变压器的二次回收利用
2021-08-21张凌峰吴姗姗陆洪杰
张凌峰,吴姗姗,陆洪杰
(安徽新华学院,安徽合肥,230088)
1 系统设计方案
■1.1 系统工作原理
变压器的二次回收系统主要包含重组和回收两个部分。重组部分主要针对损毁程度不大的变压器及其元部件,通过抛光和回炉处理后重组出全新的变压器及其元部件;回收部分主要针对无法直接加工的变压器及其元部件,通过粉碎、吸附和提纯等工艺后,回收出新的变压器元部件。
■1.2 重组回收部分
本回收利用体系采用的自动抛光化处理技术需要克服不同大小种类的变压器形态各异的问题。如图1所示,采用PLC控制系统,将变压器不同面微分化处理,通过不同方向的小面积多次抛光,使得变压器被全方位自动抛光化回收,3.7到9成新的变压器经抛光化处理后表面金属层易发生内部形变和氧化,对抛光化处理后的变压器进行高温回炉化的重塑技术,以对其表面金属层进行硬度强化,最后做防氧化膜处理就可以解决各种类型的变压器抛光后的直接回收问题。金属提纯分离过程需要高效无污染无排放的新型技术支撑,可采用基于自动化控制技术的电磁吸附、湿法提纯等技术,通过PLC自动化控制电流的流向大小,进而利用电磁原理,对铁钴镍等金属成分进行高效性吸附,再与已有的湿法提纯技术相结合,对不同金属进行高效性的单质化提纯,最终可回收变压器分解出的各类原材料。

图1 系统工作原理图
2 主程序设计
回收系统的设计如图2所示,在变压器进入设备后通过红外传感器检测,利用机械臂将变压器零部件破拆,通过粉碎机粉碎化处理后进入电磁吸附装置,当电磁吸附装置中检测到高电位信号,传出高电平给电磁吸附装置,从而完成铁钴镍的分离,注入溶解剂,到达80%液位后,再进行湿法炼铜,将废液进行残液处理,当PH达到6.5–8.5区间内,对残液进行排放,系统停止。

图2 系统设计图
3 核心技术
■3.1 抛光化处理
如图3所示,利用PLC自动控制微分化处理,对变压器各个方面做抛光化处理,对其表面材料做去氧化锈化处理,并运用压力传感器对其抛光进行可控处理,防止元器件内部结构损伤。PLC以存储执行逻辑运算、顺序控制、定时、计算等操作的指令,通过数字输入和输出操作来控制抛光过程的各方面工艺要求,能够准确的完成抛光工作并解决了原始技术抛光不干净、抛光力度把控不准确等问题的出现。PLC控制器以扫描方式依次读出所有输入状态和输入数据,并将它们存储在I/O映像区中的相应单元内,随后进入程序执行阶段,PLC控制器由上而下依次扫描用户程序,并按先左后右、先上后下的顺序对触点构成的线路进行逻辑运算,根据运算结果刷新该逻辑线圈在RAM存储区中对应位的状态。作为工业控制计算器,PLC控制器能编制各种各样的控制算法程序,完成以PID调节法为主的闭环控制系统,能够有效抑制干扰并能改善系统的响应特性,为进一步提高PLC控制器,还可采用双CPU构成冗余系统获三CPU的表决式系统。利用PLC自动控制微分化处理进行抛光化处理不仅设备操作灵活方便,还能够事先在线监控运行过程,解放人工且生产节拍快、定位精度高。

