5G 基站天线模块焊接一体化夹具设计
2021-08-21刘峰
摘要:通过分析5G 基站天线模块的工艺及要求,可以看出5G 基站天线模块是由校准网络板组件、反射板组件、功分网络板组件、多个隔离条、多个振子等组成,振子体积小,数量多,成品集成度高,不仅振子和功分网络板组件的连接焊点多,且位置互相遮蔽,同时功分网络板组件、校准网络板组件和反射板组件、振子等元件连接更紧密,模块元件之间空间有限,使得各元件的焊接问题成为了解决5G 基站天线模块小批量生产的关键。针对存在的问题,根据现有的生产规模、组织形式,使用热风式回流焊炉等设备,通过设计5G 基站天线模块焊接一体化夹具,逐步将校准网络板组件、反射板组件、功分网络板组件、多个隔离条、多个振子装配在焊接一体化夹具上,一次性地完成各个焊点的焊接,保证了各个焊点的焊接质量,同时也能保证生产效率满足生产需求。关键词:5G 天线;夹具;回流焊接;焊接一体化
中图分类号:TG75文献标志码:A文章编号:1009-9492(2021)12-0277-05
Design of Integrated Fixture for Welding 5G Base Station Antenna Module
Liu Feng
( COMBARF Technology( Guangzhou ) Co. ,Ltd. ,Guangzhou 510663,China )
Abstract:Through analyzing theprocessandrequirementof 5Gbasestationantennamodule,itcanbeseenthat 5Gbasestationantennamodule is by the calibration network board components,reflection board components,power network board components,multiple isolation,andother components of the oscillator,oscillator is small in size,large number,high product integration,not only oscillator and power network boardcomponents increase in the number of connectionsolder j ointsandposition tocover eachother,at thesametime,workpointsnetworkplatecomponent,calibrationplatecomponentandreflectionplatecomponent,oscillatorelementsareconnectedmoreclosely,thespacebetweenmodule elements is limited. The welding problem of each component has become the key to solve the small batch production of 5G base stationantenna module. In view of the existing problems,according to the existing production scale,organization form,hot air reflow furnace and otherequipment was used,the 5G