平/立转换轧机减速机供油系统改进研究
2021-08-22郝丰广刘宏戴江波
郝丰广 刘宏 戴江波


摘 要:平/立转换轧机在不同工位使用时,因减速机供油系统问题而造成该机列轧机频繁故障。文章提出了一种有效解决该故障的方法并在生产线上成功应用,效果显著。
关键词:平/立转换轧机;减速机;供油系统
中图分类号:TU623.5文献标识码:A文章编号:1674-1064(2021)06-001-02
DOI:10.12310/j.issn.1674-1064.2021.06.001
我厂于2013年新建了一条年产30万t弹簧扁钢生产线,共18架轧机。全部是平、立交替布置,分为粗轧、中轧和精轧三个机组,每个机组由6架轧机组成。其中,精轧机组14#、16#和18#轧机为平/立可转换轧机(又称H/V轧机),即该轧机可以转换成立式轧机或水平轧机使用,以兼顾小规格钢筋切分和弹簧扁钢生产的要求。平/立转换机列主要设备由轧机、减速机、锥齿轮箱及其之间的联轴器、电机等组成,如图1所示,轧机、减速机和锥齿轮箱悬空安装在旋转机架上,可以90°旋转[1]。其中,锥齿轮箱是H/V轧机的关键设备,其自身工作的稳定可靠性直接影响到H/V轧机的稳定可靠性。锥齿轮箱安装位置低,现场存在大量轧辊冷却水、氧化鐵和粉尘,周围环境恶劣,尤其在平轧状态使用时更为严重,如图1所示。
自从弹簧扁钢轧线设备投产后,平/立转换轧机一直使用不稳定,3架均多次因润滑问题停产维修,设备维护费用居高不下,仅2014年就发生故障5次,维修费用近50万元,严重影响生产活动。
1 平/立转换轧机故障分析
2014年1月29日,16#机列故障,现场噪音大,主操作室监控界面反映该轧机电流波动大。检查发现16#机列伞齿轮箱长轴轴向窜动量大,远远超过安装标准,确定为该轴上单列圆锥滚子轴承烧坏。开箱检查,经分析,原因是锥箱润滑系统设计缺陷。该类轧机齿轮箱润滑系统问题主要有:润滑油变质、供油油量不足及供油系统缺陷。
1.1 润滑油变质
在轧机减速机中以润滑油作为柔性零件,一旦润滑油变质,必然会润滑不良,导致零件产生裂纹、磨损加剧,还有可能断裂,这样就会直接损坏减速机上的一些部件,导致事故发生。某台齿轮箱投入使用不到三个月就发生了一次烧坏轴承事故,更换后不久,再次发生故障,还造成部分齿轮被损坏。该减速机平均寿命应在5万小时以上,仅使用几千个小时就发生问题,必然存在问题。在现场仔细观察发现,润滑油的颜色为乳白色且乳化,经取样检测,结果显示润滑油发生变质,致使轴承一次次被损坏。
1.2 供油油量不足
油量不足也会出现故障,多数会导致轴承发热或烧毁,其分析如下:
精轧机14#、16#、18#架平台上使用的减速机,出现了轴承发热问题。这种减速机供油管路长,当轧机用作平轧使用时,减速机处于直立状态,各供油点高差大。输出轴的位置较高,非常容易因供油不足致使输出轴承发热;当机列用作立轧使用时,减速机处于水平状态,减速机中齿轮及轴承处于垂直状态,处于这种位置时减速机中上端轴承就会发热,见图1所示。对于这种情况就要根据实际进行分析,此类轧机要满足两种工位使用,一旦供油量不足,就会导致轴承内部的滚动体和滚道间难以形成润滑油膜,致使滚道和滚动体之间可能出现金属直接摩擦,增加热量。同时,若这些部位的润滑油量不足,就不能及时把轴承之间摩擦产生的热量带走,时间长了就会降低轴承使用寿命,导致轴承失效,进而发生故障。
1.3 锥齿轮箱润滑系统问题
该润滑系统:锥齿轮箱有两根轴,两根轴上各有两套单列圆锥滚子轴承,面对面装配。这种轴承中间有隔环。润滑油从隔环上开的孔供入,这种供油形式用于不转换的立式轧机伞齿轮上是合理的,油从两套轴承中间进,经滚动体后排出,如图2所示。
