Cr基模具钢电火花线切割质量多目标影响因素研究*
2021-08-06李文明
李文明,刘 飞
(天津理工大学中环信息学院,天津300380)
1 引言
冷作模具钢在冲压模具的制造中有着广泛应用,尤其是Cr8类与Cr12类模具钢。Cr8类模具钢含C、Cr量较低,韧性较好;Cr12类模具钢耐磨性较好,随着Mo、V元素的增加,可以进一步增强耐磨性[1]。电火花线切割是完成冲压模具凸凹模加工的首选技术。国内外学者针对电火花线切割加工模具钢技术领域进行了大量的研究。赵灵研究了电火花线切割加工Cr12模具钢,脉冲宽度、开路电压、走丝速度、冲液压力对加工速度和表面粗糙度的影响关系[2]。殷静凯研究了电火花线切割Cr12MoV模具钢,脉宽时间、脉间时间、间隙电压、峰值电流对材料去除率和表面粗糙度的影响关系[3]。Kumar研究了电火花线切割D2(Cr12Mo1V1)模具钢,走丝速度、冲液压力、间隙电压、峰值电流对材料去除率和表面粗糙度的影响关系[4]。现有的研究报道主要集中在对单种类材料的电火花线切割工艺规律研究,未能对多种类材料进行对比性的试验研究,并且研究的工艺目标多集中在加工速度和表面粗糙度方面,对加工尺寸的工艺目标基本没有。