基于PLC 的桁架机器人螺钉锁付系统研究
2021-08-23缸明义唐开元夏兴国
缸明义 ,唐开元 ,张 琪 ,夏兴国 ,李 博
(1.马鞍山职业技术学院电气工程系,安徽 马鞍山 243031;2.中钢集团马鞍山矿山研究总院股份有限公司,安徽 马鞍山 243000;3.金属矿山安全与健康国家重点实验室,安徽 马鞍山 243000;4.安徽科技学院机械工程学院,安徽 凤阳 233100)
0 引 言
LED 面板灯是人们生活日常照明工具之一,它的应用场合非常广泛,如办公室装修、家装、工装。随着工业生产中对生产线柔性和自动化程度要求的不断提高,LED 面板灯生产线的员工逐渐被自动化设备代替。螺钉锁付是产品LED 面板灯装配过程中最重要的一道工序,因此提高螺钉锁付质量和效率是极其有必要的。现有的参考文献针对自动螺钉的固定点锁付研究,多数是针对自动整列、供料、自动筛选异形螺丝钉,自动补给空料的方式,对于利用在线式偏移量补偿的方式进行螺钉锁付的研究却很少。
本文研究设计的螺钉锁付设备由一套X-Y-Z桁架机器人的移动平台、螺丝自动输送系统、控制系统及锁付系统等组成;适用性强,更换产品快捷,只需更换治具,设备程序单独保存,相应程序独立保存,调出执行程序即可。整套基于PLC 的螺钉锁付机器人,主要对螺钉锁付、外部框架、机器人末端执行器等机械部分进行设计,另外,对机器人控制系统和电气系统进行设计,对相关速度、加速度、转矩等参数进行监控,实现智能化、高精度的装配。最后通过理论数据分析与实践,验证实验结果,对整机进行试验分析,采用比较先进且实用的自动锁螺钉控制系统,运动控制系统设计基于PLC 控制器的TCP/IP总线通讯方式,编写自动螺钉锁付应用的控制程序。整套系统减轻了操作人员的劳动强度,对于LED 面板灯生产自动化甚至在整个行业的智能自动化转型方面具有指导借鉴的意义。
1 自动锁螺钉设备整体结构设计
本文设计的桁架机器人自动锁螺钉设备主要由直线电动缸定位系统、数字伺服驱动系统(包括伺服驱动器及伺服电机)、西门子PLC 运动控制及相关模块、台达触摸屏操作4 个部分组成。考虑到整体设备在螺钉锁付过程中需平稳,无冲击;尤其是加减速过程更加需要平稳。本文采用PLC 搭载伺服系统驱动进行控制,可实时通讯且定位精确,同时也可通过触摸屏进行不同系列产品的柔性切换操作,简单易用,自动化程度高。桁架机器人的机械核心部件是螺杆驱动直线定位单元,可根据自动锁螺钉技术更改需要,将整个运动过程分为X 方向运动、Y 方向运动以及Z 方向运动。X 轴定位单元:X轴定位系统单元由一根QLZ60 系列定位系统组成,具体技术指标如下:主定位系统:长度:1 506 mm;运动行程:1 389 mm,滑块长度:892 mm;螺杆规格:1610 系列;Y 轴定位单元:Y 轴定位单元由一根FYK30 系列定位系统组成,长度:1 378 mm;运动行程:1 150 mm;滑块长度:756 mm;Z 轴的长度:678 mm;运动行程:550 mm;可实现三维空间运动。桁架机器人整体采用叠放式,驱动部分:机器人系统采用台湾台达公司生产的全数字式交流伺服电机及驱动器系统作为动力系统;X 轴与Y 轴驱动系统,伺服电机规格型号为CA0604, 功率是400 W;行星减速器规格:HF-KP43,速比 1∶30;Z 轴驱动系统:伺服电机规格型号为CA0604,功率是400 W,自动锁螺钉设备机构如图1 所示。

图1 自动锁螺钉设备虚拟样机
2 螺钉机末端执行器设计
本文设计的自动锁螺钉末端执行器由末端连接底座、横移气缸、螺丝电批、外接气嘴、螺钉吸嘴及线性滑轨等组成,桁架机器人通过控制Z 轴的下压由线性滑轨负责将电批头移动至所需的位置;该款机器人末端执行器具有很高的兼顾性且可快速更换,机器人末端执行器在螺丝锁付过程中可根据的LED面板灯边长进行自适应调整;本文采用的是自动锁螺钉是吸附式方式,螺钉通过电批头的压缩空气产生的吸附力,取走单个螺钉,再运行定位到面板灯产品孔位上,可以实现双颗螺丝的送料,电批下行自动锁进产品上,完成双颗螺丝及双颗以上的送料。
3 自动锁螺钉机系统设计
在自动锁螺钉设备中,螺钉供料效率对于整个LED 面板灯螺钉锁付起着至关重要的作用;因此在选择螺钉时,为保证出料顺畅,根据LED 平板灯对螺钉的需求,首先要针对自动螺钉锁付设备的所需的螺钉,对螺钉供料机进行选型。利用桁架机械手3个自由度进行螺钉锁附,在进行螺丝锁付前通过机械手末端执行装置抓取,所以螺钉在被抓取时需要保证桁架机器人能良好的平面定位精度。