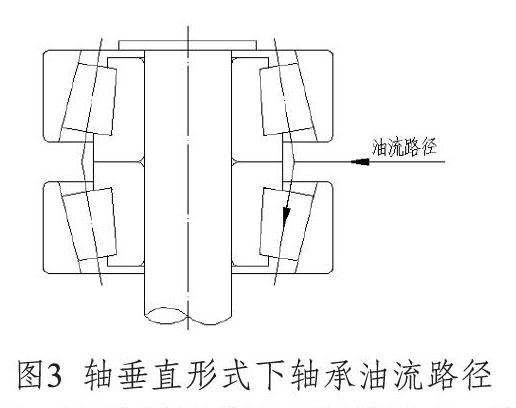
14#、16#、18#轧机为平/立可转换形式,当锥齿轮箱输入或输出轴垂直工作时,供油路径在上轴承的下侧,由于重力作用,上轴承润滑肯定不好,如图3所示,该润滑系统的设计明显不合理。
1.4 润滑油泄漏
2015年1月21日,16#锥箱漏油严重,漏油点在锥箱长轴端盖处。泄漏量达4桶/班(170L/桶),不得不停产处理。经分析:泄漏的直接原因在于,锥箱内油封磨损失效。该油封在锥箱内部,若要更换必须开箱,开箱一次维修费含易损件的更换、人工等约5万元。泄漏的根本原因在于,油封的寿命大约为2年,与锥箱内其他零件如轴承、齿轮不匹配,属设计问题。
2 平/立转换轧机减速箱润滑系统改进
对于润滑油变质问题,后来更换使用合格的润滑油后轴承就工作正常了。在后续的生产中,应加强巡视,及时检测,及时处理。
对于供油量不足问题,通过摸索,适当增大油压,并对供油系统进行优化,该问题得以解决。
由于原设备的润滑油路,不能同时适应轴在水平和垂直两种状态的工作,在减速机输入输出轴垂直工作时,上轴承润滑不良。笔者主要针对设备(轴承)在垂直工位工作时,对润滑油路重新设计和改进。改进后,上轴承润滑良好,设备使用稳定。
供油量Q的计算式为:Q=W*d*B
式中,Q为供油量,mm3/h;W为系数,0.01mm/h;d轴承内径,mm;B轴承宽度,mm。
实际供油量还要在此数值基础上扩大4~20倍[2]。为获得最佳润滑效果,还需通过实验来修正供油。供油方式设计对于高速旋转的轴承,为了可靠地将润滑油送至轴承内部,应十分重视供油方式(如喷嘴形式、安装位置等)的设计。轴承润滑方式完全取决于轴承类型和配置方式。对单列轴承而言,最佳润滑方式为从一边进入轴承内部。喷嘴孔应与内环齐平,不应指向保持架。尤其当轴承自身吸排油方向不易确定时,润滑油必须按上述方向进入轴承内部。若条件许可,润滑油最好经过一个特制喷管后再进入轴承内部。喷管长度取决于轴承大小,直径为0.5mm~1.0mm。
经商讨确定改造方案:从主油管上新走一根辅助油管,加工直径为?2的油嘴直接对上轴承供油,这样一方面提高了油量供给不足的问题,主要对不合理的润滑系统进行了有益的完善[3],如图4所示,解决了上轴承缺失润滑油的问题。油路改进有益效果是轴承在不同工位上都能获得足够的油量润滑。
这样,就解决了输入轴在垂直工位时上轴承缺失润滑油的情况。
针对润滑油泄漏,油封不易更换问题,经分析决定进行改造。具体措施为:重新设计制作端盖,改前端盖内孔与轴的配合为迷宫式,该形式不能防止润滑油泄漏。改后,将端盖上加工油封安装位置,油封选用150*180*12。这样,不用开箱更换锥箱内部的油封,就解决了泄漏问题。经使用,效果良好,逐步推广至另外两架H/V轧机上。后来,又采购剖分式油封,这样可在不拆除轴端内齿圈的基础上,更方便地处理泄漏问题。
3 结语
减速机润滑系统改进后,3架平/立转换轧机使用稳定,杜绝润滑系统故障,每年节省零件更换和维护费用30多万元。国内轧钢企业大多都存在此类现象,有的企业采用大供油量,使锥齿轮箱内充满润滑油来解决轴承润滑问题,这样又存在“困油现象”,不合理;有的企业此种设备甚至只能固定在一个工位上工作,失去了设备原有功能,严重影响生产。此项润滑系统的完善方式,则很好地解决了平/立转化轧机减速机或锥齿轮箱的润滑系统问题。
参考文献
[1] 刘东.轧机减速机、伞齿轮箱密封装置改进与应用[J].液压气动与密封,2013,33(5):34-36.
[2] 成大先.机械设计手册:润滑与密封[M].北京:化学工业出版社,2004.
[3] 赵元国.轧钢生产机械设备操作与自动化控制技术实用手册[M].香港:中国科技文化出版社,2005.
