卸料通道阀门泄漏对铀浓缩分离功率的影响研究
2021-08-20连茜雯张树丛
杨 震 连茜雯 沈 钢 张树丛
(生态环境部西北核与辐射安全监督站 兰州730020)
铀资源的合理利用关乎到核能的可持续发展,一般压水堆中采用富集铀(富集度为3%~5%),而天然铀的丰度仅为0.711%,因此需要进行铀浓缩。气体离心法是目前常用的铀浓缩方法之一,我国铀浓缩工厂已经普遍采用气体离心法来生产不同丰度的产品[1]。分离功率则是铀浓缩厂和离心机的核心指标,直接影响了铀浓缩厂的生产能力[2]。通过对分离功率影响因素的研究,可以为铀浓缩行业提供理论基础[3-5]。国内针对分离功率的影响因素已积累了一些研究基础,分析了压强分布[6]、级联漏点[7]、粉末沉积[8]等因素对其影响。本文将着重研究铀浓缩厂卸料通道阀门泄漏情况下,对分离功率的影响。
铀浓缩厂气体离心法的工作介质是UF6,三相点为0.15 MPa和63.9℃,在37.8℃时饱和蒸气压为34.45 kPa。UF6与水和烃类都能反应,极易与空气中的水蒸气反应,生成氟化铀酰,并引入HF气体杂质,对级联分离功率产生影响[8]。
铀浓缩厂卸料系统在异常工况下,可以保护离心机,能够在很短的时间内将离心级联全部区段的物料抽入卸料大罐内[9],既为离心机卸载以防损坏,也为故障处理赢得了时间[8]。但是,卸料系统有可能出现偏离真空密封的情况,例如:真空泵及其阀门有漏,真空泵运行时出现倒灌,卸料大罐、管道及法兰连接处有漏,自动卸料电动阀门通道有漏[10]。根据UF6的物理性质可知,卸料系统类似于铀浓缩精料取料工艺原理[11],也是一个冷凝收料的装置。