens Kraft电厂等。
美国和加拿大也是生物质直接混烧技术应用较多的国家。在单机容量为155 MW和500 MW的机组上,加拿大均有成功的直接混烧发电应用,总容量可达2 500 MW[7],但由于其“弃煤”政策,目前多个生物质混烧电厂已弃用,如Thunder Bay和Nanticoke电厂均已关停。与加拿大相比,美国的生物质直接混烧电厂逐年增多,目前已达40余所[7]。但在美国,核电、燃气发电等更具有经济性,现有的混烧电厂大多混烧比例较低,但存在向大容量机组应用的趋势。
表2列举了欧洲和美国在运的部分生物质直接混烧发电厂。
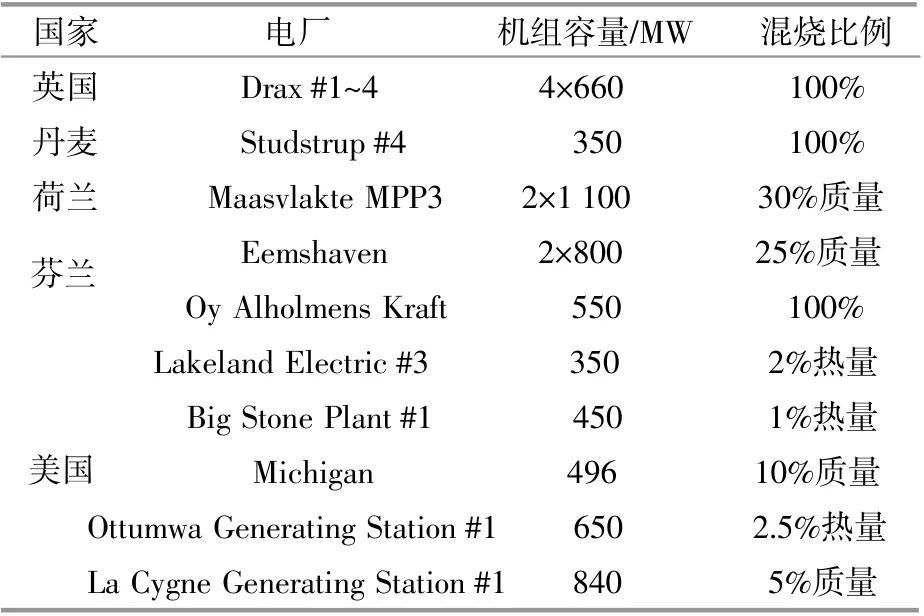
表2 欧洲和美国的部分生物质直接混烧电厂Table 2 Biomass co-firing installations in Europe and America
表2中,Drax电厂是世界上最大的生物质混烧电厂,6台机组均为660 MW,有4台机组已改造为纯烧生物质发电。电厂燃料为秸秆及林业废弃物制成的生物质颗粒燃料。在2015年,当6台机组的生物质混烧份额均为输入热量的10%时,电厂能够稳定运行,并未出现明显的结焦与腐蚀问题,且环境与经济效益显著。该电厂的CO2年减排量为200万t,混烧生物质获得的补贴收益为4.518£/t,占总收入的17%[8]。
2.2 政策激励
按热值计算,生物质燃料的价格高于燃煤,生物质混烧发电需要政策支持。在大部分国家,生物质混烧发电与纯生物质发电均可享受政府对可再生能源利用的激励政策。
《京都议定书》对部分国家的温室气体排放量做出了具有法律约束力的量化指标,部分国家甚至制定了更加激进的碳减排目标,并利用一系列政策工具促使减排目标的实现,包括强制或自愿性碳交易机制、税收优惠政策、绿色证书制度等。
2.2.1碳交易机制
清洁发展机制(CDM)是《京都议定书》规定的3种强制性碳交易机制之一。在CDM机制下,凡是能够实现碳减排的项目,均可以向国家发改委或中介机构申请来自发达国家的资金或技术支持,并通过核证的减排量(CERs)使发达国家完成减排目标。
