“二级好氧+MBR+混凝+过滤”处理食品废水工程案例
2021-08-07李姣洋任相浩
李姣洋,任相浩
(北京建筑大学 环境与能源工程学院,北京 100044)
1 引言
食品工业快速发展,食品废水却成为水体污染的一大来源。食品废水具有成分含量复杂、有机物浓度高、氨氮浓度高等特点。食品生产过程中含有蛋白质、糖类、脂肪等原材料,经过洗涤、浸泡、酿造、生产设备清洗等,会产生高浓度有机废水,若直接排放对环境容量产生影响,造成环境污染,破坏水体平衡,致使水体净化能力下降[1~3]。我国食品工业废水污染浓度高并逐年增长[4~6],随着水体污染日益加剧、国家水体排放标准不断提升,高浓度有机物、高浓度氨氮废水处理成为日益凸显的难题。
本工程案例废水来源某食品公司,该公司主要生产食品调料,产生的废水水质不稳定,有机物浓度高。针对本工程采用“二级好氧+MBR+混凝沉淀+过滤”进行废水处理。
2 废水水质
某食品生产企业日处理食品废水300 m3/d,其中含有高浓度有机物及氨氮等污染物,结合近年来出水水质统计如表1所示,COD和BOD5进水浓度分别为993 mg/L和361 mg/L, NH3-N进水浓度为31.50 mg/L,固体悬浮颗粒物进水浓度为78.25 mg/L,进水pH值平均为6.51。

表1 原水和出水水质以及设计出水标准
3 工艺介绍
3.1 工艺流程
图1为某食品公司废水处理工艺流程图。废水进入格栅分离其中固体废弃物,经调节池1、滚动筛进入主生化处理工艺“二级好氧+MBR”组合工艺。MBR使用KMS浸渍型膜进行泥水分离,工艺占地面积小,能有效去除高负荷难降解有机物,可替代传统工艺中的二沉池,保证出水水质稳定。为进一步深度处理废水,后续增加了“混凝沉淀+石英过滤+活性炭过滤”处理工艺。MBR出水通过调节池2依次进入反应池、中和池、絮凝池。在反应池中加入聚合氯化铝(PAC)进行反应,中和池中加入NaOH调节pH值后,絮凝池中加入聚丙烯酰胺(PAM)进行絮凝。絮凝的处理水进入沉淀池1后进行固液分离,上清液进入氧化池2。氧化池2中加入次氯酸钠(NaClO)进行氧化反应。氧化后的处理水经过调节池2进入石英砂和活性炭过滤系统进行过滤,最终达标排放。
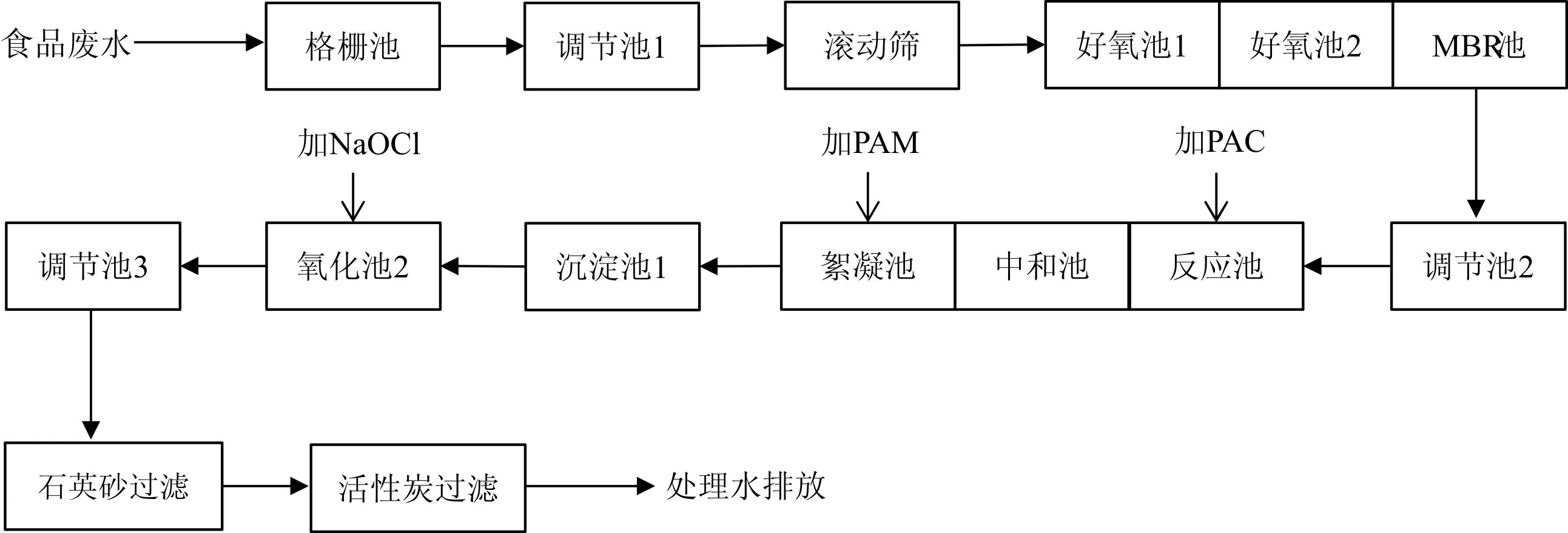
图1 废水处理工艺流程
3.2 构筑物
各构筑物尺寸参数见表2,其中各构筑物运行配置如下:
(1)格栅池总容积为2.52 m3。格栅间距为10 mm,可去除废水中固体废弃物。
(2)调节池1、调节池2、调节池3总容积分别为173.25 m3、91.2 m3、34.32 m3,有效容积分别为54.45 m3、87.5 m3、25 m3,其中均配置流量调节泵两台(一备一用),每台功率为3.7 kW。
(3)滚动筛孔径为0.5 μm,设计流量为20 m3/h,配置0.6 kW冲洗电机和0.4 kW旋转电机。
(4)好氧池1总容积为166.5 m3,有效容积为137.36 m3;好氧池2总容积为169.5 m3,有效容积为139.84 m3。好氧池1与好氧池2中DO浓度均控制在3 mg/L左右。
(5)MBR池总容积为136.8 m3,有效容积为112.86 m3。MBR反应器选用浸渍型中空丝膜,膜日处理水量为50 m3。膜材质为PE(聚乙烯),孔径小于0.4 μm,延伸率17%以下,分离膜膜面积为200.7 m3,共设计6组膜,总面积达到1204 m2。
(6)反应池、中和池、絮凝池总容积均为7.70 m3,有效容积均为6.2 m3。在反应池中投加100 mL/min的PAC药剂(200 kg PAC药剂加入2 t水配制),在絮凝池中投加500 mL/min的PAM药剂(2 kg PAM药剂加入2 t水配制)。中和池的废水pH值基本稳定在7.3左右,可以不加NaOH。三个池中均配置2.2 kW搅拌机一台,在投加药物后进行充分搅拌。
(7)沉淀池1有效水深3.5 m,其中配备刮泥机,及时有效清除淤泥。
(8)氧化池总容积为7.70 m3,有效容积为6.2 m3,水利停留时间为15 min。在池中投加次氯酸钠(NaClO)进行氧化消毒,而且配备2.2 kW搅拌机进行均匀搅拌。
(9)石英砂过滤和活性炭过滤总容积均为3.2 m3,有效积均为1.67 m3,其中石英砂过滤设计去除效率达到40%以上。