工艺流程如图1所示:1)正常工况下,自动卸料电动阀门保持关闭,卸料大罐内处于近似抽真空状态;当铀浓缩级联系统卸料时,自动卸料电动阀门打开,物料抽入卸料大罐,防止离心机过载;2)完成卸料、铀浓缩级联系统恢复正常运行时,自动卸料电动阀门重新关闭,运行冷凝系统、局排系统、真空泵,当真空泵抽空使泵前管线抽空深度到一定程度时,打开真空泵联锁阀门,对卸料大罐进行抽空直至规定压力;3)对卸料系统抽空完成后,依次关闭真空泵联锁阀门,停运真空泵、冷凝系统和局排系统。

图1 卸料系统工艺流程图Fig.1 Technological process diagram of unloading system
根据工艺流程可知,由于卸料大罐正常工况是近似抽真空状态,当卸料大罐前、后工艺线路通道有漏,漏流均会流向卸料大罐。不同的是,卸料大罐前工艺线路通道(例如自动卸料电动阀门通道)有漏,会导致铀浓缩级联系统的UF6物料流向卸料大罐,造成物料损失,影响级联分离功效率。
1 阀门通道真空分析
考虑放射性沾污设备维修困难,铀浓缩厂一经建设、安装、正常投料,自动卸料电动阀门通常终身不会更换,除非发现有漏且影响到工厂的正常运行。卸料阀门通道安装有事故倒流保护报警仪,在离心级联卸料时,物料从级联系统流向卸料大罐。若因设备有漏导致该压差遭到破坏,气体从卸料大罐反向流至级联系统,则事故倒流保护报警仪将会在探测范围内探测到,并在超限情况下联锁关闭自动卸料电动阀门。为方便分析研究,把能够使事故倒流报警仪动作的设备泄漏称为较大的泄漏,反之称为微漏。
一般而言,较大的泄漏(能使倒流事故保护报警仪动作的)易被发现,并能得到及时解决;对于微漏(不能使倒流事故保护报警仪动作的),因不能达到仪表的检测精度或变化不明显,则很难被发现;而对于微漏出现在卸料阀门通道时,由于物料流向正常,除了影响事故倒流保护报警仪的监测数值,根本不可能使报警仪动作,更需要对其后果进行分析。随着卸料系统在役时间的增长,在缺少充分检验措施的情况下,不能排除阀门通道有漏的发生。
