基于工业机器人的涡旋压缩机智能生产线的设计
2021-08-21苏建黄程史添升徐前屠一凡
苏建 黄程 史添升 徐前 屠一凡
摘要:为提高涡旋压缩机的生产效率和生产精度,设计了一种融合2台工业机器人、3台数控机床的智能生产线。首先,构建了包含数控机床、工业机器人、PLC、工业视觉等设备的智能生产线硬件系统;然后,提出了 PLC控制工业机器人实现高效作业的优化方法;最后,设计了两套工业机器人多功能末端工具,并对工业机器人进行示教与编程,实现动涡旋和静涡旋生产作业。实验表明,该系统平均每170 s可生产2个动涡旋和2个静涡旋,质量检测正确率高,生产效率高,符合实际生产应用。
关键词:工业机器人;涡旋压缩机;工业视觉;智能生产线
中图分类号:TP242.2 文献标志码:A
文章编号:1009-9492(2021)12-0108-04 开放科学(资源服务)标识码(OSID):
Design of Intelligent Production Line for Scroll Compressor Based on Industrial Robot
Su Jian ,Huang Cheng ,Shi Tiansheng ,Xu Qian ,Tu Yifan
(College of Mechanical and Electrical Engineering,Suzhou Vocational University, Suzhou, Jiangsu 215104, China)
Abstract: In order to improve the processing efficiency and production accuracy of scroll compressor, an intelligent production line was designed, which integrated two industrial robots and three CNC machines. Firstly, the hardware system of intelligent production line including CNC machines, industrial robots, PLC , industrial vision and other equipment was constructed. Then, the optimization method of PLC control industrial robot was proposed. Finally, two sets of multi-functional industrial robot end tools were designed, and the industrial robot was taught and programmed to realize the production of moving scroll and static scroll. The test results show that the system can produce 2 moving vortices and 2 static vortices per 170 s, with high quality detection accuracy and high production efficiency. The system is in line with the actual production application.
