浅谈球墨铸铁凝固特性对铸造工艺的影响
2021-08-17孙西森
孙西森
【摘 要】在铸造缺陷中,体积缺陷(缩孔、缩松)是常见的报废原因,铁水从浇注到凝固,温度迅速降低,铁液内部发生了复杂的物理化学变化与体积变化。在凝固过程中,球墨铸铁的凝固尤为复杂,铸件液态时便会有石墨球和枝状晶析出,并且是在一个很宽的温度范围内进行,所以球墨铸铁是典型的糊状凝固特征,而糊状凝固则是导致铸件出现体积缺陷的主要原因,因此,研究球墨铸铁的凝固过程至关重要,对铸造工艺方法有重大指导意义。论文的目的是针对球墨铸铁的糊状凝固特性,探讨预防缩松、缩孔的工艺方法,以期能对提高铸件质量,减少铸造废品有所裨益。
【Abstract】In the casting defects, volume defects (shrinkage hole and loosening) are a common cause of scrap. From casting to solidification, the temperature of molten iron drops rapidly, and complex physical and chemical changes and volume changes take place inside the molten iron. In the process of solidification, solidification of ductile iron is particularly complex. Casting in liquid state will precipitate graphite spheres and dendrites, and is carried out in a wide temperature range, so ductile iron is a typical pasty solidification characteristics, and pasty solidification is the main cause of casting volume defects. Therefore, it is very important to study the solidification process of ductile iron, and it has great guiding significance to the casting technology. The purpose of this paper is to discuss the technological methods of preventing shrinkage hole and loosening according to the paste solidification characteristics of ductile iron,so as to improve casting quality and reduce casting waste.
【關键词】球墨铸铁;缩松;缩孔;糊状凝固