铀浓缩厂离心级联系统与卸料系统之间存在很多类似阀门,发生阀门通道泄漏的概率远超单个阀门通道泄漏概率。且由于卸料系统压力远小于级联系统压力,当发生微漏时,不可能发生如同离心级联系统或工艺管道有漏所产生的轻杂质上升现象,因而增加了提前发现问题的难度。
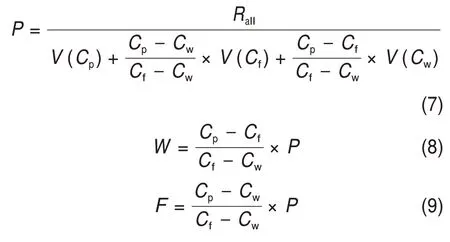
结合实际,我们把铀浓缩厂卸料系统在密闭情况下压力上升的结果归因到阀门通道有漏上,按照漏量分别为不同量级且可使卸料大罐压力缓慢上升的情形进行分析[9],假设铀浓缩厂级联系统分离功率为Rall,供料丰度Cf一般取天然铀丰度,贫料丰度Cw和精料丰度Cp是可以根据商用经济效益调节的[12]。则由离心分离理论中的基本概念介绍[3],有如下计算:
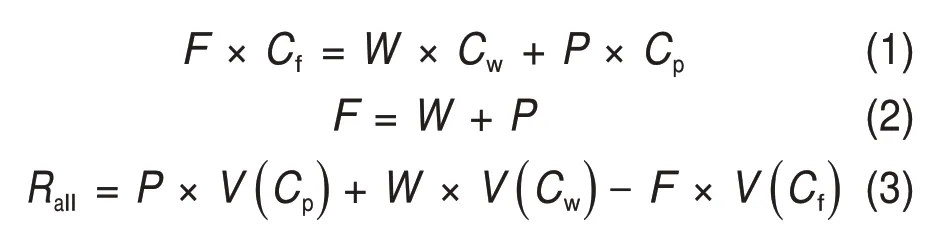
式中:F是级联总供料流量;W是级联总贫料流量;P是级联总精料流量;Cf是级联总供料丰度;Cw是级联总贫料丰度;Cp是级联总精料丰度。
其中:
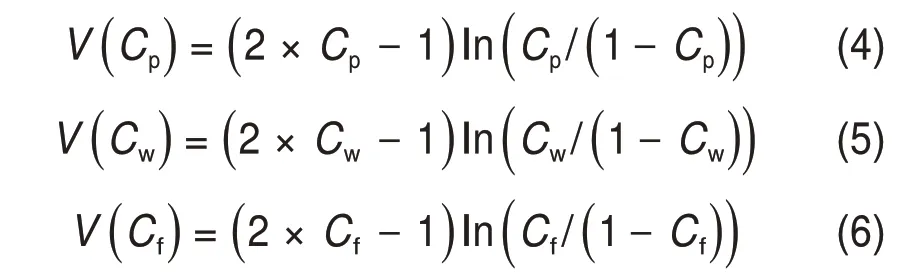
V(Cf)、V(Cw)、V(Cp)是价值函数,是级联计算的一种方式。可得:
卸料大罐总体积按V计算(不考虑工艺管线的容积)。真空度上升δP按运行的上、下限值差计算,单位为μmmHg量级[9];卸料大罐温度T,根据UF6物理性质可知,常温就足够;普适气体恒量R=8.314 J·mol-1·K-1,则由理想气体状态方程得:

其中:m是卸料大罐真空度上升需要抽入的UF6质量;因低浓铀内大部分铀核素是238U,所以按低浓铀计算的近似分子量取238 g·mol-1。若漏率越大,则一组卸料系统因阀门通道有漏导致超限用时就越短,本文为了分析漏率对级联系统的影响,实验中取了几千个点进行计算,因篇幅有限,以下只描述了漏率为v1=1.21×10-5F、v2=1.21×10-4F、v3=1.21×10-3F三种不同量级的情况,F是级联总供料流量。