Key words: industrial robot; scroll compressor; industrial vision; intelligent production line
0 引言
压缩机是将低压气体提升为高压气体的一种从动的流体机械,是制冷系统的“心脏”,空调最核心的部件是压缩机,一台压缩机可以占到整台空调成本的30%~40%,制冷系统的好坏与压缩机有着最密切的关系。压缩机广泛运用于工业、农业、交通运输、医疗器械等行业,市场需求量巨大。涡旋压缩机是一种容积式压缩的压缩机,压缩部件由动涡旋和静涡旋组成,它兼具往复压缩机与旋转式压缩机的优点,具有体积小、重量轻、噪声振动低及结构简单等特点[1-2]。
当前,以数字化、网络化、智能化为发展方向的智能制造迎来了深刻变革,逐渐成为新一轮工业革命的核心驱动力。工业机器人作为智能制造中智能装备的典型代表,已在汽车、3C等行业得到广泛应用。搬运控制系统是工业机器人应用的一个重要分支,作为先进制造业中不可替代的重要裝备和手段[3]。由于人口红利渐弱,原材料成本提升,“机器换人”成为制造业转型升级、提高科技含量、增加产品附加值的必然趋势。
当前,压缩机的生产还停留在数控机床独立批量加工为主,部分产线虽实现了“一机床、一机器人”的工作站单元[4-5],但是生产与检测效率还不够高。集合加工、检测、分拣于一体的多机器人、多机床的智能生产线优化控制方案较少。本文构建了集 PLC 、工业机器人、数控机床、比对仪、压衬套机、打磨抛光机于一体的多功能、高效率的涡旋压缩机智能制造生产系统。基于工业以太网通信技术,提出了的 PLC 控制工业机器人的优化算法,设计了两套工业机器人多功能末端夹具,实现涡旋压缩机的先进制造、快速检测、高效生产。
1 系统方案设计
为了提高动、静涡旋盘生产质量和生产效率,本文设计了一套涡旋压缩机智能生产系统。
1.1 设备选型
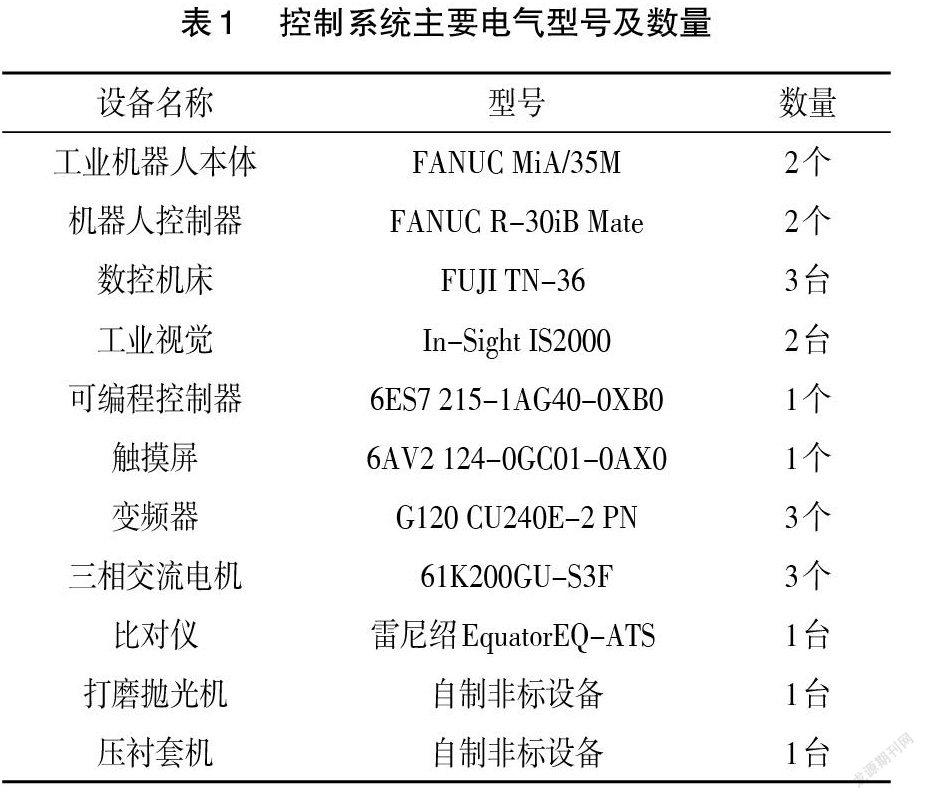
S7-1200PLC 具有一个集成的支持 MODBUS-TCP 协议的 PROFINET网口,能够将 PLC、工业机器人和视觉系统建立关联,实现数据的通信与交互[6]。本系统选用西门子 PLC、HMI 和康耐视工业视觉,与 FANUC机器人进行以太网通信。设备选型清单如表1所示。
1.2 系统布局
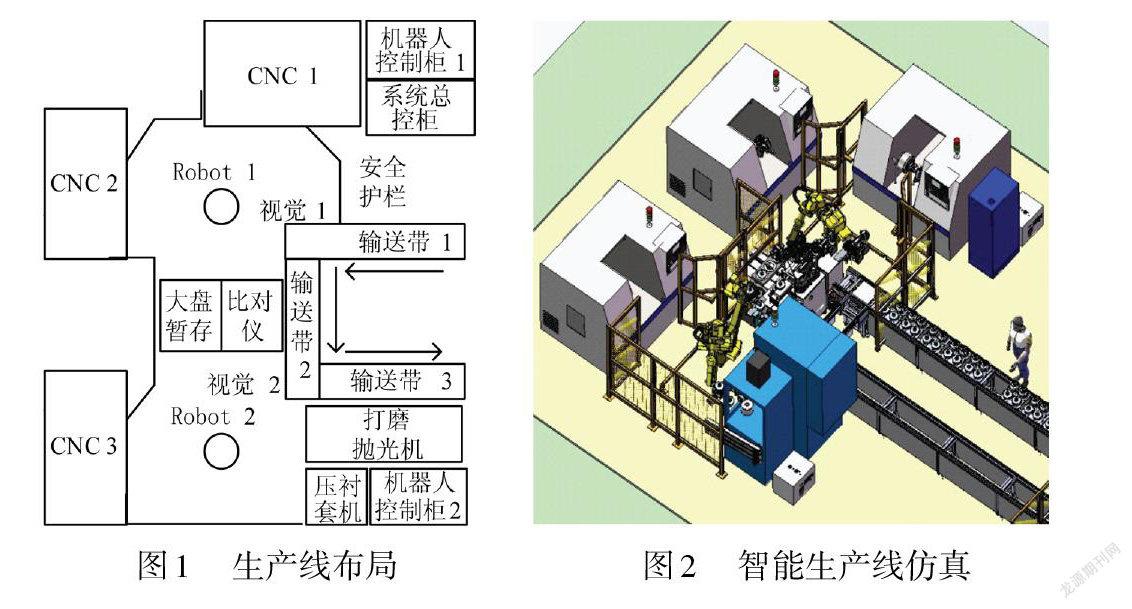
如图1~2所示,涡旋压缩机智能生产线主要由工业机器人、数控机床、物料输送带、工业视觉、比对仪、压衬套机、打磨抛光机等组成。其中工业机器人主要实现涡旋压缩式动涡旋盘(下文简称动盘)和静涡旋盘(下文简称静盘)的搬运和机床上下料;物料输送带由变频器驱动三相交流电动机控制、在关键节点位加装到位传感器(多采用接近开关)组成,完成托盘的输送;工业视觉用于检测动盘和静盘的角度、位置;比对仪测量机由比对仪、工件滑台、移送机构组成,完成在线加工尺寸测量,及加工误差反馈;数控机床主要进行大、动盘加工;压衬套机主要将轴衬套压入动盘偏心轴套内;打磨抛光机主要对动盘基准面进行精抛光。
