冬奥会高山滑雪耐候钢焊接工艺应用
2021-08-07王晓科张海礁张明启
蒋 周 胡 毅 王晓科 张海礁 张明启
(中冶(上海)钢结构科技有限公司,上海 200941)
1 工程概况
国家高山滑雪中心项目位于延庆区张山营镇小海坨山地区,海拔最高2 000 m。赛区海拔高程1 045 m以上为严寒区域,以下为寒冷地区,局部降水丰富,夏季有“海坨飞雨”冬季有“海坨戴雪”奇观。气候四季分明,夏季多雨,冬季高寒,室外均采用Q355NHD耐候钢作为主要结构用钢。主要分为6个子项:山顶出发区、造雪泵房PS2000/PS3000、中间平台、集散广场、竞速结束区、索道A1A2中站。结构形式:钢框架结构。钢柱主要截面形式为箱型柱,山顶出发区部分十字柱,规格BOX500~BOX800截面厚度为PL20~PL50不等,钢梁主要为焊制500~800截面宽度BH,板厚PL20~PL60不等。高山滑雪鸟瞰图见图1。
2 高山滑雪焊缝等级以及典型节点
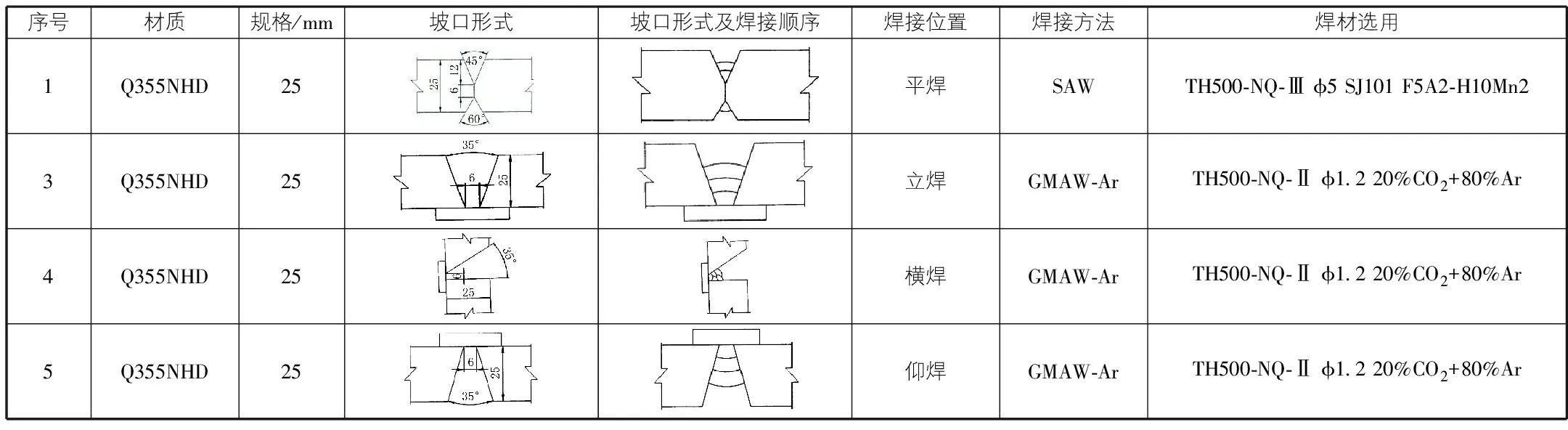
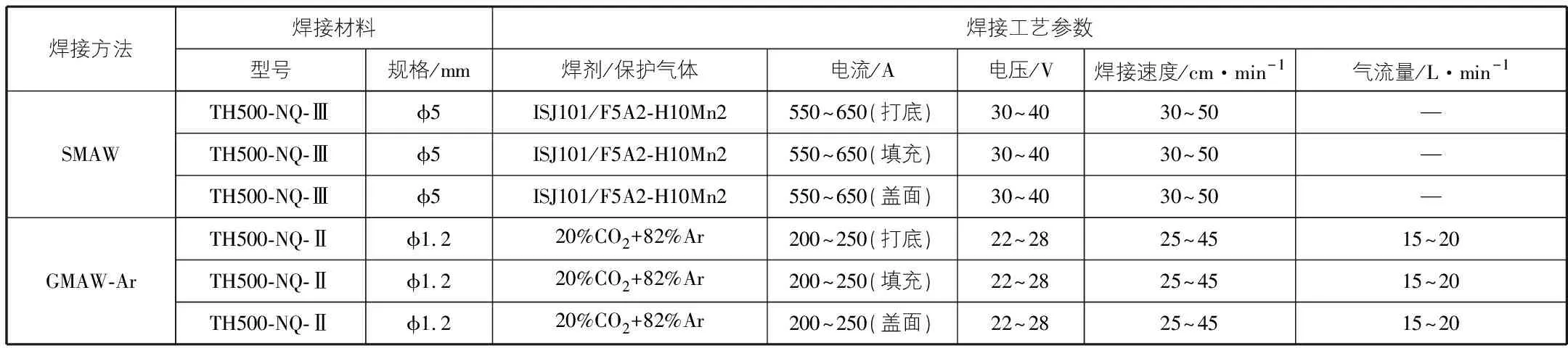
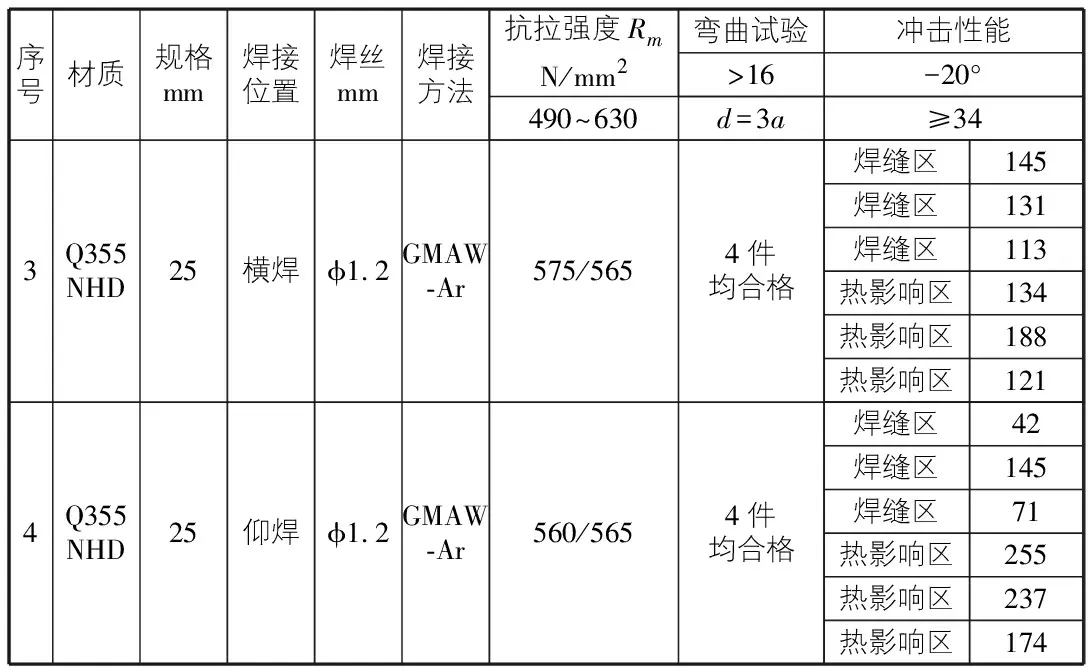
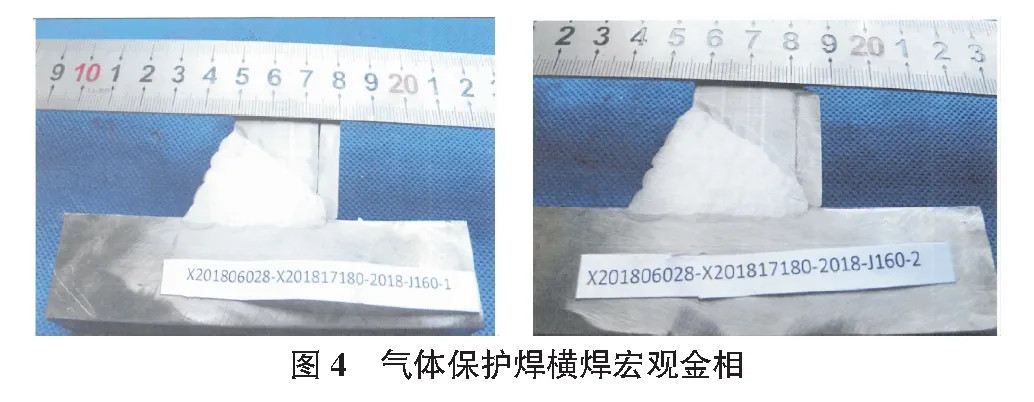