表2 主要构筑物参数
4 运行效果
某食品公司进出水水质如表3所示,COD和BOD5出水浓度分别为9.92 mg/L和3.25 mg/L,NH3-N出水浓度为0.25 mg/L,固体悬浮颗粒物出水浓度为6.83 mg/L,出水pH值平均维持在7.34。食品废水经过格栅池、调节池后进入“二级好氧+MBR”,为了长期稳定满足国家《城镇污水处理厂污染物排放标准》(GB 18918-2002)一级A标准,并且考虑到当地政府将来对于COD排放浓度的提标,而满足国家《地表水环境质量标准》(GB 3838-2002)Ⅳ类标准的可能性,后增加深度处理“混凝沉淀+过滤”工艺。经过全流程工艺处理后出水COD平均去除率为99%,NH3-N平均去除率为99.21%,保证了COD和NH3-N稳定满足国家《地表水环境质量标准》(GB 3838-2002)Ⅳ类标准。

表3 原水和出水水质以及设计出水标准
5 经济分析
某食品公司工程总投资约为616.48万元。运行费用主要包含:电费、人工费、药剂费、折旧维修费等。其中,电费约为5.6元/m3(装机总容量160 kW,使用功率为80 kW,工艺耗电量7.6 kW·h/m3);人工费约为3.6元/m3,药剂费约为1.6元/m3(主要用于工程中投加混凝剂(PAC、PAM)、氧化剂(NaClO)、pH调节剂(NaOH)等);工艺设备折旧与维修费用约为11.05元/m3。综合计算运行成本约为21.85元/m3。
6 结论
某食品公司废水经过“二级好氧+MBR+混凝沉淀+过滤”工艺处理后,废水COD、NH3-N去除率分别为99%和99.21%,有效去除了有机物和氨氮,而且此两项水质指标同时满足国家《城镇污水处理厂污染物排放标准》(GB 18918-2002)一级A标准和国家《地表水环境质量标准》(GB 3838-2002)Ⅳ类标准。本工程总投资额约为616.48万元,运行成本约为21.85元/m3。本工程可对于高浓度有机食品废水处理工艺提供借鉴。