1.3 网络构建
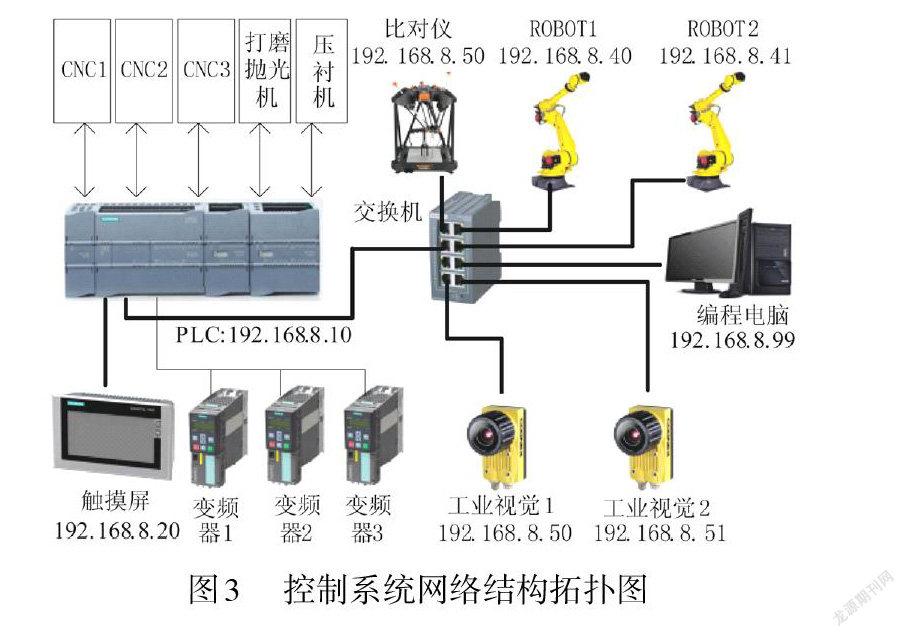
涡旋压缩机智能控制系统网络拓扑图如图3所示,其中西门子 PLC、HMI 和變频器选用西门子产品自带的PROFI-NET 通信协议,工业机器人、工业相机、比对仪通过安装相应的 GSD 文件后实现工业以太网通信。 CNC1、CNC2、CNC3、压衬机和打磨抛光机通过开关量方式进行控制。
2 视觉检测与 PLC程序设计
2.1 视觉检测
工业视觉系统是指通过工业相机把图像抓取并传送至处理单元,通过数字化处理,根据像素分布和亮度、颜色等信息,来进行尺寸、形状、颜色等的判别。孙跃军[7]、江浩[8]、于帅[9]、吴安成[10]已成功将视觉系统应用于压缩机的检测与定位。
由于原料在输送带输送过程可能存在角度或位置偏移,造成机器人物料抓取偏差,影响机床的加工精度。本系统中,在机器人抓取半成品原料前,利用工业视觉对动盘和静盘进行区分,并且正确识别位置和角度,以便机器人正确可靠抓取原料。
基于康耐视视觉及 VisionPRO软件对动盘和静盘图像进行灰度处理、二值化处理和模板匹配,获取动、静盘的X 方向像素为427.12和482.07,Y方向像素为348.50和407.84,工件偏移角度为-2.71和2.93,并将特征数据发送给 PLC ,如图4所示。
2.2 PLC与机器人通信
S7-1200PLC为本系统主控单元,实现整个生产加工流程的控制、数据交互、机器人动作的控制。其中, PLC与两台工业机器人通过以太网通信,实时发送给两台工业机器人控制字 CTR1和 CTR2,同时两台工业机器人又实时反馈给 PLC两个状态字 STA1和 STA2,实现一个 PLC控制两台工业机器人的搬运动作流程。如图5所示为 PLC 与 Robot1通信程序, Robot1的 IP 为192.168.8.40, PLC 发送给 Robot1的4个节数据存放在 DB45中, Robot1发送给 PLC 的4个节数据存放在 DB46中。PLC与 Robot2通信程序类似,不再赘述。
2.3 PLC主控程序流程
PLC程序流程如图6所示,PLC发送给两台工业机器人的控制字如表2所示。
3 工业机器人示教编程
3.1 机器人末端工具设计
Robot1末端工具为两套三指手爪和一套二指手爪,如图7所示。手爪1和手爪2配备旋转气缸,可以旋转工件,三指手爪外夹工件顶端外圆面,配气动推盘,可以为车床及比对仪上下料,手指前段为耐磨垫块结构(垫块材料12Cr ,硬度大于或等于 HRC45)。夹取工件的圆柱外侧面,该手爪配备气控单向阀保证断气手爪不松开。手爪1进行托盘上取料和机床上料,手爪2进行机床下料。手爪3为二指手爪,可以进行托盘下料。末端工具上配备有吹气装置,用于清理工件及机床卡盘。
Robot2末端工具有4种手爪,如图8所示。手爪1为三指手爪,配备气动推盘,可以为车床上料,手爪2为两指形式,为车床下料和抛磨机、比对仪、清理铁屑台上下料。手指前段的夹块为 V 型结构,夹取工件的工件的小圆柱侧面。手爪3为内撑形式的三指手爪,手指上配备尼龙垫块,内撑轴承工件内孔,且配备调压阀。手爪4为压机上下料及托盘下料手爪,该手爪配备气控单向阀保证断气手爪不松开工件不会掉落[11-12]。
3.2 机器人抓取位置的计算