图2 螺钉机末端执行器
为提高螺钉锁付的稳定性和可靠性,本文选用可调力矩的电批,选用的螺钉供料机其柄体装有正、反转旋钮开关,可按实际需要先择旋转方向;当打开启动开关时,螺钉机出料刀头不旋转,只有当刀头压下,离合器上时,刀头才开始旋转,以保证使用安全。根据装卸螺钉机力矩大小、调整力矩套、顺时针力矩加大、逆时针力矩减少,上面有刻度线。内有孔屏式消声器,使排气噪声显著降低。参数如表1 所示。

表1 全自动螺钉供料机技术指标
本文基于PLC 控制系统集成等组合而成,实现桁架机械手锁螺丝环节取代人工完成工件的自动装卸功能。由桁架机器人、锁螺丝机、机器人工作平台、电气控制系统等组成;其中电气控制系统控制基于PLC 控制,通过驱动器与PLC 信号之间的交互,由伺服电机驱动桁架机器人的3 个关节,进行往复操作运动。运动控制系统硬件架构图如图3 所示。
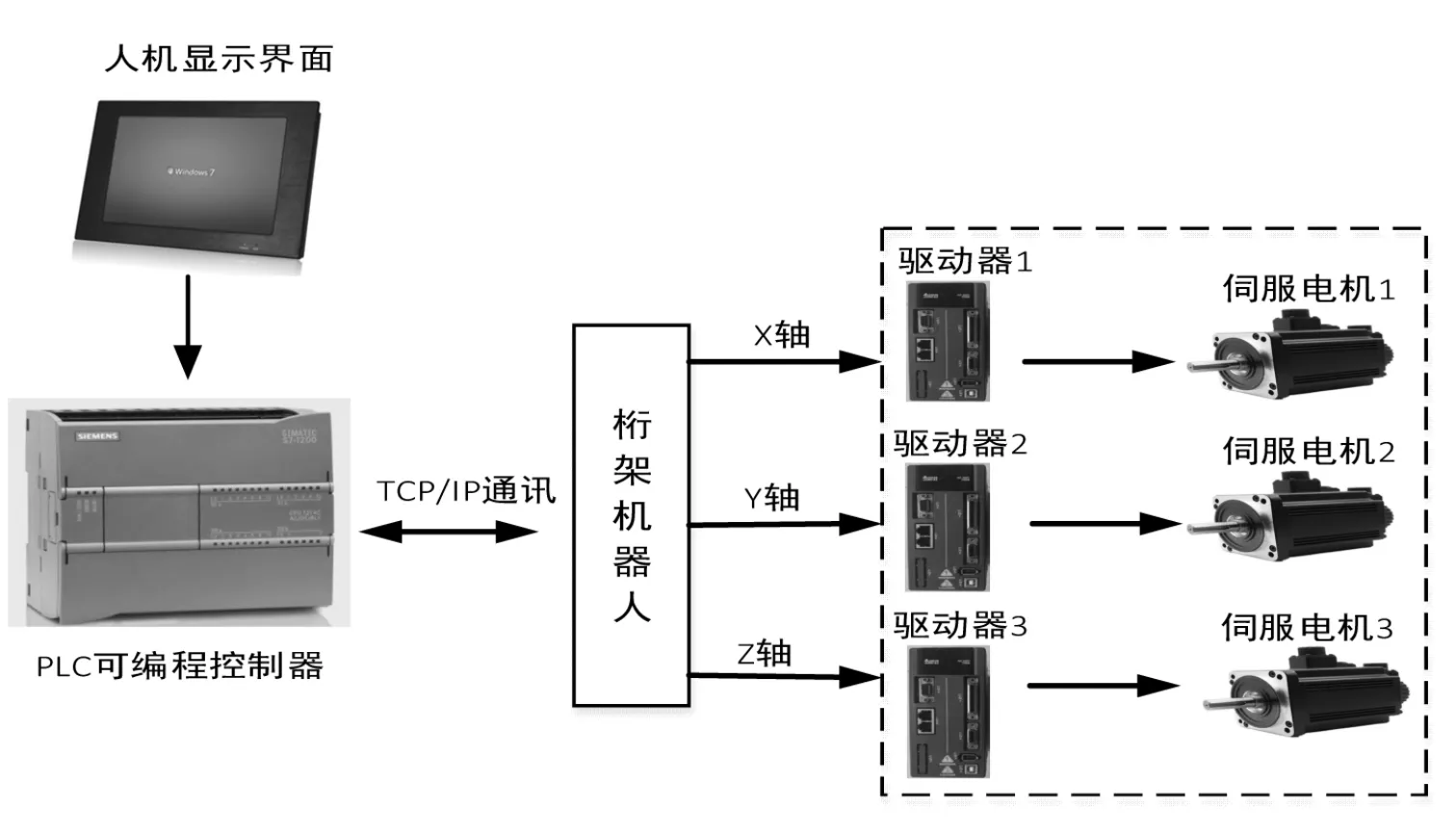
图3 系统架构控制图
机器人工作平台上装有可调行程的推杆气缸,未上料时气缸是保持与工作台齐平状态,且气缸上载有定位块,目的是保证平板灯放上去四周位置不晃动;系统按照预先编写的程序完成执行各自负责的工作区域,工作时两台桁架机器人同步进行。具体操作流程如下:开机前,先预调好螺丝刀扭矩并将开关按下,此时螺丝刀并未旋转;一台桁架机器人锁螺钉机移动至螺丝供料机上方,并下移,末端吸嘴开始吸气,将螺钉吸入下端管内;Z 轴带动末端可以快速旋转切换到所需角度,按照操作空间区域内进行待螺钉锁付的LED 面板灯,四头对产品进行选择性自动打螺丝,达到预定扭矩后,螺丝刀停止转动;即完成单次锁多颗螺钉的任务。两台桁架机器人锁螺钉步骤完成后,气缸带动螺丝刀进行复位,完成的产品经线轨滑道自动流入包装工位。可以在平板灯上锁4 颗螺钉,可以高速度、高精度的完成一块LED 面板灯平均25 s。工作流程如图4 所示。