【Keywords】ductile iron; shrinkage loosening; shrinkage hole; paste solidification
【中图分类号】TG245 【文献标志码】A 【文章编号】1673-1069(2021)08-0168-02
1 球墨铸铁件的缩孔、缩松
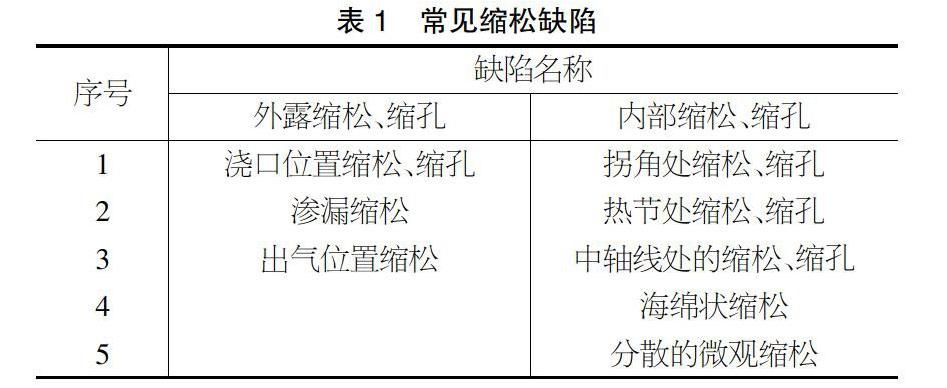
目前在球墨铸铁件生产中,常有缩松、缩孔现象,并且仅仅总结各种缩松、缩孔的缺陷种类就有近24种,缩松、缩孔会严重影响铸件的力学性能,严重时会出现断裂,造成重大损失。常见缩松缺陷如表1所示。
2 球墨铸铁的凝固
球墨铸铁和其他铸造合金一样,都要经历液态冷却和凝固时的收缩,但有一点与其他铸造合金不同。
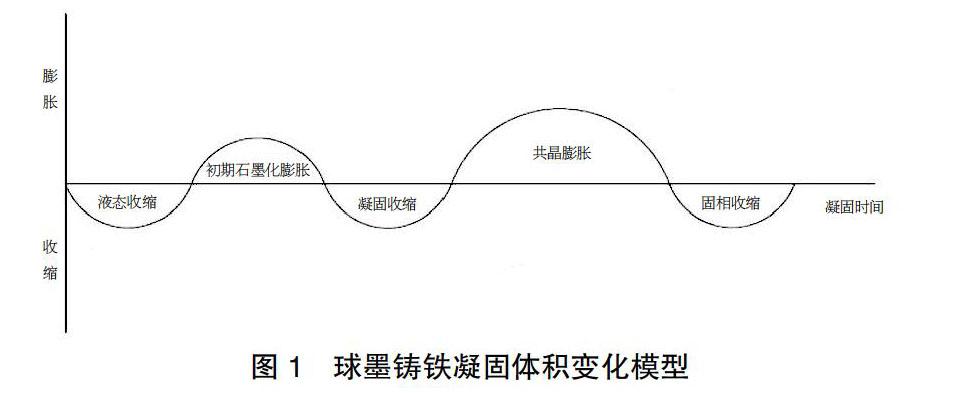
球墨铸铁还经历凝固时的一个膨胀期,具体就是3个收缩与1个膨胀。3个收缩:液态收缩,凝固收缩,固相收缩。1个膨胀:石墨化膨胀。所以球墨铸铁的凝固过程是收缩和膨胀的动态叠加结果[1]。
2.1 液态收缩
对于球铁的液态收缩,宏观表现为铁水液面的下降,微观表现就是铁合金系统内的原子动能在不断降低,原子间距不断减小导致的体积收缩,体积的收缩可由以下公式描述。
△VSL=αSL(Tt-Tt+△t)V0
式中,△VSL为体积V0在t至t+△t时间步长内的液态收缩量。
αSL为合金的液态体积收缩系数。
Tt为体积V0在t时刻的温度。
Tt+△t为体积V0在t+△t时刻的温度。
V0为体积V0的体积。
由公式可以看出,体积收缩只与合金材质和温度差有关,收缩量会因铁合金化学成分和外界条件的不同略有差异,有公式计算一般球铁的体积收缩,每温降100℃体积收缩1.5%,一般球铁液相体积收缩的温度范围,自浇注温度到结晶温度(1150℃)截止。
2.2 初期石墨化膨胀
过共晶球铁凝固过程中当温度低于石墨液相线时,将析出初生石墨球,在初生石墨球生长过程中,由于石墨与铁水直接接触,碳原子的扩散要容易得多,石墨球的长大受碳原子在铁水中的扩散速度影响,长大到一定尺寸后石墨球被奥氏体外壳包围,随后石墨球将继续长大直到共晶转变结束。
所以发生初期石墨化膨胀的条件CEX-CE0>0;CE0为共晶点CE值,CEX为球铁实际CE值。
初生碳析出量的计算G初=×100%;CX为铸铁碳含量,Cc为共晶碳含量。
碳的密度约是2.25g/cm3,每析出1%的碳,球铁的体积会膨胀2.05%~3.4%,因此,由上述公式就可以计算出初生碳析出量所导致的体积膨胀[2]。
由于过共晶球铁先析出初生石墨球,而石墨的密度小于铁水,石墨球会在长大的过程中向上漂浮,如果铸件过于厚大,冷却速度缓慢,石墨有充足的时间做漂浮运动,那么就会有非常多的石墨漂浮到近上表面,这就是过共晶的厚大铸件产生石墨漂浮的主要原因。
因此控制石墨漂浮的主要措施:①降低铸件CE值,CE值最好小于共晶点;②加快铸件冷却速度,尤其是厚大部分的冷却速度。
2.3 球铁的凝固收缩