基于此研究现状,本文以常用的模具钢材料Cr8、Cr12、Cr12MoV、Cr12Mo1V1为试验材料,全面的考虑切割速度、加工尺寸、表面粗糙度工艺指标,进行了慢走丝电火花线切割Cr基模具钢工艺规律的试验研究,旨在为企业加工模具钢材料提供一定理论参考。
2 试验方法
在庆鸿慢走丝G3525S机床上,采用ϕ0.25mm铜电极丝、去离子水工作液进行了试验。选取材料种类、脉冲宽度、脉冲间隔、伺服电压为试验变量,切割速度、加工尺寸、表面粗糙度为工艺目标,设计了正交试验。每种材料的厚度都是20mm,每个样件都是边长4mm的长方体,试验过程如图1所示,先是进行Cr8、Cr12材 料 的 切 割 ,然 后 进 行Cr12MoV、Cr12Mo1V1材料的切割,切割样件如图2所示。切割速度等于切割表面积与切割时间的比值,加工尺寸采用千分尺测量样件相同两表面间的上、中、下3处位置后所得平均值,表面粗糙度值采用TR210手持式粗糙度测量仪在每个样件的同一个切割表面测量3个位置后所得平均值,试验变量及取值如表1所示,试验设计及结果如表2所示。
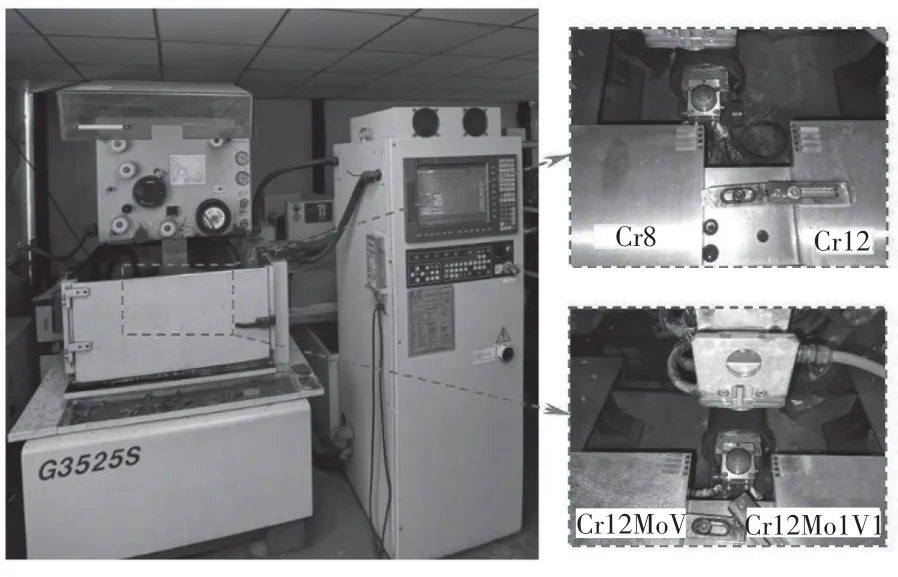
图1 试验过程

图2 切割样件
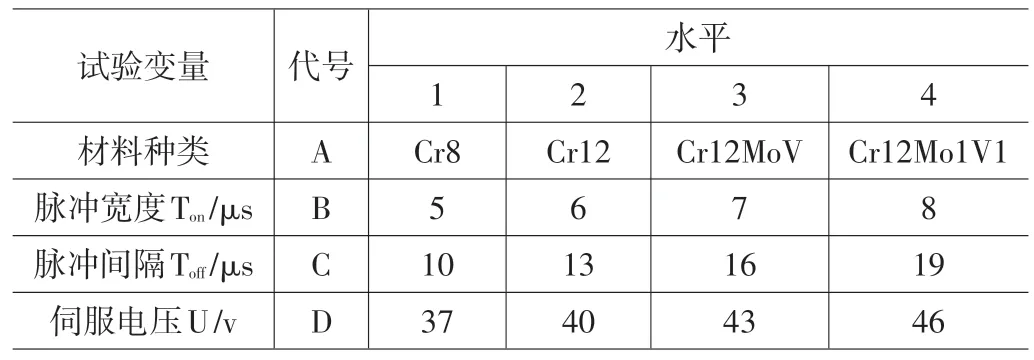
表1 试验变量及取值
