超快速热处理工艺及先进装备技术的应用进展
2021-08-16石祥
石 祥
(中冶南方(武汉)热工有限公司,湖北 武汉 430223)
随着国家“新基建”战略的高速推进,高品质特殊钢需求快速提升,在汽车及机械领域大量使用的先进高强钢(AHSS),其强度已达到或超过1 500 MPa,正在向着高成型性和超高强度的第三代高强钢(如Q&P钢)发展[1]。新能源汽车、特高压领域所需的高品质硅钢,对铁损、磁感、轻量化等综合指标要求不断提升。为了适应先进钢种的生产需求,热处理工艺及装备技术发展动力强劲。
1 超快速热处理工艺
1.1 超快速热处理工艺的概念
超快速热处理工艺指快速加热、短时保温然后快速冷却的热处理工艺,其加热速率和冷却速率达几百到几千℃/s(见表1),能够使带钢在短至几秒内完成退火过程。超快速热处理的一个重要优势是可以通过高的加热及冷却速率,获得更加理想的材料微观结构和相变动力学,从而使材料机械性能更佳。

表1 退火方式参数对比
1.2 超快速热处理工艺的优势
超快速热处理工艺不仅可以大幅度缩短连续热处理机组长度、降低投资及生产成本,更重要的是为开发具有优异组织性能的新材料提供了途径。
(1)超快速退火工艺可以提高冷轧板强度和延伸率,也为新型高强钢的开发提供技术手段。
东北大学RAL研究发现,以加热速率为300℃/s对超低碳IF钢快速退火,与20℃/s相比较,晶粒尺寸由传统工艺下的(13.0±0.5)μm细化到(10.0±0.5)μm,晶粒细化可达30%。
此外,以80℃/s加热低碳含磷系TRIP钢、460℃过时效温度下,新开发高强钢种抗拉强度达到1 450 MPa,断后伸长率为18.5%,强塑积26 825 MPa·%,达到甚至超过了高碳高合金化的淬火再配分钢(Q&P),其合金成本、成形及焊接性能具有明显的优势[2]。
这一试验结果改变了传统IF钢通过添加价格昂贵的微合金元素来提高强度的思路,为开发经济型、减量化的优质冷轧钢板提供新的手段,具有重要的理论和实际应用价值。
(2)超快速退火可以提高硅钢磁感强度。
研究发现,退火过程从室温以平均120℃/s的加热速率加热到700℃,初次再结晶组织{110}晶粒数量明显增加且尺寸减小,在作为二次再结晶晶核时,有利于取向的改善,从而提高磁感[3]。
超快速退火下的硅钢能够减少贵重合金元素添加,简化工艺环节,促进理想组织和织构的形成,进一步降低铁损和提高磁感。例如,实验室条件下可使中低牌号无取向硅钢磁感值提高约0.02~0.04 T,也就是采用常规成分设计和冶炼的要求达到了高效电机用钢的磁性能要求,具有较高的经济和社会效益。
2 超快速热处理装备技术
超快速加热及冷却装备技术将对新一代连续热处理机组的设计和新型高强钢、高品质硅钢等特殊钢种的生产产生革命性影响。近年来,法孚集团(fives)-STEIN、西马克-DREVER、ANRITZ-Selas和中冶南方等公司,陆续在新一代超快速退火(Ultra Rapid Annealing,URA)装备技术方面取得突破。
2.1 快速加热装备技术
2.1.1 薄板感应加热技术(美国INDUCTOTHERM、中冶南方)
(1)感应加热工作原理
在金属工件外的线圈通某一频率的交流电流时,就会产生相同频率的交变磁通,交变磁通又在金属工件中产生感应电势,从而产生感应电流,产生热量,实现对工件的加热。感应加热根据频率可分为:工频(300~1 000 Hz)、中频(1~20 kHz)、超音频(20~40 kHz)、高频(40~200 kHz)。
感应加热技术分为横磁方式和纵磁方式两种技术(见图1)。