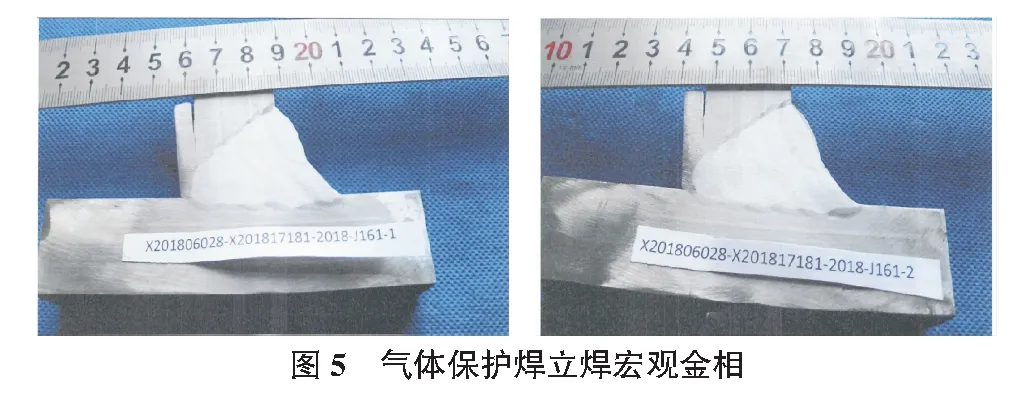
本工程钢结构所用材料有室外结构均用Q355NHD碳素钢,其施焊板厚规格为10 mm~80 mm。其中板厚t≤30 mm的,焊接难度等级为A(易);板厚30 mm 1)BH主体焊缝(工厂),对接焊缝(现场); 2)BOX箱型柱主体焊缝(工厂),钢柱之间的对接(现场); 3)十字柱主体焊缝(工厂),钢柱对接铰接形式(现场); 4)其他焊缝形式。 根据本工程中母材性能、结构的接头形式、焊接的施焊位置等技术要求及本公司的装备条件,针对 Q355NHD材质钢板,采用半自动实心焊丝富氩+二氧化碳气体保护焊(GMAW-Ar),埋伏焊。具体焊接方法坡口形式及其相应的焊接焊材选用见表1。 表1 焊接方式坡口形式及对应焊材选用 焊接工艺试验依据GB 50661—2011钢结构焊接规范进行。 1)焊接工艺参数见表2。 2)焊接顺序。 箱型钢柱分段对称施焊,两人在对称位置同时施焊。十字柱腹板和翼缘板不同时焊接,翼缘板焊接时,两人对称同时焊接,如图2所示。 3)焊接过程控制。 对接、T型对接、角接焊缝,应在焊缝始、终端安装焊接引熄弧板。引熄弧板坡口应与主焊缝坡口吻合,也可用碳弧气刨刨出坡口。 焊前清理待焊金属表面无油污锈迹,坡口及两侧打磨,道间清理,层间清除熔渣,飞溅,毛刺,背部清根。 表2 焊接工艺参数 4)焊前预热。 