basestationantennamoduleweldingintegrated fixturewasdesigned,thecalibrationnetworkboardcomponent,reflection boardcomponent,powerdistributionnetworkboardcomponent,multipleisolationbars,andmultipleoscillatorsweregraduallyassembled on the welding integrated fixture,and the welding of each welding spot wascompleted at one time. It not only ensures the weldingquality of each welding point,but also ensures the production efficiency and meets the production demand.
Key words:5G antenna;fixture;reflow welding;welding integration
0 引言
基站天線是移动通信系统的重要组成部分[1],其质量好坏直接影响整个无相网络的整体性能;其中对于天线内部各个零部件之间以及零部件和同轴电缆之间的连接点,基本上都是通过融化锡基钎料来实现焊接连接[2],在一副基站天线中存在着数量众多的焊接点,这些焊接点焊接质量的好坏,直接影响着天线整体性能指标能否达标。随着技术的发展,5G 基站天线逐渐发展成熟,逐步展开应用。5G 基站天线采用模块化阵列结构,模块中的振子体积小,数量多,成品集成度高,在将校准网络板组件、反射板组件、功分网络板组件、隔离条、振子等组件装配焊接在一起时,不仅振子和功分网络板组件的连接焊点增多并且位置互相遮蔽,而且功分网络板组件和校准网络板组件和反射板组件、振子等元件连接更紧密,模块元件之间空间有限,使得各元件焊接采用传统手动焊接方法配合夹具焊接难以实现[3-5],采用机械手或焊接机构配合相应夹具焊接,也难以满足性能要求[6-9]。为了适应上述的新变化,需要采用和传统不同的焊接方式来满足产品的更高要求。
针对上述问题,本文根据现有的生产规模、组织形式,使用热风式回流焊炉配合天线模块一体化的焊接夹具,实现5G 基站天线模块的装配焊接问题,提高5G 基站天线模块焊接质量和成品良率,同时对于此类结构的5G 基站天线模块,均可以采用类似的工艺及工装夹具来实现一体化的装配焊接,逐步推广普及,提高整个行业的5G 基站天线模块生产水平。
1 5G 基站天线模块的工艺分析
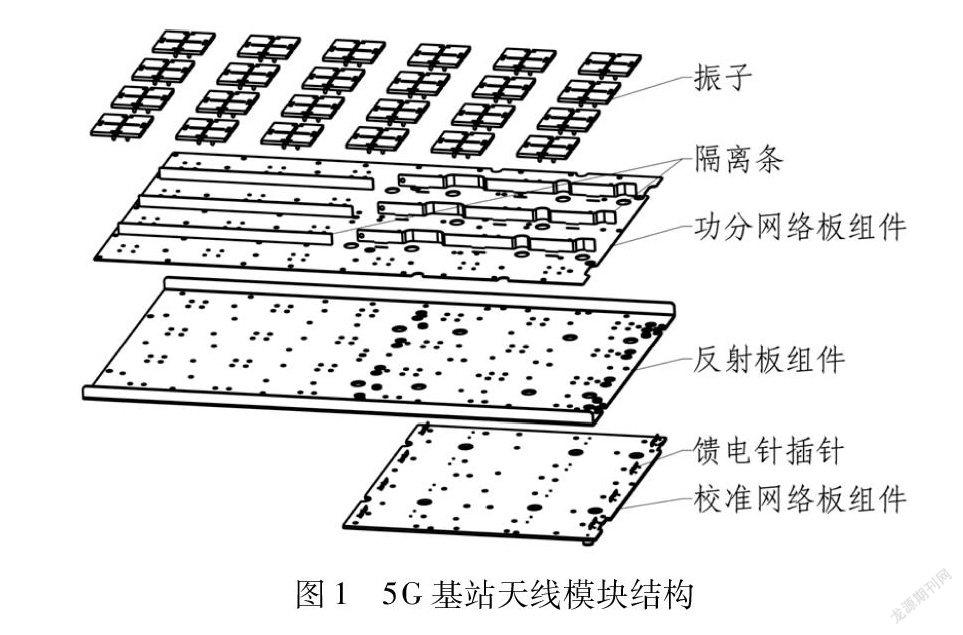
5G 基站天线多采用模块化阵列结构,各个模块结构类似,通过各个模块拼接装配组成整幅基站天线。5G 基站天线模块一般是由校准网络板组件、反射板组件、功分网络板组件、隔离条、振子等组件组成,校准网络板组件和功分网络板组件均为印刷PCB板;在校准网络板组件、功分网络板组件上还焊接有其他电子元器件,这些电子元器件在进行各个板装配时已经焊接完成,其中馈电针插针也已焊接在校准网络板组件上;反射板组件是铝合金钣金成型件,各部尺寸及加工精度均比较好;校准网络板组件和功分网络板组件将反射板组件夹在中间,使3块板贴合紧密,馈电针插针一端是焊接在校准网络板组件上的,馈电针插针另一端穿过反射板组件,和功分网络板组件上的定位孔配合,按需要焊接在功分网络板组件上的焊盘上,在焊接完成后,需要用塑料铆钉将校准网络板组件、反射板组件和功分网络板组件3个组件铆接在一起,使这3个部件连接成为一个整体,固定可靠贴合紧密;这样在这3个零件受力时,可以使作用力作用在铆钉上,使焊接点不会受力,从而保护产品性能不受影响。