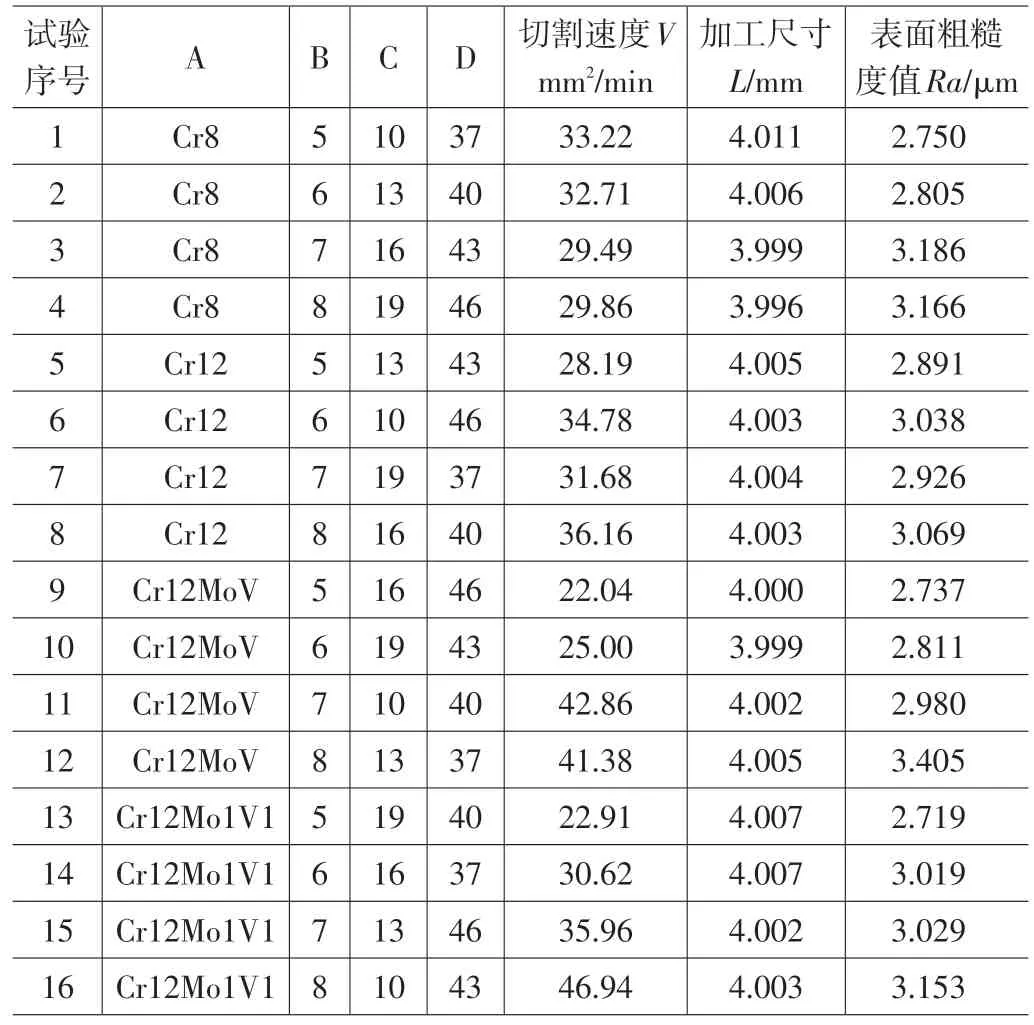
表2 试验设计及结果
3 试验结果分析
3.1 极差分析
极差分析法计算简单、结果直观,是正交试验结果分析最常用的方法。4个试验变量每水平下对应的各平均工艺指标值及各变量对应的工艺指标极差值如表3所示。
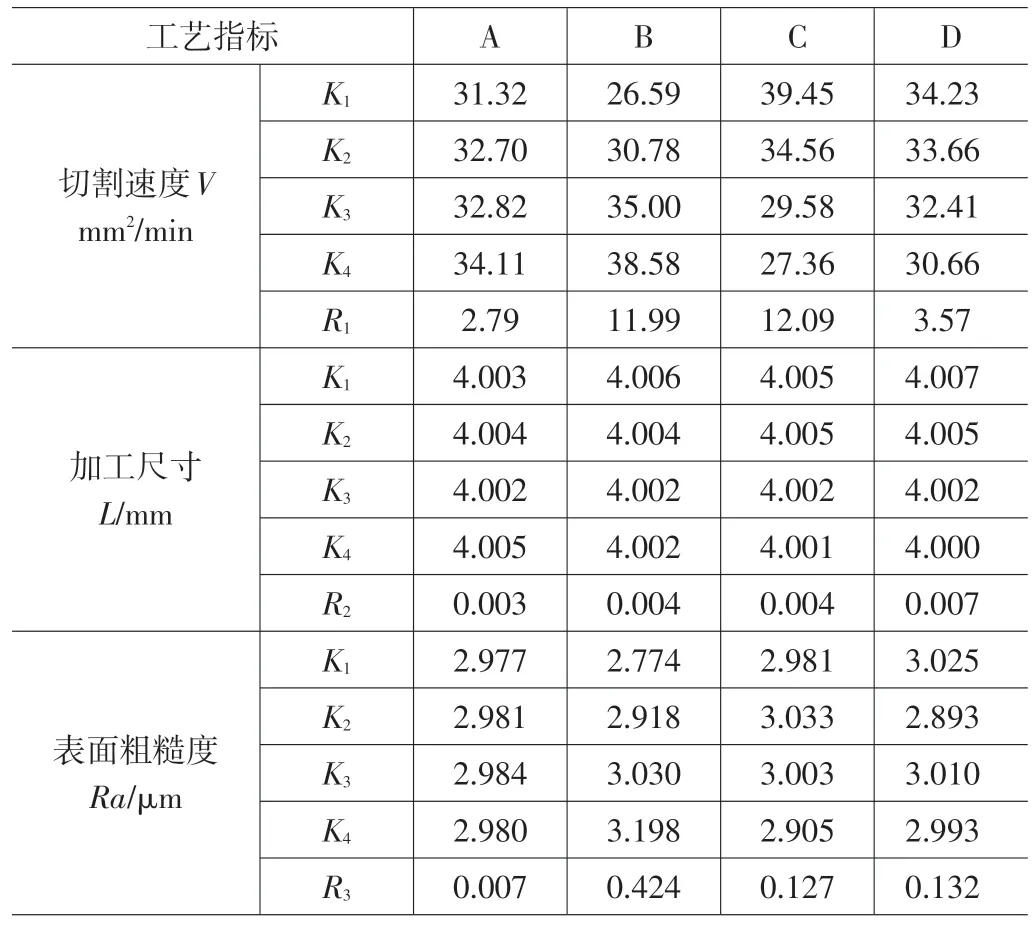
表3 试验结果极差分析
3.1.1 试验变量对切割速度的影响
根据4个试验变量每水平下对应的平均切割速度以及各变量在所有水平下的切割速度极差值,绘制各试验变量与切割速度的影响曲线图,如图3所示,得知对切割速度的影响:脉冲宽度与脉冲间隔影响程度基本相同,且影响程度最大,其次是伺服电压、材料种类。这是因为:随着脉冲宽度的增大,单位时间内放电能量增加,电火花蚀除能力增强,切割速度显著加快;相反,随着脉冲宽度的增大,单位时间内放电能量减小,电火花蚀除能力减弱,切割速度显著减慢。电极平均间隙电压大于设定的伺服电压设定值时,电极丝前进,所以随着伺服电压的增大,为了维持间隙电压的稳定,电极丝前进速度减慢,随之切割速度减慢。Cr基模具钢中,随着Cr元素含量的增加与Mo、V元素的加入及增加,材料的电火花可加工性得到改善,切割速度小幅度加快。
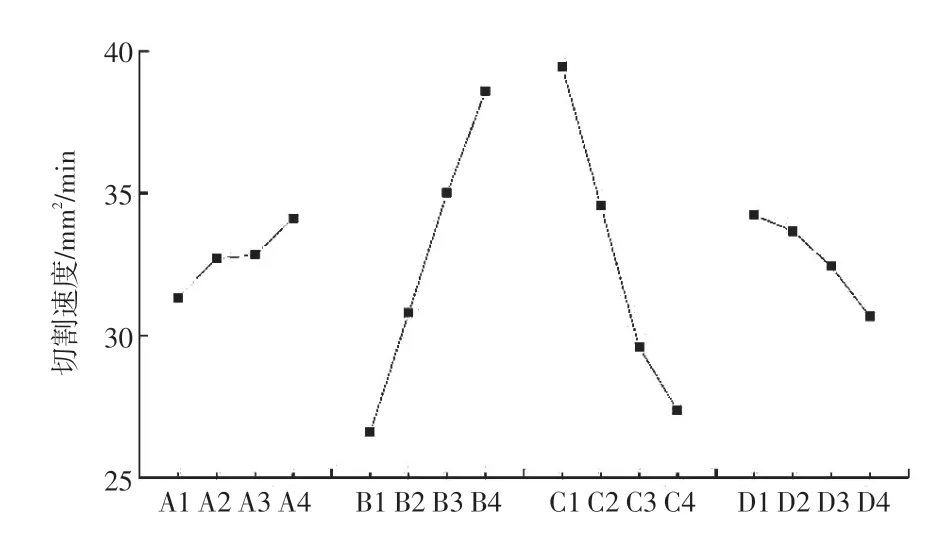