2 未考虑漏率的级联计算分析
根据《核工程导论第二部分铀浓缩的主要方法介绍》,设计模拟实验离心级联如图2所示[6]。
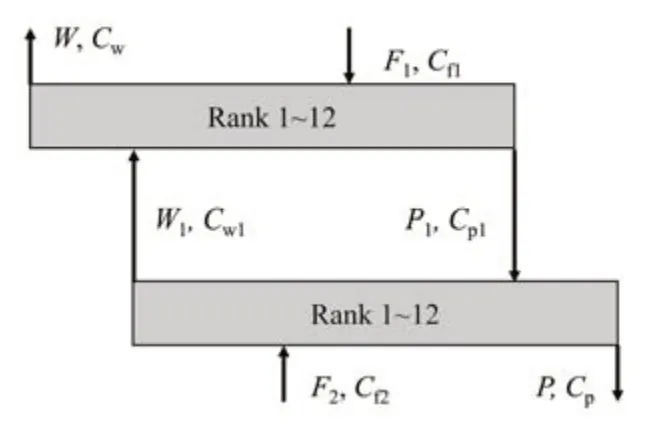
图2 离心级联层架结构图Fig.2 Structure diagram of centrifugal cascade
根据《离心法铀浓缩生产工艺中气体调节器装置的研究及应用》[13],工厂中该级联可以调节每台离心机贫料的流量,为了方便理想级联情况下的最优计算,简化通过调节器使每一层架的单级分流比都一样。为了模拟验证[14],根据《机组内压强的分布及其对分离功率的影响》§1.1.2气体离心法简介和§1.2.2影响离心机分离功率的因素,控制分流比范围为0.4~0.46,分离系数范围为1.1~1.6[6]。
在实际级联计算中,未知参数很多,需要考虑级联每一级的效率以及某一级平衡打破后对整个级联的影响,因此需要通过若干次循环模拟计算得到最优结果[14]。算法如图3所示。
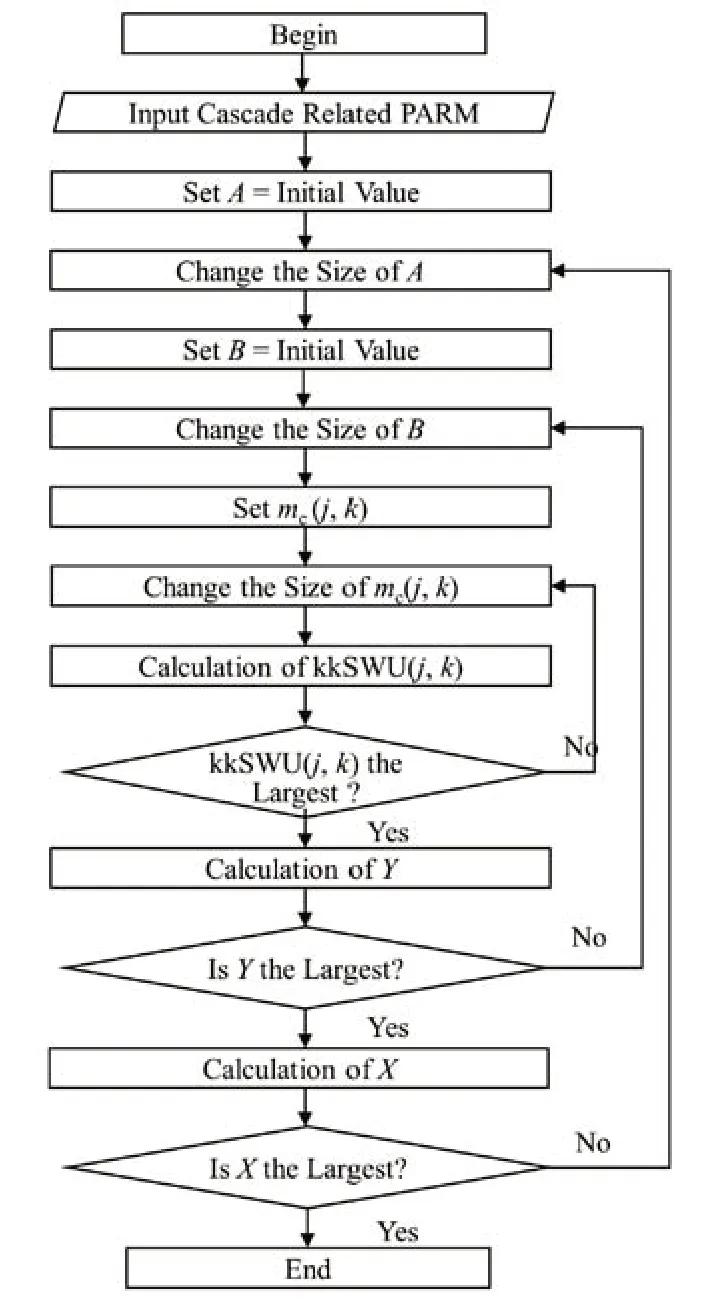
图3 离心级联计算逻辑图Fig.3 Logic diagram of centrifugal cascade calculation
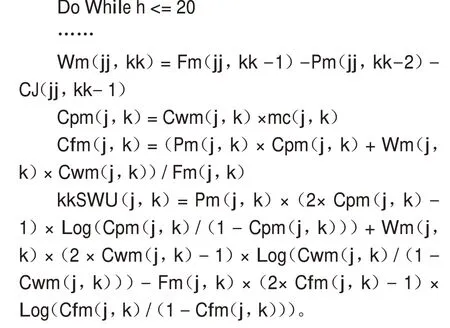
其中,计算最优的第j层第k级单机分离系数mc(j,k)∈[1.2,1.5],使单机分离功率kkSWU(j,k)最大。首次计算,mc(j,k)取一初始值1.385 4,然后逐渐改变取值。其中:Cpm(j,k)、Cwm(j,k)、Cfm(j,k)是该单机的精料丰度、贫料丰度、供料丰度。Pm(j,k)、Wm(j,k)、Fm(j,k)是该单机的精料流量、贫料流量、供料流量。CJ(jj,kk-1)为层架间料流参数,一般为0。循环20次以内,则部分代码为:
