倒角卡尺校准方法的研究
2021-08-06于佃清
于佃清
(辽宁省计量科学研究院,辽宁 沈阳 110004)
0 引言
倒角卡尺是一种使用尺身测量杆测量倒角尺寸的测量仪器,其广泛应用于装备制造、机械加工、航空航天等领域。倒角卡尺主要用于测量机械加工中工件外角的倒角尺寸。按读数形式可分为游标式倒角卡尺和数显式倒角卡尺。目前,倒角卡尺没有国家检定规程或者校准规范,为了规范倒角卡尺的量值溯源方法,保证其量值准确可靠,开展倒角卡尺校准方法的研究具有重要意义[1]。基于GB/T 6403.4-2008《零件倒圆与倒角》的要求,并结合JJG30-2012《通用卡尺》的技术要求和检定方法,本文开展倒角卡尺的校准方法研究。
1 校准项目和计量特性
1.1 两测量基准面的夹角
倒角卡尺两测量基准面的夹角一般为90°±5′。
1.2 漂移
数显式倒角卡尺的示值漂移在30min内一般不超过1个分辨力。
1.3 示值误差
倒角卡尺的示值最大允许误差见表1。
1.4 示值变动性
数显式倒角卡尺的示值变动性见表1。

表1 倒角卡尺示值最大允许误差和示值变动性
2 校准用标准器的选择
校准用计量标准器需经过计量技术机构检定或者校准,且在有效期内。校准用标准器如表2所示,允许使用其他满足不确定度要求的标准器进行校准。
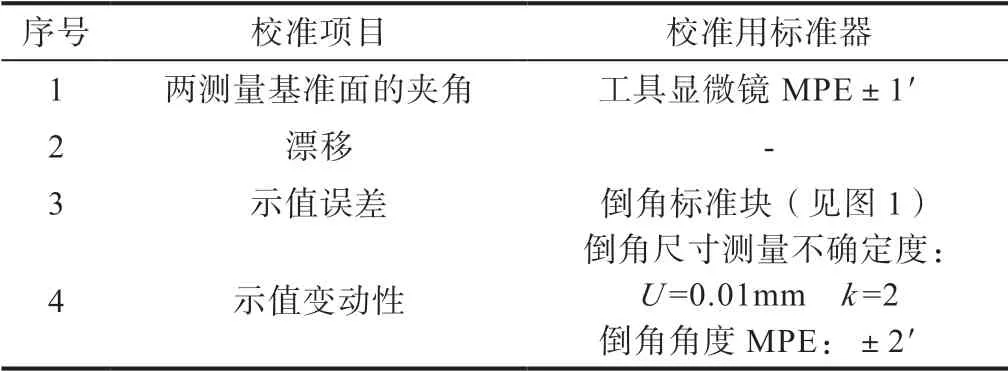
表2 校准用标准器
按照GB/T6403.4-2008中倒角尺寸系列要求,倒角标准块的倒角尺寸标称值的取值如表3。

表3 倒角标准块的技术要求

图1 倒角标准块
3 校准方法
校准前首先检查外观和各部分相互作用。确定没有影响计量特性因素后再进行校准。
3.1 两测量基准面的夹角
采用工具显微镜测角目镜直接测量倒角卡尺两测量基准面的夹角,用米字线瞄准测量基准面,读取米字线分划板的转角,即为两测量面基准面的夹角。
3.2 漂移
将数显式倒角卡尺置于测量范围内的任一示值,紧固尺框,每隔10min观察一次示值,记录显示值,观察3次,示值间最大值与最小值之差即为数显式倒角卡尺的漂移。
3.3 示值误差
倒角卡尺的示值误差用倒角标准块测量,测量值可选取在测量范围大致均匀分布的(3-5)点。
将倒角卡尺的基准面置于倒角标准块的两侧工作面上,选取接近倒角卡尺测量下限的测量点及相应的倒角标准块,移动测量杆,使测量杆的测量面与倒角标准块的工作面接触[2]。对游标式倒角卡尺,读取其示值,其零位误差按公式(1)计算;对数显卡式倒角卡尺,将其进行置零[3]。
在相同条件下,对选定的校准点,读取倒角卡尺的示值,重复测量3次,取3次读数的平均值为该校准点的测量值。游标式倒角卡尺的示值误差按公式(1)计算;

数显式倒角卡尺的示值误差按公式(2)计算;

3.4 示值变动性
测量方法同示值误差的测量方法,取示值间的最大值与最小值之差为示值变动性。示值变动性按公式(3)计算:

式中:Si——倒角卡尺第i校准点的示值变动性,mm;Limax——倒角卡尺第i校准点的最大示值,mm;Limin——倒角卡尺第i校准点的最小示值,mm。
4 倒角卡尺校准方法适用性论证
使用倒角标准块作为测量标准,对倒角卡尺的示值误差进行测量不确定度评定,其主要不确定度来源及分量值如表4所示。

表4 标准不确定度分量汇总一览表
对以上五个不确定度分量合成,得到合成标准不确定度uc=0.009mm,测量结果的扩展不确定度为:U=0.018mm,k=2。分析结果表明,该方法的不确定度不大于被测量最大允许误差的1/3,符合要求。
5 结语
本文结合倒角卡尺的使用要求,针对其主要计量特性,给出了倒角卡尺的一种校准方法,并给出了校准方法的具体操作过程、计算公式的使用等,并通过校准结果不确定度的分析论证了该种方法的可行性。为广大计量同行在倒角卡尺的校准工作中提供了一种思路和可行性方法。