除此之外,自愿性碳交易(VER)发展较快,有减排意愿的企业可自发认购碳减排项目的自愿减排量(VERs)来中和自身排放或履行社会责任等。自愿减排为前期成本过高、或其它无法进入CDM开发的碳减排项目提供了途径。
2.2.2绿色证书
绿色电力证书制度通常是可再生能源配额制的配套政策。可再生能源配额制规定了电力供应中必须包含的可再生能源电量份额,电力供应部门通过向可再生能源发电企业购买绿色电力证书完成配额。目前,美国、英国、瑞典等多个国家已实施该制度。
对于生物质混烧,瑞典的绿色电力证书制度具有较强的参考性。瑞典对每年的可再生能源发电量制定了具体目标,并分配至相关企业,完不成配额则受到罚款惩罚。可再生能源发电的收入一般是“市场价+绿色电力证书价”。绿色电力认证是以诚信为基础,并根据生物质燃料收购量确定燃烧生物质的量。电厂须保留所有收购凭据,以供核查。如果存在虚假,企业不仅受到严厉惩罚,还将带来信用损失,并给以后的绿色电力认证带来困难。
2.2.3固定上网电价
固定上网电价是对可再生电力生产商制定优惠的上网电价。在荷兰、丹麦等国,生物质混烧发电中的生物质发电量部分可享受该项优惠政策[9],[10]。
我国的华能十里泉电厂作为生物质直接混烧试点项目,生物质发电量部分也享受了0.24元/(kW·h)的补贴,但这只是山东省对该示范项目采取的特别措施,并没有普及。
2.2.4环境税
减免环境税是欧盟国家促进可再生能源发展的重要政策手段。丹麦、芬兰等国对于可再生能源发电企业不仅减免能源税和二氧化碳税,还利用环境税收入补贴可再生能源的发展。在芬兰,对于使用林业残余物发电的企业,无论纯烧或混烧,均可获得6.9€/(MW·h)的免税激励。
表3列举了部分国家针对生物质混烧发电的激励政策。
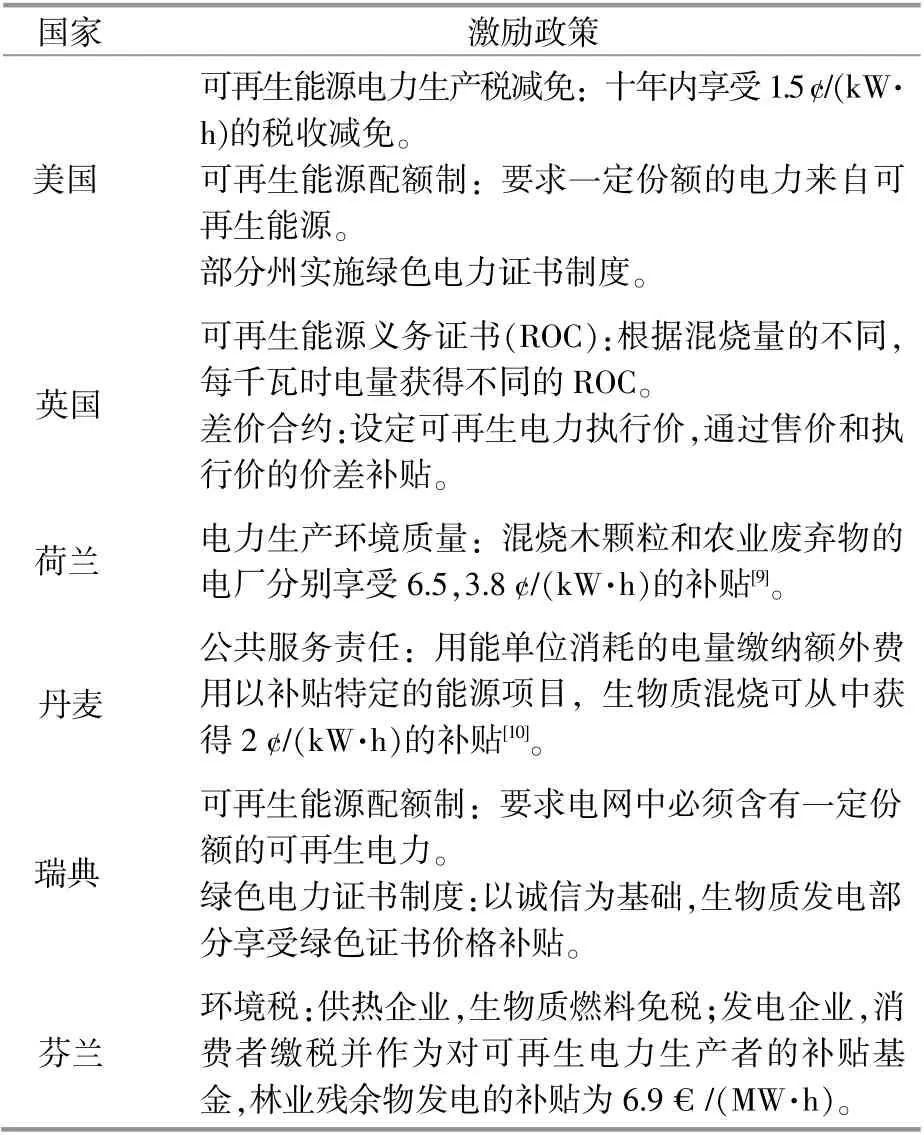
表3 部分国家对生物质混烧发电的激励政策Table 3 Incentive policies about biomass co-firing in some countries
3 技术问题
与煤相比,生物质一般具有低硫、低氮等优点,对于降低硫化物和氮氧化物的排放是有利的;但是,生物质大多含有碱金属以及氯元素,可能造成灰熔点降低,并引起腐蚀等问题;生物质的易吸湿和纤维特性使其储存、运输和处理更加困难。