图3 试验变量对切割速度的影响曲线
3.1.2 试验变量对加工尺寸的影响
根据4个试验变量每水平下对应的平均加工尺寸以及各变量在所有水平下的加工尺寸极差值,绘制各试验变量与加工尺寸的影响曲线图,如图4所示,得知对加工尺寸的影响:伺服电压对加工尺寸影响程度最大,其次是脉冲宽度、脉冲间隔,且两者影响程度基本一致,材料的类型影响程度最小。由伺服电压对切割速度的影响分析可知,伺服电压增大,切割速度减慢,相同放电能量情况下,由于切割速度减慢,切割区域单位长度平均分配到的放电能量增加,电蚀除能力增强,去除量增加,所以加工尺寸减小。在一定范围内,随着脉冲宽度的增大,虽然切割速度也升快,但是放电能量增加的幅度要大得多,最终结果是切割区域单位长度平均分配到的放电能量增加,电蚀除能力增强,加工尺寸减小。在一定范围内,随着脉冲间隔的增加,虽然单位时间内放电能量减小,但是切割速度也减慢,并且电蚀产物排出的时间逐渐增加,利于放电加工,电蚀除能力增强,加工尺寸减小。材料种类不同时,放电能量不变,但是随着元素种类、含量的增加,切割速度加快,所以切割区域单位长度平均分配到的放电能量减小,电蚀除能力减弱,加工尺寸变大;由于测量尺寸使用的是千分尺,精度有限,并且材料种类对加工尺寸的影响相对较小,导致的结果就是测量后的试验结果数据有一定误差,与理论分析略有一些出入。