则对于理想离心级联,可通过循环迭代计算机编程模拟得到最优参数,见表1(相关物料量按金属铀计算)。
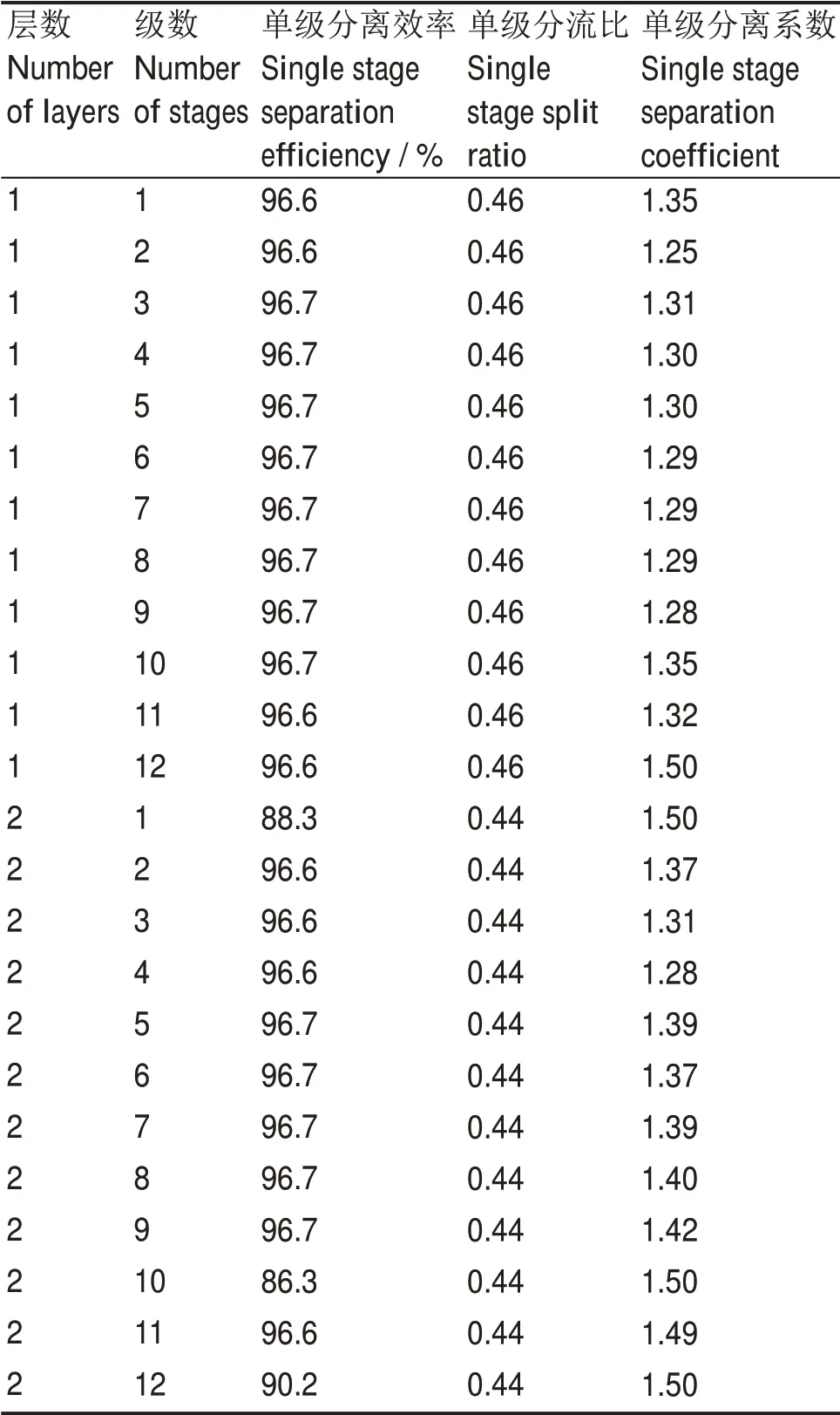
表1 离心级联计算所得最优化参数Table 1 Optimal parameters obtained by centrifugal cascade calculation
级联精料、供料、贫料、F1、F2、W1和P1流量等都可以通过计算机模拟算出。其中总的级联效率为0.957 9。
3 考虑漏率的级联计算分析
当级联存在一定漏率时,根据最优参数,只保留各级的分流比和层架间相应流量比不变,重新设计程序计算[13],如图4所示。因已知两个变量的数值,该程序迭代少了两个循环。设定漏点在第n层第m级的供料干管,则该级的计算需考虑漏率v。
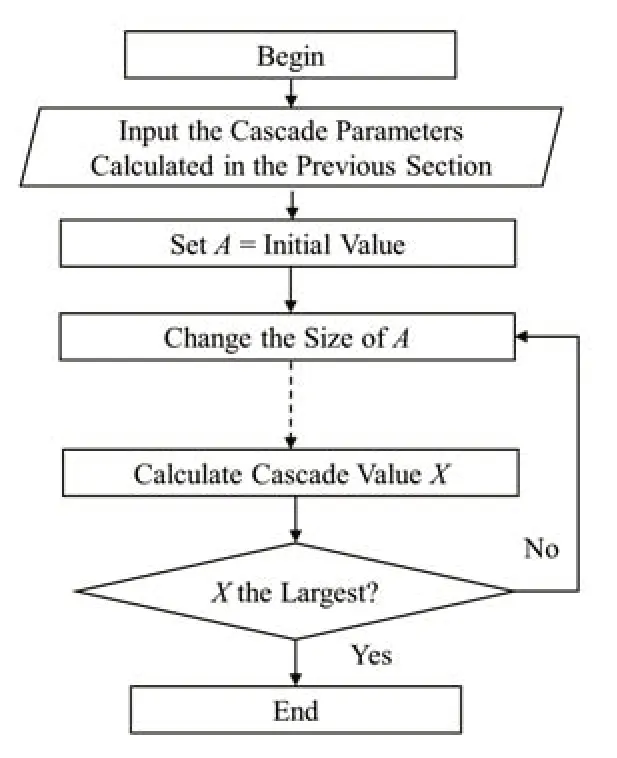
图4 考虑泄露时的离心级联计算逻辑Fig.4 Logic diagram of centrifugal cascade calculation considering leakage
其中,计算最优的第j层第k级单机分离系数mc(j,k)∈[1.2,1.5],使单机分离功率kkSWU(j,k)最大。
首次计算,mc(j,k)取一初始值1.385 4,然后逐渐改变取值。其中:Cpm(j,k)、Cwm(j,k)、Cfm(j,k)是该单机的精料丰度、贫料丰度、供料丰度。Pm(j,k)、Wm(j,k)、Fm(j,k)是该单机的精料流量、贫料流量、供料流量。CJ(jj,kk-1)为层架间料流参数,一般为0。zlh(jj,kk-1)为漏率,只有当jj=n,kk=m时为已知漏率数值v。循环20次以内,则部分代码为:
3.1 某一级漏率为v1