图4 设备工作流程图
4 系统调试与试验分析
本文螺丝锁附桁架机器人吸取螺丝抓取与拧紧螺钉主要由Z 轴的下压与拧紧状态决定,因此本文将Z 轴末端下压过程拧紧螺钉状态作为主要动态性能评价指标,并在稳定运行下通过偏移量补偿值来分析桁架机器人的稳定性。执行面板灯螺丝锁付动作时,目标物面板灯进入桁架机械臂操作空间范围内,通过对射型传感器发送交互信号给机器人发送实时的待吸取螺钉指令,协调计算处理机器人的运动时间与面板灯滑道时间,实时快速的在移动滑轨上进行双机多工位的面板灯锁螺钉作业生产;触摸屏操作界面如图5 所示。

图5 主菜单显示界面
点击图5 中的“手动调试”按钮,进入手动调试界面当前机器人末端位置;当单轴操作超出极限位置时,系统报警;可点击消除报错;点击回原点,机器人可回到原点处;点击“主菜单”按钮,可返回主界面;整个系统界面操作简单,便于生产线操作人员实用,大幅度提高开机使用效率。
本研究中面板灯螺钉锁付动作过程中,有下压与拧紧两个过程,对于拧紧进给,需要控制进给速度,保证桁架机器人在进行锁附状态这一过程内,桁架机器人末端尽量的稳定且处于垂直不抖动;桁架机器人从吸螺钉、移动及拧紧过程实际是直线运动,桁架机器人执行拧紧指令动作,桁架机器人此时正好执行减速动作即为“混合运动”:两个命令之间衔接时,得到新的合成加速度曲线路径为柔顺平滑轨迹,运动轨迹如图6 所示,由曲线图可知,桁架机器人在执行自动锁紧任务时速度变化平滑且高速稳定,轴末端加减速曲线衔接处变平滑。

图6 合成加速度曲线图
桁架机器人自动锁螺钉作业效果统计如表2 所示,分析得出,桁架机器人自动锁螺钉机在执行螺钉锁付过程中,除与供料的效率有关,还与面板灯孔径大小不一有关,最终得出总体自动锁螺钉合格率成功率可稳定保持在97.85%范围内,整套设备系统能够稳定高效的执行在线式的双机多工位的自动锁螺钉生产作业。

表2 面板灯螺钉锁附合格率统计分析
5 结 论
5.1 为提高对自动锁付螺丝灵活性,本文采用双机多工位的桁架机器人,在不同尺寸的LED 面板灯适应性进行了研究,通过样机试验对结构的设计进行了验证。
5.2 实验结果表明,对桁架机器人的转矩控制、速度、加速度控制进行细化,通过理论数据分析与实践,可实现螺钉锁付的效率为1.042 s/pcs,精度为±0.025 mm。