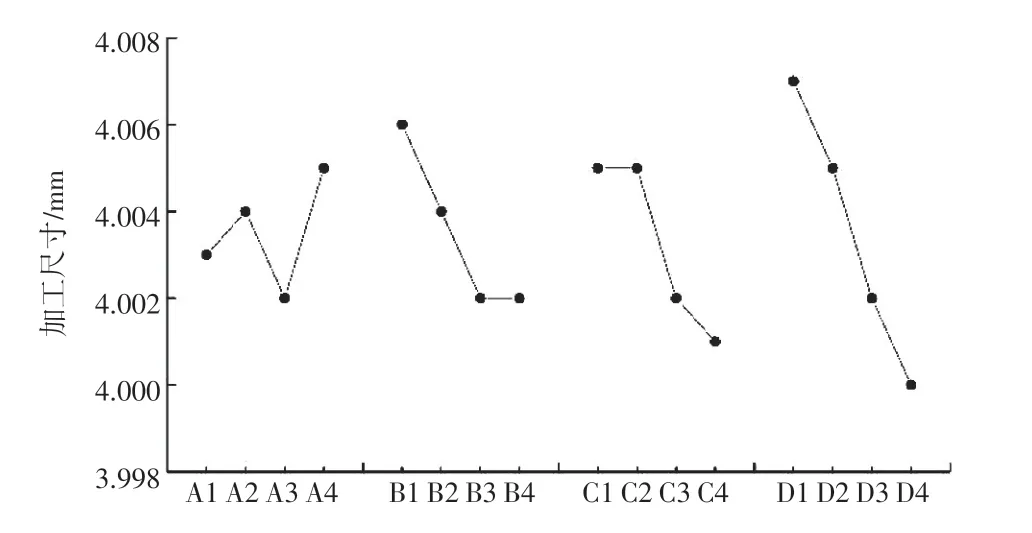
图4 试验变量对加工尺寸的影响曲线
3.1.3 试验变量对表面粗糙度的影响
根据4个试验变量每水平下对应的平均表面粗糙度以及各变量在所有水平下的表面粗糙度极差值,绘制各试验变量与表面粗糙度的影响曲线图,如图5所示,得知对表面粗糙度的影响:脉冲宽度对表面粗糙度的影响程度最大,其次是伺服电压、脉冲间隔,材料种类对表面粗糙度基本没有。脉冲宽度增加,单脉冲放电能量增大,电蚀除凹坑增大,切割表面粗糙度值越大。伺服电压主要用于调整间隙电压的稳定,以维持放电状态的稳定,当伺服电压40V时,放电状态比较稳定,对应的表面粗糙度值最小,伺服电压高于或者低于40V时,放电状态都不稳定,切割后的表面粗糙度值也大。脉冲间隔增加,单脉冲放电能量减小,并且电蚀产物排出时间增加,利于消电离,放电状态稳定,尤其是脉冲间隔增加至19μs时,切割表面粗糙度值显著减小。
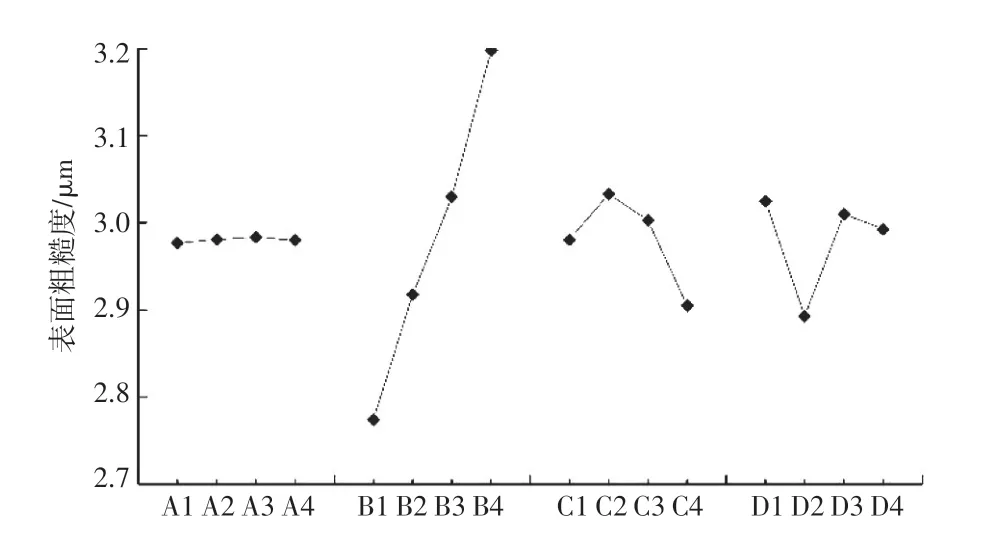
图5 试验变量对表面粗糙度的影响曲线
3.2 方差分析