球铁在凝固过程中会析出奥氏体和石墨,奥氏体的结晶将引起收缩,而石墨的结晶将引起膨胀,即在凝固过程中除产生收缩外还会出现膨胀,这使得球铁的凝固过程变得极为复杂,糊状凝固特征为铸造工艺设计带来了很大困难。随着铁液温度的降低,铁合金液相体积在不断收缩。从微观上,就是铁合金系统内的原子动能在不断降低,原子间距也在不断减小,凝固到结晶温度,铁原子结晶成面心立方结构,最大溶碳能力为2.11%,人们将这种无磁性固溶体称为奥氏体,奥氏体是密排的点阵结构,致密度高,因此,结晶形成奥氏体铁液要发生较大的体积收缩,且共晶液相析出奥氏体的凝固收缩一般按照3.5%计算。因此知道析出的奥氏体量,便可以计算出析出奥氏体所导致的体积收缩。
2.4 共晶膨胀
球铁在这一过程中由于石墨的大量析出,石墨球的形核长大发生膨胀,抵消形成奥氏体时的部分体积收缩,碳的密度约是2.25g/cm3,每析出1%的碳,球铁的体积会膨胀2.05%~3.4%。因此计算出析出的石墨量,便可以计算出析出石墨所造成的體积膨胀,这也是一般模流软件后台的基本逻辑算法。
2.5 球铁总体积变化量
由以上分析可以看出球铁的体积变化是收缩和膨胀的动态叠加结果。
△V=∑V液+∑V初+∑V凝+∑V共+∑V固
因此,理解了球墨铸铁凝固过程的体积变化便可以很好地指导铸造工艺设计,选取合适的碳当量和浇注温度,减少铸件的缩松、缩孔倾向。
3 措施
由上述球墨铸铁凝固体积变化模型,我们可以得出以下一些措施来指导铸件的工艺设计。
3.1 关注铁水的冶炼质量
选取合适的碳当量,一般选取4.3到4.4较合适,同时适度提高碳硅比,可以减少缩松倾向。控制铁水的合金含量与球化的残余镁量也是一个重要因素,因为合金元素可以影响奥氏体与石墨的析出。
3.2 浇注温度
由以上的分析,铸件每温降100℃,体积收缩1.5%,因此,铸件在没有冷隔或浇注不足的情况,尽可能使用较低的浇注温度,减少液态收缩,从而减小整个凝固过程的体积收缩,减少铸件缩松倾向。
3.3 铸型的刚度
铸型刚度是实现无冒口工艺的重要条件,铸件在凝固发生石墨化膨胀时,铸型如果可以抵住压力,型壁无法迁移,铸件膨胀的压力转而向内实现自补缩,从而可以实现无冒口铸造工艺,因此通过一些手段提高铸型强度也是减少铸件缩松的手段之一,如在潮模砂铸造中加耐火砖、石墨块、冷铁等都可以提高铸型刚度。当然铸件模数也是是否可以实现无冒口工艺的重要条件,一般认为铸件模数不小于2.5cm是实现无冒口工艺的条件之一。
3.4 冒口颈与内浇口的设置
由以上的分析,球墨铸铁件会发生共晶膨胀,因此,对冒口颈和内浇口的设计将产生重大影响。由于球墨铸铁共晶膨胀的存在,内浇口宜采取薄片内浇口,在铸件浇注完毕后快速凝固,这样球墨铸铁件在发生共晶膨胀时铁液不会被反挤回浇道中去,浇道横截面的长宽比一般要大于3。同时对于冒口颈来说,同样具有铸铁件在发生共晶膨胀时铁液会被反挤回去的风险,因此要严格控制冒口颈的模数,使在铸件发生共晶膨胀时冒口颈已经凝固,铸件无反补冒口的风险,同时注意不要在冒口颈处造成接触热节,造成铸件缩根风险。由于球墨铸铁的凝固特性,发现球墨铸铁的凝固远不同于铸钢和灰铸铁的顺序凝固,对铸造工艺产生了重大影响,因此深入研究球墨铸铁的凝固特性对铸造工艺的设计有重大裨益。
【参考文献】
【1】李嘉荣.球墨铸铁缩孔缩松形成及其预测的研究[D].北京:清华大学,1994.
【2】张博,明智清明,高健三.球墨铸铁(基础、理论、应用)[M].北京:机械工业出版社,1988.