此时,漏率为1.21×10-5F,假设漏点在第n层第m级,维持各级分流比和分离系数不比,各W1、F1、F2流量比不变,则分离功率效率分布如表2所示。
从表2可知,若泄漏点为第1层第2级时,级联效率最小,为0.957 4。
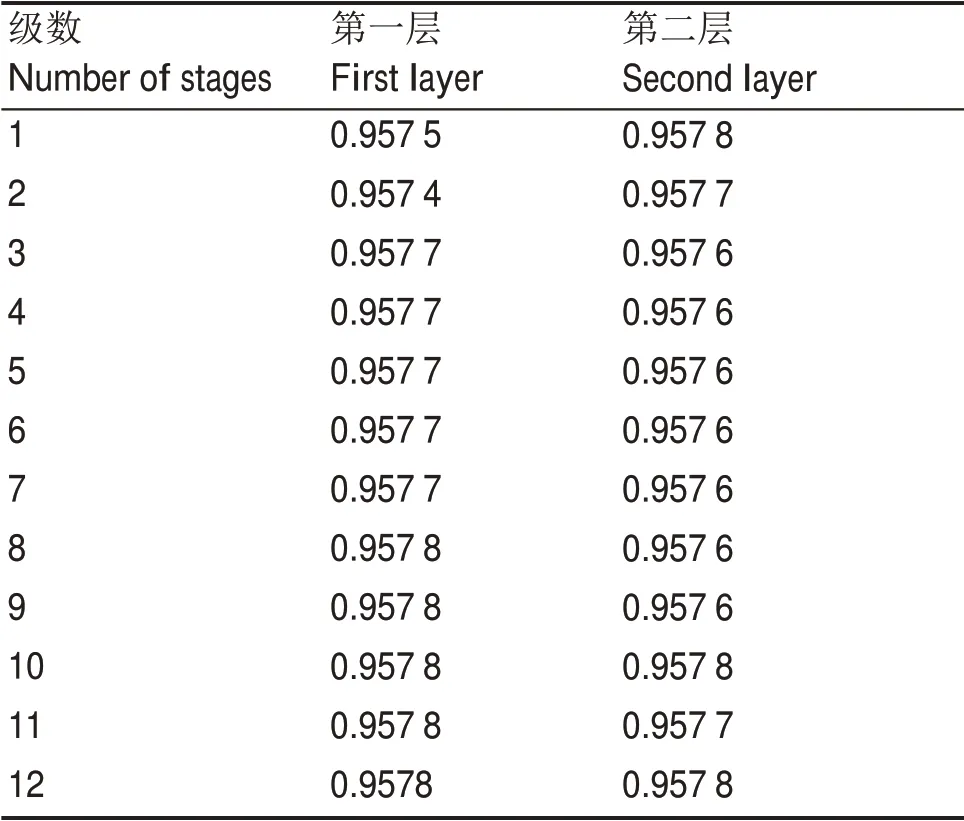
表2 漏率为v1时的效率分布Table 2 Separative power ratio distribution at leakage rate of v1
3.2 某一级漏率为v2
此时,漏率为1.21×10-4F,假设漏点在第n层第m级,维持各级分流比和分离系数不比,各W1、F1、F2流量比不变,则分离功率效率分布见表3。
从表3可知,若泄漏点为第1层第2级时,级联效率最小,为0.953 8。
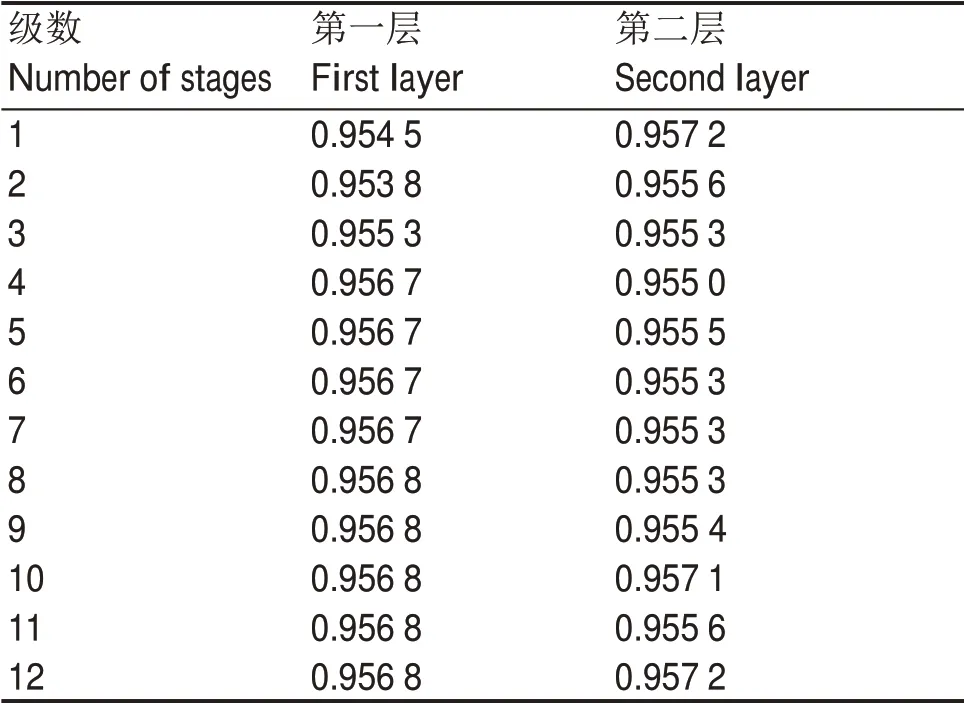
表3 漏率为v2时的效率分布Table 3 Separative power ratio distribution at leakage rate of v2
3.3 某一级漏率为v3
此外,漏率为1.21×10-3F,假设漏点在第n层第m级,维持各级分流比和分离系数不比,各W1、F1、F2流量比不变,则级联效率分布如表4所示。
从表4可知,若泄漏点为第1层第2级时,级联效率最小,为0.918 1。
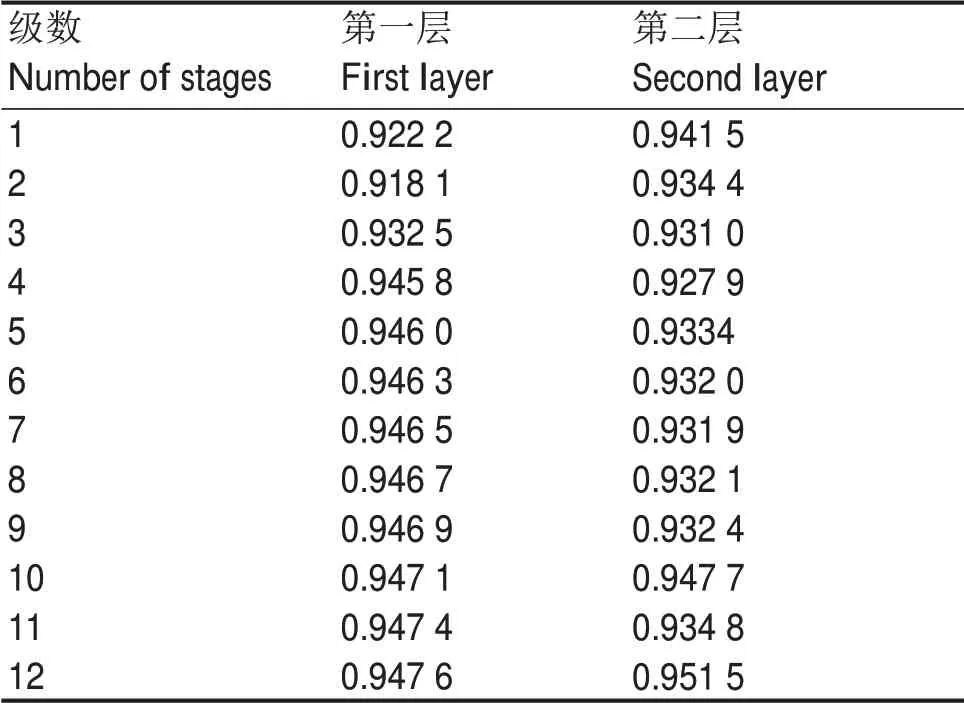
表4 漏率为v3时的效率分布Table 4 Separative power ratio distribution at leakage rate of v3
3.4 漏率与分离功率的关系
作第1层第2级的漏率与级联效率的关系曲线,如图5所示。
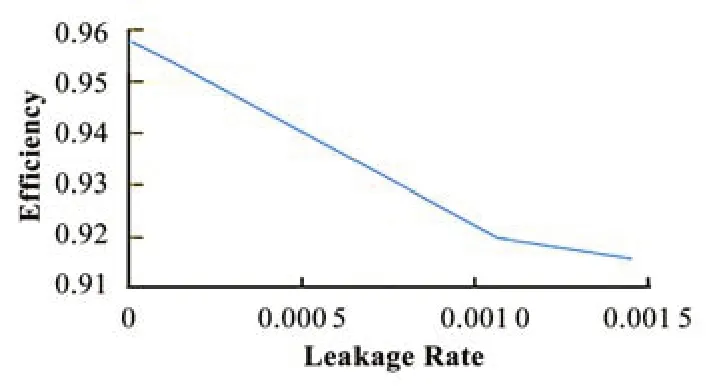