图1 感应加热横磁及纵磁原理示意图
纵磁方式其磁通方向平行于钢板,而涡流方向垂直于钢板。横磁感应加热装置包括对称放置在金属带材两侧的两组线圈,线圈中同相的交变电流产生垂直于工件表面的交变磁通(横向磁通),感应出的涡流平行于板材表面[4]。
(2)感应加热技术优势
①拥有比传统加热技术快10倍的加热速率(可达100~800℃/s);
②感应电流直接作用被加热金属,没有燃气加热或电辐射加热过程对流和传导过程热损失,带钢用感应器的电效率为75%~85%;
③带钢温度控制精度高(可达±5℃),温度均匀性小于±3%;
④不产生燃烧烟气,无污染物排放,不影响炉内气氛,可以实现清洁加热;
⑤更重要的是,感应装备技术为开发具有优异组织性能的新材料提供了技术支撑,比如第三代超高强钢Q&P钢的生产、汽车板锌层合金化(GA)、HI-B取向硅钢的生产等都需通过感应加热技术获得优良的综合性能。
2.1.2 直接电阻加热技术
直接电阻加热技术可实现很高的加热速率和能力,如东北大学骆宗安等[5]的研究使金属加热速率达到5 000℃/s。但该技术如应用在连续运行的钢带加热时,钢带和电极辊之间易产生电火花,不适合H2等还原性气氛工况。
2.1.3 直燃加热技术(ANDRITZ-SELAS)
近年来由于无氧化直接燃烧及控制技术的发展,加上热惯性小、加热速率比辐射管炉快、热效率高等因素,直燃炉重新得到重视。特别是部分高强钢冷轧板的生产,通过直燃炉可以实现预氧化-再还原工艺,提高带钢表面质量、减少涂镀缺陷。
(1)预氧化-直燃技术原理
在高强钢退火过程中,为了避免合金元素氧化引起涂镀缺陷,通过空燃比控制直燃炉内燃烧产物中的水蒸气、CO含量,实现Si、Mn、Al预氧化(也叫内氧化),再通过退火炉高温段气氛控制(H2)将其还原,使还原铁基将合金元素“包裹”,消除合金元素对涂镀的影响。具体反应过程如下:

式中,MeO为金属氧化物。
(2)预氧化-直燃技术优势
①直燃加热方式热效率高,炉子长度较辐射管间接加热方式大幅减少,一次投资少,而且生产能耗低;
②加热速率快,可达50℃/s(1 mm厚带钢),快速加热使晶粒更加细化,产品机械性能更好,特别适合低合金高强钢生产;
③烧嘴垂直带钢均匀布置,灵活分区布置,可根据带钢宽度适时关闭边部烧嘴,带钢温度均匀性好,而且烧嘴火焰成圆盘形紧贴炉墙,火焰不接触带钢从而保证其表面清洁(见图2);