极差分析方法虽然计算简单、直观易懂,但是试验误差无法估计,不能精确地估量试验变量对各工艺指标影响的显著性,因此引入方差分析方法,准确判断因素对指标的影响程度。切割速度、加工尺寸、表面粗糙度方差分析表,如表4、表5、表6所示。试验变量的显著性可用P值判定,一般认为P<0.01,试验变量为关键因子,P<0.05,试验变量为重要因子,P<0.1,试验变量为一般因子或次要因子[5]。

表4 切割速度方差分析
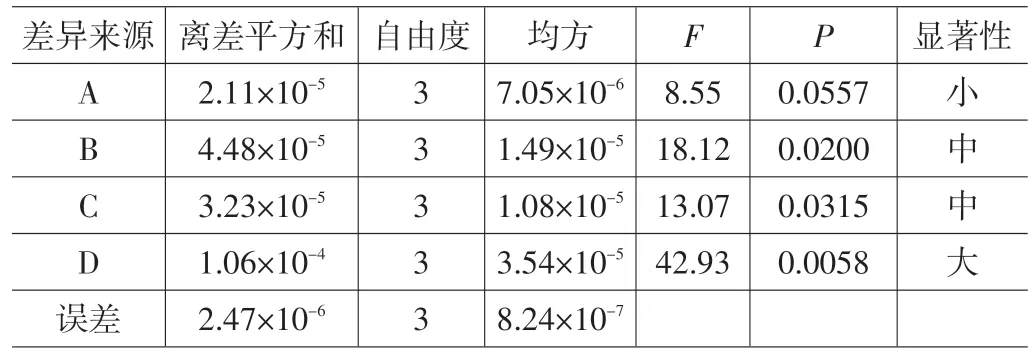
表5 加工尺寸方差分析
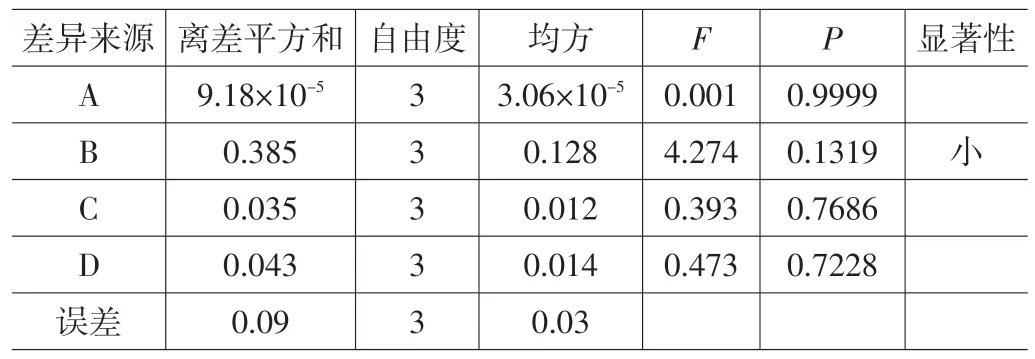
表6 表面粗糙度方差分析
由表4知,PC≈PB<PD<PA,各试验变量对切割速度的影响程度由强到弱依次为:脉冲间隔、脉冲宽度,且显著性较大;伺服电压,且显著性一般;材料种类,且显著性较小。由表5知,PD<PB<PC<PA,各试验变量对加工尺寸的影响程度由强到弱依次为:伺服电压,且显著性较大;脉冲宽度、脉冲间隔,且显著性一般;材料种类,且显著性较小。由表6知,PB<PD<PC<PA,各试验变量对表面粗糙度的影响程度由强到弱依次为:脉冲宽度、伺服电压、脉冲间隔、材料种类,且显著性都很小。
根据以上方差分析结果与极差分析结果对比可知,两种分析方法得出的结论基本一致,说明试验中的误差远小于试验变量对工艺指标的影响,分析结论可信度较高。