在功分网络板组件上焊接有多个隔离条和多个振子;振子是铝合金压铸件,各部尺寸和加工精度也比较好,振子有4个圆柱形台阶状的支柱和功分网络板组件上相应的4个定位孔配合,在孔外圈是焊盘,通过焊盘将多个振子焊接在功分网络板组件上,振子的4个台阶状支柱外形成的轮廓小于振子上表面外形,是上大下小的结构;隔离条是带有定位凸起的金属薄片,有直条形状和弯曲形状,定位凸起和功分网络板组件上的定位方孔配合,通过功分网络板组件上的焊盘将隔离条焊接在功分网络板组件上,具体的5G 基站天线模块结构如图1所示。由图及装配要求可以看出,此5G 基站天线模块装配的要求不高,但是结构紧密,焊点隐蔽并且数量比较多,一次装配固定需要完成多个零件多个焊点的焊接,采用普通焊接方式无法完成,需要使用预制焊锡料,再进行各个组件的装配固定,然后采用热风式回流焊炉配合天线模块一体化的焊接夹具实现5G 基站天线模块的装配焊接问题。
2 工艺路线的确立
通过上述的工艺分析,根据现有的生产规模、组织形式,使用现有设备即可满足要求。具体的工艺路线是:人工将校准网络板组件放入夹具定位板→人工将反射板组件放入夹具定位板,叠放在校准网络板组件上→人工将功分网络板组件放在半自动印锡机上印刷锡膏,然后人工将印刷完成锡膏的功分网络板组件放在反射板组件上→人工将隔离条放置在功分网络板组件上→人工将隔离条压板放置在隔离条上→人工将馈电针插针压板放置在功分网络板组件上→人工将振子导向板放置在夹具定位板上→人工将振子放置在功分网络板组件上→人工将振子压板放置在夹具定位板上→人工取走振子导向板→人工将夹具连同装配完成的5G 基站天线模块一起放入热风式回流焊炉→完成5G 基站天线模块的焊接→取出焊接完成的5G 基站天线模块,即完成5G 基站天线模块的一体化焊接,转入后续塑料铆钉装配及天线模块检测、测试,最终完成5G 基站天线模块的生产。
3 夹具结构设计
3. 1 天线模块定位方式的确定
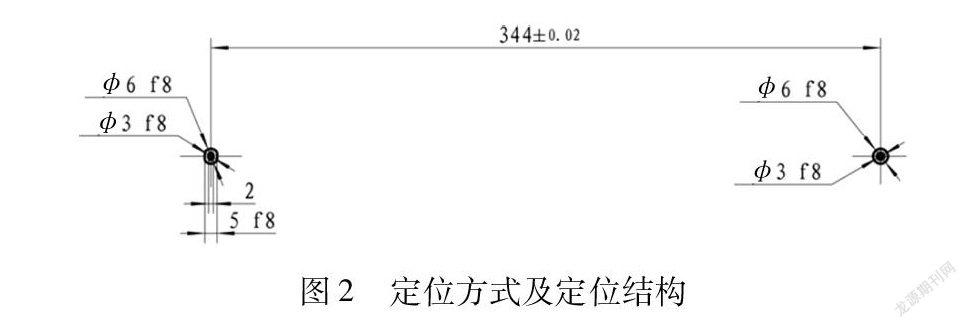
5G 基站天线模块基本是由校准网络板组件、反射板组件、功分网络板组件3块大板组成,这3块大板除了焊点连接之外,最后是采用塑料铆钉穿过3块大板进行固定连接,這些铆钉孔的位置在3块大板上的位置是固定的,另外校准网络板组件里面的校准网络板是PCB 板,外形尺寸和孔位尺寸都比较精确,由于校准网络板组件在底层,所以校准网络板组件在夹具定位板上采用外形定位,再和其中一个铆钉孔位置的圆柱销定位,反射板组件和功分板网络板组件采用共有铆钉孔位置布置典型的一面两销定位,其中的圆柱销也同时对校准网络板组件进行定位;菱形销采用简化的削边销代替,降低加工难度,圆柱销和削边销都采用台阶轴的结构,在底部台阶有螺纹孔,圆柱销和削边销通过和夹具定位板上相应配合位置的台阶孔配合,台阶孔里面是螺纹通孔,通过螺钉固定圆柱销和削边销;削边销的扁位和工件长度方向垂直,即和圆柱销与削边销中心连线垂直,这样削边销的台阶轴也是带扁位,定位削边销位置的夹具定位板上的定位台阶孔也带扁位的,圆柱销、削边销和夹具定位板上的定位孔的配合,间隙适中的动配合采用H8/f8配合关系[10],这样可以方便地保证削边销的扁位和圆柱销与削边销中心连线垂直,满足定位要求。根据5G 基站天线各模块加工精度要求及生产实际情况,考虑到整套夹具工作在高温和常温下频繁交互变化的环境,以及经常频繁拆装,参考文献[11]计算,取各尺寸如图2所示,满足定位精度要求。
3. 2 夹具定位板组件的设计
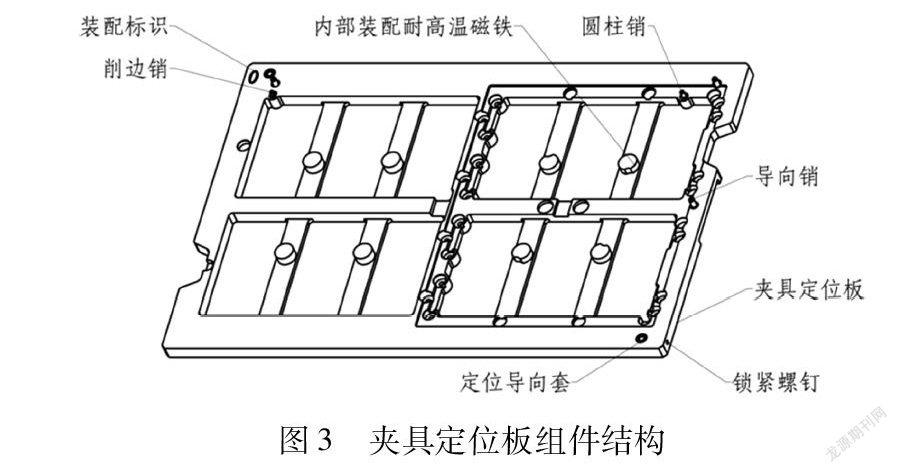