图5 第1层第2级的不同漏率下分离效率的变化Fig.5 The variation of separative efficiency with different leakage rate(layer 1,stage 2)
当漏率为1.07×10-3F,图5中出现了一个明显拐点,其分离功率效率为0.919 6。当漏率<1.07×10-3F时,级联效率随漏率的增加而呈线性下降,下降速度快,斜率为-0.043 2,拟合度为0.999 8。当漏率>1.07×10-3F时,因为我们设定了离心机固有分离系数的最小值是1.2(见表5),而此时的计算分离系数不能小于该数值,级联的计算结果将与实际不符,因此该段趋势不采纳。代入漏率为1.07×10-3F时的极值点进行计算。
表5 离心级联计算所得最优化参数Table 5 Optimal parameters obtained by centrifugal cascade calculation
从漏率为1.07×10-3F的级联计算结果可知,此时,即0.1%的物料损失,就会导致3.8%的分离功率损失,其影响不容忽视。
4 结语
根据计算,很小的泄漏率就可以对铀浓缩分离功率产生很大的影响。由于此时离心级联系统压力变化不大,轻杂质保护系统数值也不受影响,虽然通过仪器很难监测,但需要引起重视。根据工厂实际调研,当前大部分卸料系统的压力上升很快,即使出现该阀门通道有漏,工艺人员也很难排查出来。
如果卸料系统真空泵倒灌时,不仅把空气抽入系统,还可能把外界油烃或者液态水抽入系统,将在不可见的大罐内永久固定铀元素甚至形成水溶液混合物,进一步影响核临界安全。对于上百吨分离功率的铀浓缩厂,如果选取§3.1的级联系统漏率为v=1.32×10-5F,且因真空泵阀密封不严使罐内持续含有油烃、水分子等,导致全部抽入的物料可以被固定在卸料大罐内,则只需要几年即可达到几十公斤铀的量级。若仅考虑抽入物料来源于精料端机组(不考虑级联系统卸料等情况),假设其丰度为5%,则235U的质量累积可超过2 kg量级。对于低富集度铀的均一水溶液次临界限值,只考虑235U质量,结果见表6。