当燃煤电站采用生物质燃料与煤直接混烧时,不可避免地会对原系统造成一定的影响,主要包括以下几个方面。
①生物质的储运及处理系统:由于生物质的易吸湿特性,储运过程容易发生生物降解等问题,并导致自燃以及有害气体释放[11];处理干燥的生物质燃料易产生粉尘污染;当采用捆包燃料时,输运过程存在结拱、搭桥等现象[5];当采用成型燃料时,磨制后的生物质粉末容易造成管道堵塞[5]。
②燃烧系统:由于生物质含有碱金属和氯等有害元素,容易导致锅炉受热面结渣、积灰与腐蚀[12],[13];当生物质颗粒较大或含水率较高时,可能产生燃料不完全燃烧[5]。
③烟气处理系统:生物质灰中存在较多的钾盐、钠盐等,可能导致选择性催化还原脱硝系统(SCR)的催化剂失活[14];燃烧产物中含有HCl以及细粉尘,可能影响石灰石-石膏湿法脱硫系统(FGD)的脱硫效率[15];直接混烧一般产生的烟气量较大,且烟气中的亚微米级颗粒较多,可能影响除尘器性能[16]。
④灰渣的资源化利用:飞灰用于水泥或混凝土及其制品是增加电厂效益的重要途径,但大多技术标准要求飞灰必须全部来源于煤的燃烧产物,限制了混烧灰的利用。
因此,燃煤与生物质直接混烧发电必须满足一定的技术要求才能将各种技术风险降至最低,并确保机组的安全、稳定运行。其中,合适的生物质混烧量是关键。大量研究表明,当生物质的热输入为10%以内时,一般不会对燃烧系统和烟气处理系统构成影响[15]。对生物质进行预处理是降低储运成本和技术风险的有效手段,主要包括生物质成型、清洗、烘焙等。其中,生物质成型技术能够提高燃料的能量密度,使生物质便于储运,已成为直接混烧技术的主流选择。此外,木本生物质的碱金属含量低,相比草本生物质,其掺烧量可达到更高的水平。
Wirth X[17]通过直接混烧实验发现,当生物质混烧量为15%(质量分数,下同)以内时,煤与生物质混烧不会对飞灰及其水泥制品的质量造成影响,能够满足美国标准ASTMC618。Wang X B[18]的研究表明,当生物质混烧量为20%以内时,煤与生物质混烧的飞灰及其混凝土质量能够满足中国标准GSB 08-1337。此外,最新的欧洲标准EN450已规定:当混凝土采用煤与生物质的混烧灰时,木本生物质的混烧量应在50%以内,而其他生物质则应在40%以内,且混合灰中生物质灰的含量小于30%[17]。