由上述分析可知,整套夹具除了振子导向板不需要经过热风式回流焊炉,其余零部件均需要经过热风式回流焊炉,这就要考虑整套夹具的吸热、散热问题,如果吸热大,那在规定的焊接温度内需要的加热时间长,影响焊接效率,这里综合考虑现场生产情况,对应于体积较大会产生吸热大的材料采用合成石材质,合成石材质吸热小,绝缘防静电,比较适合应用于此类夹具,其余采用金属材料,这样可以保证有合适的焊接效率和生产效率。在进行校准网络板组件放置到夹具时,是采用外形以及配合圆柱销进行定位,在夹具定位板上加工有定位校准网络板组件的定位凹槽,尽量将下部挖空,以利于热风式回流焊炉下部的热流对天线模块进行加热,比较有效率地提高到焊接温度。在夹具定位板上还固定有3个导向销,在右上角组成一个直角形状,在放置校准网络板组件、反射板组件时起到粗导向的作用,从而使相应的校准网络板组件、反射板组件放置到正确的位置,和定位销、削边销实现定位配合;在夹具定位板上放置反射板组件下方,除了必要的和隔离条压板配合压紧的安装高温磁铁位置及相应的连接结构,也尽量将下部挖空,以利于热风式回流焊炉下部的热流对天线模块进行加热,比较有效率的提高到焊接温度。
功分网络板组件是印刷完成锡膏后放置在反射板组件内部,然后通过和定位销、削边销实现定位配合;在放置完功分网络板组件后,这时校准网络板组件的馈电针插针穿过反射板组件的通孔进入功分网络板组件相应的配合孔,在配合孔处是已经印刷完锡膏的焊盘,还需要将隔离条通过定位凸起和功分网络板组件上的凹槽配合定位放置到正确的位置上,当放置完相应的右侧竖向3个隔离条后,需要用隔离条压板将竖向的3个隔离条压紧固定,防止移位,同样左侧的隔离条也是这样操作,隔离条压板是通过隔离条压板上装配的耐高温磁铁和夹具定位板的相应位置装配的耐高温磁铁产生磁力而达到压紧的作用,利用高温磁铁的磁力实现各个压板的快速拆装并在高温时保持磁力[12],同时由于磁力线的作用,也可以起到固定的作用,隔离条压板上加工有和隔离条厚度相适宜的配合定位槽,同时隔离条压板上的定位槽的高度应该使能压紧隔离条而不会产生间隙,甚至可以是在隔离条压板上的定位槽底部和隔离条顶部接触时,隔离条压板底部和功分网络板组件上表面不接触,留0. 1~0. 2mm 的间隙,保证能充分压紧隔离条;在功分网络板组件上还放置有馈电针插针压板,在馈电针插针压板上也装配有耐高温磁铁和夹具定位板的相应位置装配的耐高温磁铁产生磁力而达到压紧的作用,使功分网络板组件、反射板组件及校准网络板组件贴合紧密,保证焊接质量和配合要求;在夹具定位板上还加工有和振子导向板组件配合的定位孔,在定位孔内配置有定位导向套,保证在将振子导向板组件放置到夹具定位板上后,安装振子时使振子的4个圆柱形台阶状的支柱和功分网络板组件上的定位孔对正,使振子安装顺利;同时在夹具定位板上还加工有避空校准网络板组件、反射板组件会产生干涉的地方;同时在夹具定位板上两侧还加工有方便夹具各零件取放的取手位和装配天线模块时需要注意的装配标识,方便人工操作识别;具体的夹具定位板组件结构如图3所示。
3. 3 隔离条压板及馈电针插针压板的设计
隔离条压板主要用来对已经定位到正确位置的隔离条进行压紧和固定,使其不会产生较大的偏移,保证焊接后位置正确,隔离条压板上加工有和隔离条厚度相适应的定位槽,用来在压紧隔离条时对隔离条上部进行定位,在隔离条压板上装配的耐高温磁铁和夹具定位板上相应位置装配的耐高温磁铁相配合,耐高温磁铁和相应的配合孔的配合关系,间隙适中的动配合采用D8/h8配合关系[10],然后用高温胶黏结,通过磁力来对隔离条进行压紧,在压紧隔离条的同时也对功分网络板组件产生压紧作用,使功分网络板组件和反射板组件贴合紧密,同时如上节所述,隔离条压板底部和功分网络板组件上表面不接触,留0. 