例如 P0为机器视觉中心,如式(1) 所示,同时也是机器人示教基准位置,其中 X0、Y0、Z0为机器人 TCP 点(末端工具中心点)的位置数据,RX0,RY0,RZ0为机器人 TCP点的姿态数据。ΔX、ΔY为视觉检测处理后发送给 PLC的物料中心偏移位置,分别与 X0、Y0代数和即可得到机器人实际抓取物料的位置,如式(2) ~ (3) 所示;Δα为视觉检测后的物料角度数据,与 RZ0代数和即可得到机器人实际抓取物料的角度姿态,如公示4所示。通过ΔX、ΔY、Δα四个数据的代数和计算,得到当前物料实际吸持位置为 P1,如式(5)所示。
3.3 机器人关键位置示教
根据加工流程与工艺要求,Robot1共有7个静盘工件的搬运动作,需要示教11个关键位置;Robot1共有8个动盘搬运动作和2个静盘搬运动作,需要示教17个关键位置。两台机器人的搬运动作流程、控制字和示教关键位置如表2~3所示。
3.4 工业机器人程序
Robot1主程序 MAIN 如下所示,其中 GO[1]为机器人发送给 PLC的状态字 STA1,GI[1]为 PLC发送给机器人的控制字 CTR1:
4 结束语
本文构建了基于工业机器人的智能生产线控制系统,设计了两套多功能工业机器人末端夹具,利用工业视觉系统正确检测动盘和靜盘的位置,提高了机器人抓取物料的精度和机床加工精度,最后基于工业以太网通信技术实现了数据的快速交互与实现了压缩机高效生产方法。测试证明,静盘双车床单元节拍是76 s/件,动盘车床抛光压制单元节拍85 s/件,即170 s可生产2个静盘工件及2个动盘工件,实现涡旋压缩机的先进制造、快速检测、高效生产。
参考文献:
[1]谢利昌.涡旋压缩机大批量生产的几个关键技术问题[J].制造技术与机床,2000(5):35-38.
[2]田素根.涡旋压缩机技术研究进展与发展趋势[J].制冷与空调, 2021(3):72-77.
[3]姚江云.基于工业机器人的药品包装线支架搬运控制系统设计[J].工业控制计算机,2018.31(12):104-105.
[4]肖清雄.工业机器人在压缩机组装生产线中的应用[J].中国新技术新产品,2018(4):15-16.
[5]钟俊,刘辉,刘恒,等.基于工业机器人的压缩机开盖设计[J].机械,2019,46(8):42-46.
[6]周文婷.基于 MODBUS-TCP协议的视觉系统、PLC与工业机器人通信设计[J].电子世界,2020(21):132-134.
[7]孙跃军, 曹进.基于机器视觉的压缩机外观质量检测方法[J].电器,2020(7):72-76.
[8]江浩.基于机器视觉的空调压缩机壳体检测设备系统设计[J].计算机时代, 2019(4):48-51.
[9]于帅.压缩机气阀装配机器人视觉引导定位研究[D].沈阳:沈阳理工大学,2019.
[10]吴安成.机器人视觉引导系统在空调压缩机装配中的应用与实现[D].广州:广东工业大学,2018.
[11]申靖宇,谢群,李雪,等.一种用于气阀部件装配的机器人末端执行器设计[J].沈阳理工大学学报,2018,37(1):76-80.
[12]李晓刚,刘晋浩.码垛机器人多功能末端执行器的设计[J].包装工程,2011,32(7):80-84.
第一作者简介:苏建(1982-),硕士研究生,高级讲师,研究领域为工业机器人及机器视觉技术。 (编辑:刁少华)