汽车前纵梁冲压工艺及模具结构优化
2021-08-06张玲玲李阳平朱五省
吕 强,张玲玲,李阳平,朱五省
(陕西黄河工模具有限公司,陕西西安710043)
1 汽车前纵梁工艺方案分析
某车厂汽车前纵梁采用的材料为QSTE460TM,料厚2.3mm(见图1),抗拉强度高达460N/mm2,是前纵梁中常见的一种类型。采用的原始工艺方案为:落料冲孔(OP10)→成形(OP20)→侧整形上翻边(OP30)→斜楔翻边斜楔冲孔(OP40)→斜楔翻边斜楔冲孔(OP50)(见图1)。此类制件的主要问题是两侧壁在成形后容易回弹、扭曲,孔位偏差严重。在用Autoform软件进行制件成形分析后,结合软件的分析结果和实际经验,在制件型面中增加了回弹补偿量,并针对旧模具存在的模具老化严重、毛刺过大、孔位不准确、报废率较高、回弹大等问题,对其原始工艺方案进行了调整,重新制造了后两工序模具。优化后的新工艺方案如下:落料冲孔(同原工艺)→成形(同原工艺)→侧整形上翻边(同原工艺)→斜楔翻边斜楔冲孔→斜楔冲孔(见图2)。
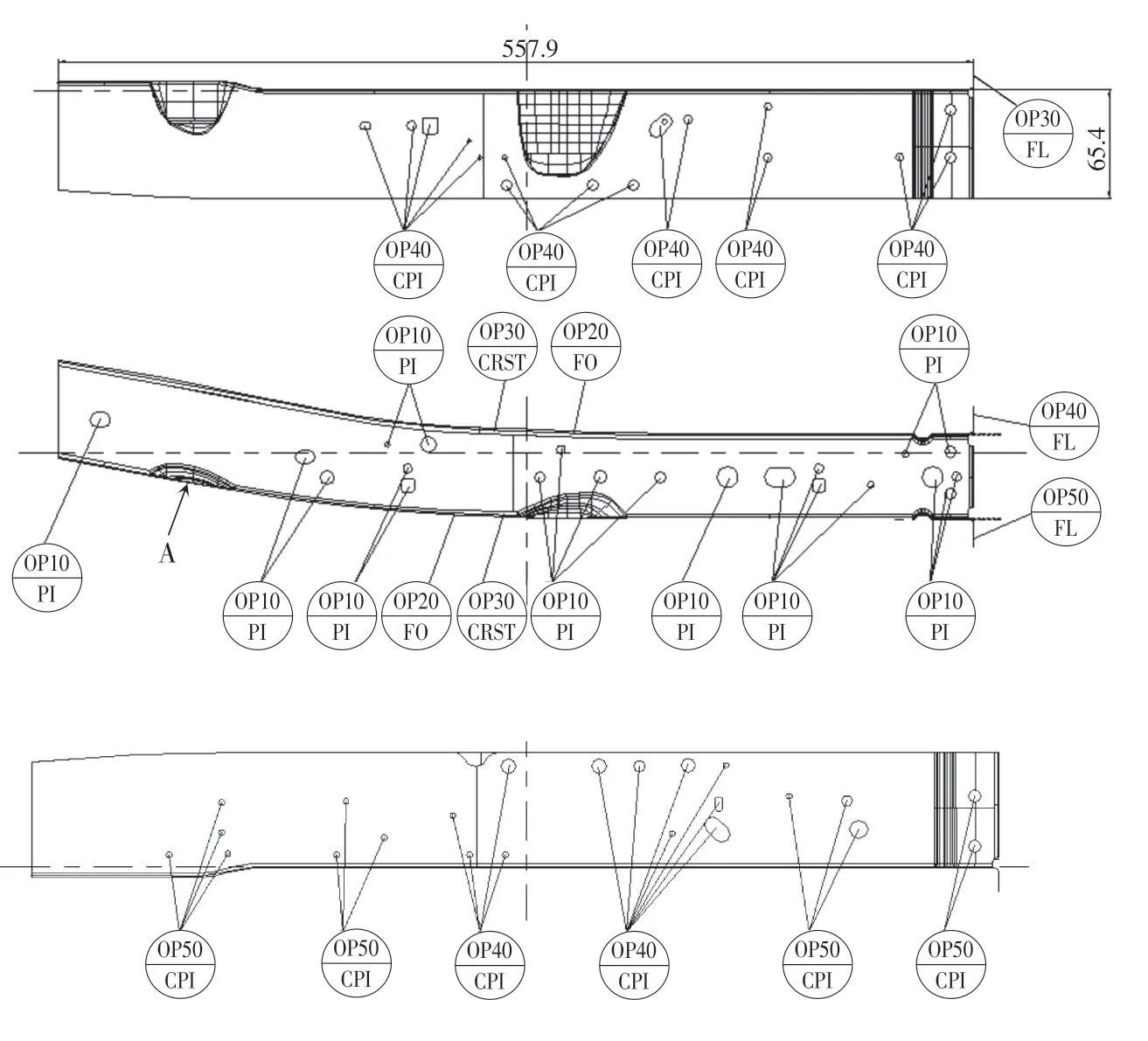