1~0. 2 mm的间隙,这时隔离条压板上的定位槽底部和隔离条上部接触压紧;同样馈电针插针压板主要是用来对校准网路板组件上的馈电针插针和功分网络板组件焊接时的压紧,使功分网络板组件、反射板组件、校准网络板组件贴合紧密,馈电针插针压板上装配的耐高温磁铁和夹具定位板上相应位置装配的耐高温磁铁相配合,通过磁力来压在功分网络板组件上,同样也使功分网络板组件、反射板组件、校准网络板组件贴合紧密;在隔离条压板和馈电针插针压板上加工有避空焊盘的空位,以及加强热流动的空位,使天线模块受热均匀,保证焊接质量。具体的隔离条压板及馈电针插针压板结构如图4所示。
3. 4 振子导向板组件的设计
天线模块装配最后的零件是振子,振子是有4个圆柱形台阶状的支柱,振子外形是方形,振子的4个支柱外形成的轮廓小于振子上表面外形轮廓,是上大下小的结构,4个台阶状支柱和功分网络板组件上相应的4个定位孔配合,在孔外圈是焊盘,用于将振子和功分网络板组件焊接在一起;在人工装配振子时,由于振子上面大,无法直接看到振子支柱,因此需要用振子导向板来进行辅助装配定位,在人工装配时,只要将振子放入振子导向板的导向方孔内,就可以将振子的4个台阶状支柱装配到功分网络板组件上相应的4个孔内,逐步完成多个振子的装配,振子外形和振子导向板的导向方孔配合间隙约为0. 1~0. 15 mm;振子导向板其中的一个对角布置有两个台阶状定位柱,用来和夹具定位板上的定位导向套配合,间隙适中的动配合采用H8/f8配合关系[10],实现振子导向板组件和夹具定位板组件的定位,保证振子导向板组件和天线模块的相互位置准确,从而能保证多个振子逐个准确装配到功分網络板组件上的安装孔内;在振子导向板另外的一个对角布置有两个支撑柱,支撑柱和夹具定位板组件上表面接触,同时台阶状的定位柱的台阶也和夹具定位板组件上表面接触,使振子导向板组件和夹具定位板组件平行;同时在振子导向板上还加工有避空隔离条压板的避空位置;以及还有后续的限位振子压板组件的限位方槽,起到对振子压板组件装配时的粗限位和导向作用;为防止振子导向板装配错误,在振子导向板上也做出了装配标识;振子导向板组件是辅助安装振子时使用,当安装完多个振子,然后用振子压板组件将振子压紧之后,就可以将振子导向板组件取出,不和天线模块一起进入热风式回流焊炉,因此振子导向板的材料可以采用较轻的铝合金来制作,既轻便又耐用,在振子导向板两边还有方便取放的把手,具体的振子导向板组件结构如图5所示。
3. 5 振子压板组件的设计
在将多个振子装配到功分网络板组件上后,就完成了振子的装配,这时振子的台阶状支柱由功分网络板组件上的定位孔定位,在定位孔的外圈是印刷完成锡膏的焊盘,振子最终是焊接在功分网络板组件上的;振子的台阶状支柱进入到功分网络板组件上的定位孔的深度比较浅,为了防止振子在进入热风式回流焊炉而未完成焊接的过程中,由各种原因产生的震动而松动,以及功分网络板组件是印刷PCB 板,会存在变形翘曲的情况,这时需要对多个振子进行压紧,不仅可以将振子紧密贴合在功分网络板组件上,同时下压力也可以通过振子下压到功分网络板组件,使功分网络板组件紧密贴合在反射板组件上,不仅提高了振子的焊接质量,也在一定程度上提高了馈电针插针的焊接质量。