焊接前,对于板厚不小于20 mm的钢板或工艺有预热要求的节点部位应严格按照要求进行预热,预热温度选择以接头部位最厚板厚为准,板厚与最低预热温度见表3。 表3 预热温度 5)焊接层温控制。 采取相应的预热温度及层间温度控制措施,实施多层多道焊,每焊完一道焊缝后及时清理焊渣及表面飞溅物,发现影响焊接质量的缺陷时,应清除后方可再焊。 在连续焊接过程中应控制焊接区母材温度,使层间温度的上、下限符合工艺条件要求。 遇有中断施焊的特殊情况,应采取后热保温措施,再次焊接时,重新预热且应高于初始预热温度。 焊接完成后缓冷。 1)焊接完成,经焊缝外观检测以及无损探伤检测合格,其力学性能测试见表4。 2)经过切面宏观金相观测,未发现夹杂,宏观裂纹等,如图3~图6所示。 表4 试验性能测试 续表 力学性能测试Q355NHD焊缝区域抗拉强度为555 MPa~575 MPa之间,冲击性能为69~255之间,弯曲试验均合格,均高于母材标准下限值,满足设计要求。采用冷酸侵蚀法对试样焊缝区域进行宏观金相检验,结果表明焊缝金属和热影响区无裂纹,夹杂,未熔合等缺陷,满足设计要求。 冬奥高山滑雪项目钢结构工程耐候钢第一次大批量用于冬奥建筑结构,提供了高寒多雨结构解决方案,相信将来会在更多复杂环境中普及应用。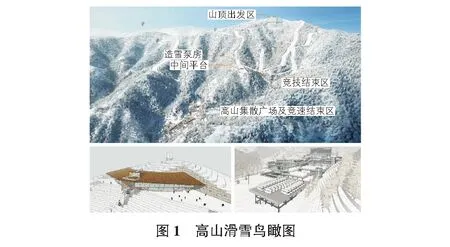
3 材料选用及焊接方法
4 焊接工艺


5 性能测试


6 结语