表6 低富集度铀的均一水溶液235U质量次临界限值(仅考虑UO2F2)[15]Table 6 Subcritical mass limit of 235U in homogeneous aqueous solution of low enrichment uranium(consider only UO2F2)[15]
因此,如果考虑铀元素通过形成固体化合物而固定在大罐内,卸料大罐内铀化合物超次临界限值的情况并非不可能。根据实际工程经验,拆卸下来的退役大罐中会累积一定量的铀化合物。因此,铀浓缩厂离心级联与卸料系统之间的阀门通道有漏,不仅严重影响离心级联的分离功率,影响其经济性,更会对核安全产生重大隐患。
综上所述,从工艺和安全角度有如下意见建议:
1)正常工况下存在物料积累的可能,阀门通道有漏会加速物料积累,而卸料大罐的密封具有不可知性,因此卸料系统应该加装临界报警仪。
2)不可在无充分理由的前提下,减少卸料大罐的并联数量。
3)主卸料系统阀门通道有漏,不易探测,但对级联效率影响很大。当漏率为1.32×10-3F时,0.1%的物料损失也会导致3.8%的分离功率损失。
4)备用卸料系统阀门通道有漏,可导致气体微量倒灌进入级联系统,产生固体粉末(氟化铀酰),降低级联效率,也减少离心机寿命。
5)频繁卸料不仅影响工艺效率,也会增加核安全风险。
6)对于已经运行的铀浓缩设施,应定期评估离心级联效率变化,及时发现工艺密封性是否超过标准,排查并处理。对于在建工程,严格设计,精心施工,保证质量,认识到每一个微不足道的设备(比如阀门)的缺陷,将有可能会对设施运行后造成严重的损失。