在每个振子的中心位置上方布置一个弹性元件实现对振子的压紧,弹性元件是通过螺纹固定在支撑杆上,将一竖列的弹性元件用支撑杆连接起来,同时在支撑杆上还固定有对隔离条实行压紧的弹性元件,使各个待焊接的振子、隔离条、功分网络板组件、反射板组件、校准网络板组件及馈电针插针等紧密贴合,充分保证焊接质量,通过连接杆将右边的3个支撑杆连接起来,连接杆和支撑杆通过螺钉固定,由于天线模块面积较大,所以振子压板组件分为左右两边,采用弹性元件压紧振子和隔离条,可以保证各个零件在存在加工和精度误差以及变形翘曲的情况下也能压紧各个振子和隔离条,从而对整个天线模块的焊接、装配质量也得到提高。在支撑杆的两端有通过螺钉固定的支撑座,在支撑座内部安装有耐高温磁铁,同时在夹具定位板组件的相应位置也安装有耐高温磁铁,通过磁力使振子压板组件固定在夹具定位板组件上,在装配振子压板组件时,通过振子导向板组件上的限位振子压板组件的限位方槽,使振子压板组件顺利装配到正确的位置,和夹具定位板通过磁力固定在一起,然后将振子导向板组件取走,就完成了天线模块的焊接前装配定位,随后将装配完成的天线模块连带一体化夹具一起放入热风式回流焊炉进行焊接。具体的振子压板组件结构如图6所示。
4 装配结构
经过以上的夹具各个部分的分析设计,5G 基站天线模块焊接一体化夹具的各个部分都已设计完成,具体结构如图7所示。
5 实验与结果分析
5G 基站天线模块焊接一体化夹具经过批量生产使用,装配焊接后的5G 基站天线模块各个焊点锡量均匀,一致性好,焊点周边锡珠锡渣少,使5G 基站天线模块焊接良率保持在90%以上;一体化夹具采用简单可靠的定位、夹紧方式,操作简单、方便、快捷,维护简易,对批量生产交付客户产品起到了有力的支撑。
6 结束语
本文展示了5G 基站天线模块焊接一体化夹具的设计过程,是综合运用所学知识并结合生产实际,设计完成的工装夹具。首先按要求分析产品,根据产品特点确定合理的工艺流程,然后根据实际小规模批量生产的情况,并结合现有设备品种、规模,设计出合理的适应相关要求的夹具结构,使5G 基站天线模块的焊接工作实现了一体化的焊接操作,保证了焊接的质量和生产效率,不仅较好地解决了5G 基站天线模块小批量生产的问题,也是创新地采用热风式回流焊炉配合一体化焊接夹具实现批量化生产。对于类似结构的5G 基站天线模块以及对应于后续大批量生产,甚至采用人机协作的模式需要提供的装配焊接夹具提供了有益参考。
参考文献:
[1]卜斌龙,林学进. 基站天线的质量控制探讨[J]. 电信技术,2011(12):25-27.
[2]张泽均,张新平,张宇鹏. 移动通信基站天线组件封装低温软钎焊铝用锡基钎料的研究[D]. 广州:华南理工大学,2020.
[3]杜艳伟,郭林波,王文长. 天线产品的锡焊装置及焊接头:CN209394123U [ P ]. 2019.
[4]陆金塘. 一种5G 天线焊接治具:CN213135377U[ P ]. 2021.
[5]乔安军,赖海棠,方安军. 一种八木天线焊接装置:CN213857844U [ P ]. 2021.
[6]徐琦,王浩,蔡仁树. 一种基于双目视觉的天线焊接设备:CN212286283U [ P ]. 2021.
[7]韩颖,周辉锋. 一种5G 基站天线焊接设备及其使用方法:CN113059300A [ P ]. 2021.
[8]仲济祥,马狄峰,严丰. 一种用于CT 滑环的天线焊接工装及焊接工艺:CN113275884A[ P ]. 2021.
[9]符蕊娟. 一种电子雷达天线焊接用定位装置:CN213857862U[ P ]. 2021.
[10]数字化手册编委会. 机械设计手册(新编软件版)[ M ]. 北京:化学工业出版社,2008.
[11]刘友才,肖继德. 机床夹具设计[M]. 北京:机械工业出版社,1994.
[12]卢耀堂,肖一. 高温磁铁在低压金属型铸造模具中的应用[ J ]. 铸造技术,2018(11):110-113.
作者简介:刘峰(1975-),男,大學本科,工程师,研究领域为工装夹具、非标自动化设计,已发表论文1篇。
(编辑:王智圣)