图3 控制原理图
■3.2 电解电磁吸附
利用PLC对通电磁件做电流大小以及方向控制,对粉末中铁钴镍做吸附性处理,从而实现铁钴镍的分离。工业中通常采用电解法处理电路板,将含铜废液中的铜离子浓度从1679 ppm处理至0.29 ppm以下,这样COD去除率达到20 %左右。采用膜电解法则是通过离子交换膜、陶瓷膜等将电解槽隔成阳极和阴极两室,使得电化学反应得到的产物不用混合的技术。离子交换膜附有选择性离子基团,通过施加外来电场,使得含铜废液中的各种离子能选择性的通过,也就是阳离子交换薄膜只能让含铜废液中的阳离子选择性的通过,阴离子交换膜则只能让废液中阴离子选择性通过,这样就实现了让废液中不同的金属离子得到有效的区分。而阳极回收液更加可以再次利用,返回到工业蚀刻的程序中去,这样就实现了废液的循环使用;阴极液中的铜离子仍然可以加入Na2SO3,还原后用于制备CuCl,这样不仅减少了对环境的污染,也使得工业生产的成本得以下降。
4 硬件设计
■4.1 控制回路硬件设计
如图4所示,控制回路采用西门子s7–1200系列PLC对整套硬件进行控制,利用s7–1200系列的CPU将微处理器、集成电源、输入和输出电路、内置PROFINET、高速运动控制 I/O 以及板载模拟量输入组合到一个设计紧凑的外壳中来形成功能强大的控制器。在下载用户程序后,CPU将包含监控应用中的设备所需的逻辑。CPU 根据用户程序逻辑监视输入并更改输出,包含布尔逻辑、计数、定时、复杂数学运算以及与其它智能设备的通信。s7–1200系列的CPU会提供一个PROFINET端口,通过PROFINET网络通信,与各硬件之间网络通信通过附加模块的PROFIBUS、GPRS、RS485或RS232网络来实现,进而实现通过PLC控制个硬件部分的功能。
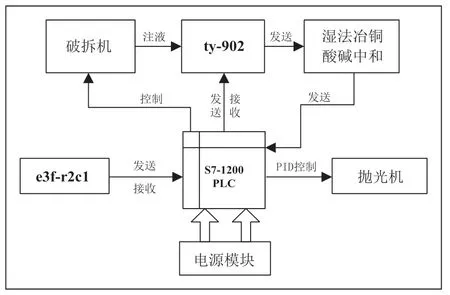
图4 硬件设计框架图
■4.2 主回路硬件设计
红外传感器采用e3f–r2c1,有效测量两米范围内的物体,当变压器进入设备时,e3f–r2c1可瞬时感应,并发出高电平信号传输到PLC中,进而进行抛光环节,抛光采用无级变速型2000w抛光机,利用s7–1200PLC PID控制进行对元器件进行微分化处理,SIMATIC S7–1200 多可支持 16 个PID 控制回路,用于简单的过程控制应用,借助 PID 控制器技术对象和工程组态 SIMATIC STEP 7 Basic 中提供的支持编辑器,可轻松组态这些控制回路,另外,SIMATIC S7–1200 支持 PID 自动调整功能,可自动为节省时间、积分时间和微分时间计算佳调整值。破拆机采用双轴800型破拆粉碎机,粉碎完成后注入溶解液,液位传感器采用ty–902音叉液位传感器,利用压电组件做音叉棒的驱动以及信号反馈,使音叉棒产生共振,当有料位接触音叉棒时,使音叉棒反馈回来的频率讯号,当电路侦测到此一讯号的频率降低时转换成一个接点讯号的输出到PLC中,判断到达给定液位,进而进入湿法冶铜、酸碱中和模块。
5 回收利用的重要性及创新性分析
中国是全球用电量最大的国家,也是发电量最大的国家,同时也是电网分布最庞大的国家,这些大环境因素决定了中国变压器行业的繁荣,据统计,目前全国有一定规模的变压器厂已有1200多家。其中能生产500kV变压器的厂家已由原来的沈阳变压器等3家发展到现在,新增了常州东芝变压器等共7家企业。新的变压器产生就代表有旧的变压器要淘汰,变压器等电子元器件如果不经过合理的回收会造成很大的污染,变压器等电力设备如果被填埋或者焚烧时,其中的重金属会造成当地土壤和地下水的污染,有机物经过焚烧,释放出的大量有害气体会对自然环境和人体造成危害,其中的元器件中又含有重金属铅、镉、溴化阻燃剂、多氯联苯等有毒有害物质,如果随意丢弃或掩埋将会对周围环境带来严重污染。
目前全国范围内对于变压器的处理仅仅只是简单的将外壳与线圈拆开,回收其直接金属成分,且金属资源回收率不到50%,而且在回收过程中会造成很大的环境污染,与传统简单粗暴的回收方法不同,本回收利用体系利用抛光化回炉处理、基于自动化控制技术的电磁吸附、湿法提纯等技术可将回收效率提高至90%以上。传统的回收路径是直接送至废物回收场,做粉碎处理,压缩送至其他金属加工厂,而本回收利用体系可直接性的将废品材料处理成完整性变压器或处理成变压器生产的各类原材料等,减少中间处理程序,加大回收利用的效率。
6 总结
本回收利用体系是一套自动化控制的变压器重组回收系统。该系统可应用于各类电气元件生产流水线,以PLC为控制核心,将变压器微分化抛光处理,再经过回炉、防氧化流程处理,重组成全新变压器;变压器回收以粉碎化处理后,利用自动控制电磁吸附、金属过滤提纯等流程,生产出变压器制造所需原材料,变压器制造投入生产线中利用。变压器的二次回收利用项目最终可实现变压器回收的系统化运行,大大提高了金属材料回收的回收率,对节能减排创新有较好的契合性。