表4对燃煤与生物质混烧可能存在的技术问题及相关的防范措施进行了汇总。
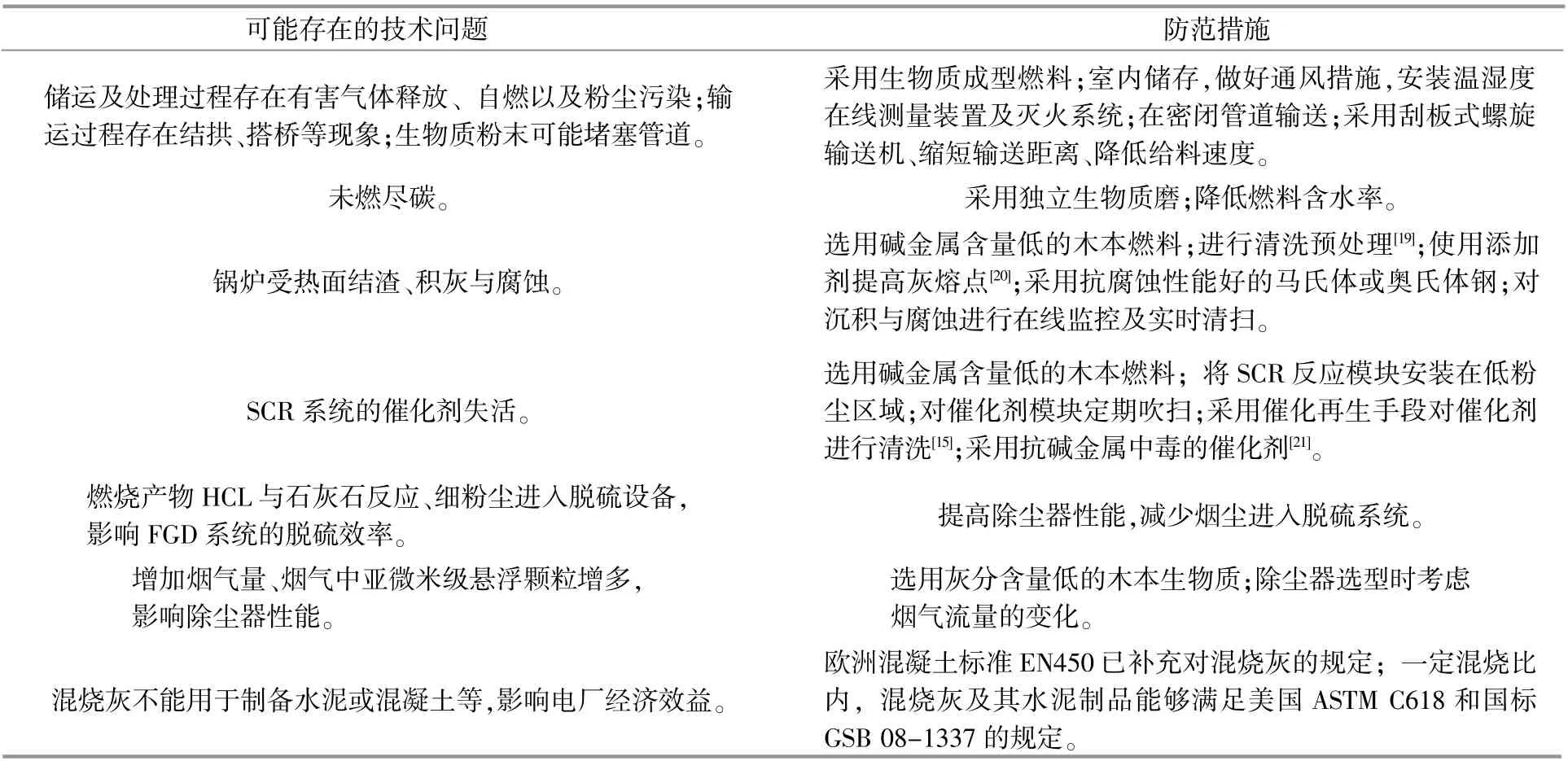
表4 技术问题及防范措施Table 4 Technology issues and precautions
4 结论与展望
燃煤与生物质直接混烧发电是一种简单、经济、高效的火力发电厂碳减排手段,且技术成熟可靠,在欧美国家得到了广泛应用,但在我国的应用较少,已建成的项目只有华能十里泉电厂和国电宝鸡第二电厂。根据国家能源局和生态环境部联合下发的《关于燃煤耦合生物质发电技改试点项目建设的通知》,58个农林生物质耦合发电项目中仅有两个采用了直接混烧技术,其余全部采用了气化耦合发电技术。
制约直接混烧技术在我国应用的主要原因是生物质发电量难以计量,从而难以获取政府补贴。但这一问题可参考欧洲经验,采用生物质燃料入厂计量或14C同位素计量[22]等方法解决。
从能源国情来看,发展燃煤耦合生物质发电是在保障能源安全、稳定供应的前提下,实现能源清洁低碳转型的有效途径;结合实际情况,目前我国的火电装机容量超过11亿kW[1],若一半机组采用生物质耦合发电,以10%的混烧量计算,生物质发电装机容量可达5 500万kW,是目前生物质发电装机容量的3倍以上;技术上,在大容量机组上开展生物质直接混烧,可保持较高的发电效率和燃料灵活性,且混烧量为热量输入的10%以内不仅不会带来负面影响,还可利用共管方案对电厂进行改造,改造程度低、改造过程不干扰原机组正常运行;经济上,直接混烧具有投资和运维成本低的优点,根据国际可再生能源署的计算,直接混烧的投资费用为430~550$/kW,年运维费用为建设成本的2.5%~3.5%;而气化耦合发电的投资与运维成本分别约为直接混烧的5倍和2倍,而并联耦合发电的投资与运维成本分别约为直接混烧的4倍和1.5倍。总体上,直接混烧技术在我国具有良好的应用前景。