4 结论
采用正交试验,通过极差分析和方差分析,研究了材料种类、脉冲宽度、脉冲间隔、伺服电压对切割速度、加工尺寸、表面粗糙度工艺目标的影响规律。
(1)试验变量对切割速度的影响程度大小依次为:脉冲间隔、脉冲宽度、伺服电压、材料种类。在试验变量取值范围内,切割速度与脉冲间隔、伺服电压负相关,与脉冲宽度正相关,随着Cr元素含量的增加与Mo、V元素的加入以及增加,有利于切割速度的提升。
(2)试验变量对加工尺寸的影响程度大小依次为:伺服电压、脉冲宽度、脉冲间隔、材料种类。在试验变量取值范围内,加工尺寸与伺服电压、脉冲宽度、脉冲间隔负相关,并且加工尺寸与切割速度有一定关系,切割速度减慢,会导致切割区域单位长度平均分配到的放电能量增加,加工尺寸减小。试验的4种材料种类对加工尺寸影响很小。
(3)试验变量对表面粗糙度的影响程度大小依次为:脉冲宽度、伺服电压、脉冲间隔、材料种类。脉冲宽度的大小影响蚀除凹坑直径的大小,从而直接决定表面粗糙度的大小。伺服电压、脉冲间隔影响着放电状态的稳定性、蚀除物的排出,对表面粗糙度有着间接的影响。试验的4种材料种类对表面粗糙度影响基本可以忽略。
(4)试验数据采用极差分析与方差分析,得到的结果基本一致,分析结论可信度较高。