图2 直燃炉辐射杯烧嘴结构及烧嘴布置示意图
④通过精确的空燃比控制调整炉内气氛,满足高强钢预氧化工艺要求,省去了辐射管间接加热方式单独配置的炉内气氛控制系统,该型直燃炉是燃烧技术与气氛控制技术的综合应用。
2.2 超快速冷却典型装备技术
现代高强钢(DP双相钢、TRIP钢、MART马氏体钢等)的生产有两种途径,一种是添加合金元素方式,另一种是通过超快速冷却方式(见图3)。生产和实验结果表明,通过提高冷却速率,在添加少量合金元素的情况下就可以生产出双相钢、马氏体钢等相变高强钢,不仅节约生产成本,而且还可以提高钢板的焊接性能[6]。
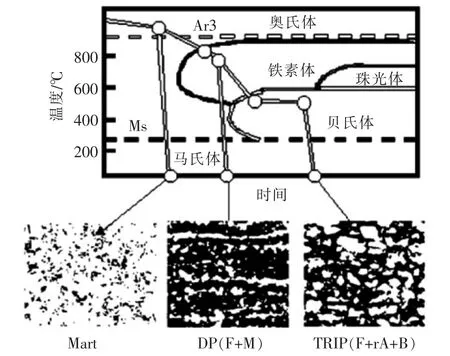
图3 典型高强钢退火工艺冷却曲线及金相组织图
2.2.1 辊冷技术RQ(日本NKK)
辊冷技术是指高温带钢直接接触水冷辊,通过热传导冷却高温带钢,通过带钢与水冷辊的包角调节冷却速率(见图4)。
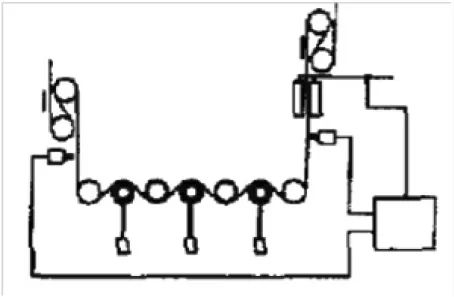
图4 典型的辊冷系统原理示意图
(1)辊冷技术优势及特点[5]
①冷却速率高,可以达到200~400℃/s;
②较水淬或喷雾冷却,同档次大冷却速率下可以避免与氧化物(H2O)接触,无需后续酸洗处理。
(2)存在不足
①带钢宽度方向冷却均匀性难以控制,容易产生板型缺陷;
②带钢因冷却过程收缩导致与水冷辊接触部分产生相对滑动,对带钢表面质量及水冷辊寿命产生影响。
因此,辊冷技术一般与气冷技术在同一机组混合使用。
2.2.2 气雾冷却技术(中冶南方、Fives Stein)
气-雾冷却技术是一项借助压缩空气(或氮气,Fives Stein)的辅助与特殊的雾化结构设计,让水雾化成极微小的液滴,喷淋到高温带钢表面,通过气体或者液体的流动带走热量的技术(见图5)。为了适用镀锌工艺,中冶南方公司还在雾化结构后增设一套带高压静电的电极网,使喷出的雾滴带静电,为锌层合金化过程的凝固提供大量凝结核,从而提高冷却速率、改善镀锌层表面质量。

图5 气雾冷却原理示意图
(1)气雾冷却技术优点
①冷却能力大、冷却速率调节范围较大,可达50~400℃/s;
②与辊冷及水淬冷却方式相比,有较准确的温度控制能力;
③与喷气冷却方式相比,带钢稳定性好,不需要设置张力辊、稳定辊。
(2)存在不足
因水雾与带钢高温氧化,后续必须进行酸洗处理,机组需专门配置酸洗设备。
2.2.3 高速喷射冷却技术BlowstabⅡ(比利时CMI)
BlowstabⅡ技术是一种HNx保护气循环高速喷射冷却技术,其喷嘴形状特殊设计,喷嘴到带钢距离可精确调整(见图6),以此获得更高的喷射速度和压力,大大提高HNx与带钢的传热系数及冷却速率(可达100~150℃/s)。

图6 Blowstab风箱结构示意图
2.2.4 超高氢冷却技术AERIS(法国Fives Stein)
AERIS技术是在特殊设计的风箱及喷嘴基础上,提高循环气体HNx中H2的含量至90%,因H2导热系数是N2的7倍,故此方式较常规5%~15% H2含量下的喷气冷却,其冷却速率大幅提高,可达200℃/s(1 mm厚带钢)。
2.2.5 高氢窄缝喷射冷却技术(中冶南方)
该技术通过特殊设计的窄缝式喷嘴,使喷射到带钢的气流稳定并且吸热后的气流快速离开带钢表面,而且通过密封装置将冷却段H2含量提高到25%(其它炉段5%,见图7),进一步提高对流传热系数,冷却速率可达120℃/s(1 mm厚带钢),可生产DP980、TRIP980高强钢。同时设计有边部控制装置,带钢温度横向均匀。

图7 H2含量分布图
2.2.6 戊烷超干冷却技术(比利时CMI)
超干冷却工作原理是向带钢喷射液态中性介质(C5H12),该介质在36℃时发生相变(汽化潜热为343 kJ/kg),相变过程吸收大量热,之后被吸入蒸汽压缩机和液体泵增压液化,以此循环达到冷却带钢的目的[7](见图8)。
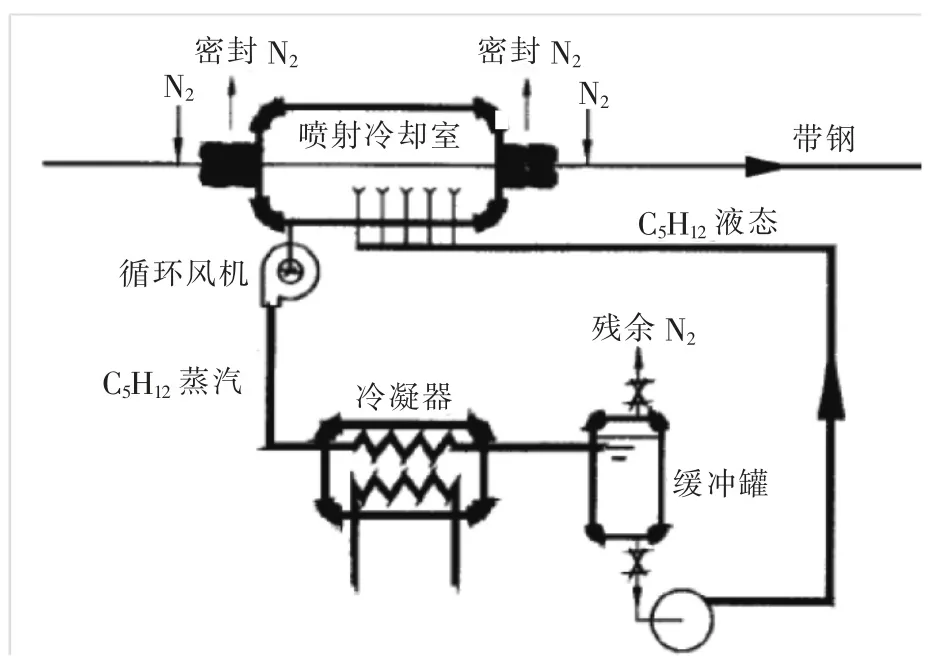
图8 戊烷介质冷却流程示意图
优点:
(1)冷却速率高达200~600℃/s(1 mm厚带钢),可获得较单一的马氏体组织,生产1 000 MPa以上的高强钢;
(2)设备紧凑仅占常规设备1/3的空间;
(3)气体流速低,设备功率小(电力消耗为常规设备1/10);
(4)整个过程干燥冷却,不需要酸洗、烘干等设备。
综上,冷却装备技术是带钢热处理性能实现的关键之一,因此各热处理技术供应商均对冷却装备技术的开发高度重视。若干代表性先进技术对比见表2。

表2 几种代表性冷却技术对比
3 智能化技术
智能化技术“三大法宝”包括:自我感知(先进传感技术、物联网)、智能分析与决策(云计算、智能控制)、自学习和自适应(大数据预测、诊断和优化)。
西马克研发的I-Furnace模型是智能化工业炉的工艺和生产优化模型。它集成了在线机械性能(强度)测量系统、生产优化数学/物理模型和其研发的退火结构模型(材料性能预测)三个系统,在一定程度上实现了工业炉整体智能化。该模型可以实现整卷材料性能的均匀化,并根据退火和冷却温度及处理曲线对产品的材料性能(如抗拉强度)进行预测;还可以使炉温更精确地控制在满足工艺要求下限,从而节约能耗;并通过合理的生产计划和生产过渡,使产能增加15%[8]。
4 结语及展望
为了响应国家“新基建”战略推进所需的大量先进高强钢、高品质硅钢等生产需求,工业炉的设计及技术开发应该准确定位,在如下几方面加快发展步伐:
(1)大力发展推广感应加热技术、直燃炉技术等快速加热技术,同时在传统间接加热技术领域进一步深耕细作,发展薄壁辐射管(P型、双P型)技术、自蓄热烧嘴技术;
(2)进一步开发超快速冷却技术,在喷嘴结构方面进一步优化,提高喷射速率、稳定性、对流传热系数;同时探索开发新型冷却介质(如戊烷)的冷却技术;
(3)加强炉内气氛控制模型方面的综合技术开发,实现H2、H2O等各种气氛比例的精确控制和安全管理;
(4)“智能化”概念成为各行业热点,热工领域的智能化技术发展方向应该立足专业本身,定位在热工模型决策系统和优化控制系统两个层级以及加热(燃烧)、冷却、气氛控制三个方面的自我开发。
综上,通过多种专业技术装备的开发和综合应用,提高用户产品的品质及生产率,同时注重节能减排、环境友好,进而实现钢铁行业的可持续发展。