图1 原始工艺方案

图2 新工艺方案
通过图1、图2对比,可以看出新工艺方案的调整内容为:
(1)将A面上原来由OP40侧冲的孔调整了6处到OP50上侧冲。
(2)将B面上中间部分原来由OP40侧冲的孔调整了5处到OP50上侧冲。
(3)将制件端头的法兰,由原来的OP40和OP50各翻一侧法兰,改为OP40同时翻两侧法兰边。
(4)将两处法兰上的4处侧孔由OP40侧冲孔改为OP50侧冲孔。
2 模具设计
(1)对所有侧孔进行重新布置,使得两侧孔位基本匀布,把原来的聚氨酯侧压料改为刚性压料,用弹簧作为压力源,并在侧压料芯上增加导柱导向;在制件顶部把正压料芯加大,中间增加氮气弹簧压料,这样使得制件顶部和侧壁都被压得很紧,制件不容易窜动,又有导柱导向,冲出的孔位就更加准确。
(2)对于凸模晃动的问题,把凸模两端用和凸模等高的加强筋包围起来,并在一圈的加强筋周围再做三角筋支撑,这样凸模就被卡在中间,有效的防止冲孔时所产生的侧向力导致的凸模晃动。
(3)针对侧面耳朵上4处孔孔位偏差严重的问题,采取先翻边后冲孔的方案,这样翻边后孔位跑偏的问题就可以有效解决。但由于制件两侧壁之间的间距只有100.1mm(见图2),而且侧面孔距离需要翻边的法兰很近(见图2),侧面孔也需要侧冲孔,自制斜楔区域都很有限,更别提标准斜楔。要同时向两侧翻边,必须自制斜楔机构才能完成。于是采用一种自制斜楔机构,如图3所示,并将斜楔设计在需要翻边的法兰之外,这样两个翻边法兰中间间距100.1mm,刚好设计两个侧翻镶块,完美地解决了区域狭窄、无法放置斜楔、同时侧翻的问题。侧面两法兰边同时翻边,翻边后再在最后一序侧冲孔,法兰上的孔位偏差问题便得到了解决,并且将所有标准斜楔和自制斜楔都采用氮气弹簧回程,增加了回程力量,有效解决了料厚过厚、侧孔多、毛刺大带来的斜楔难以回程的问题。
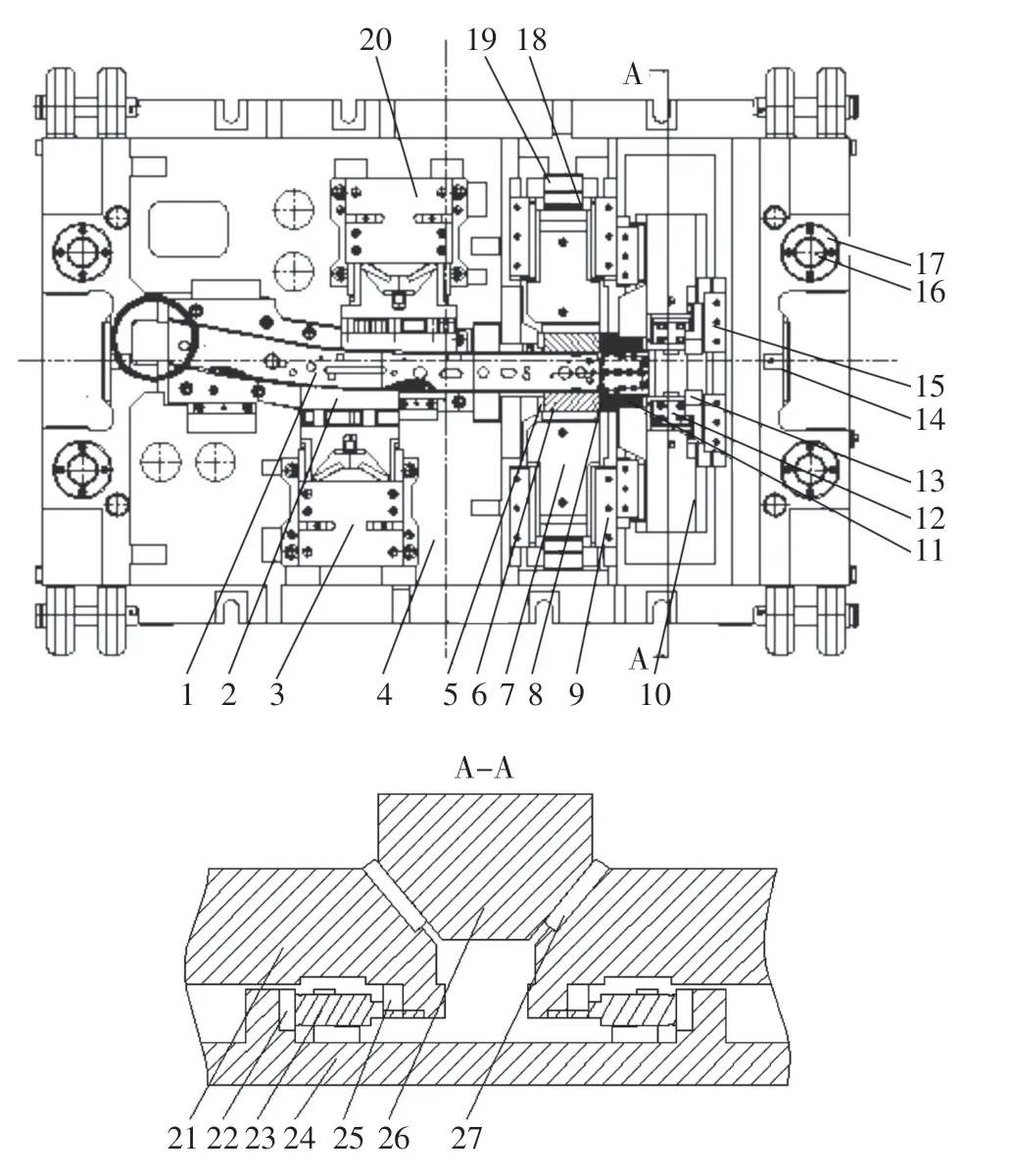
图3 模具结构
(4)以前的模具由于孔位布置不合理,凸模中间全是漏料孔,导致顶料气缸没有位置安装,而该制件是带有一定角度的U型件,没有顶料装置将它与凸模分离,人手很难将制件取下。此次调整了侧冲孔孔位后,在凸模中间增加了大行程气缸,取料时制件被顶起一定高度后,制件松动,然后再手工取料,制件便很容易被取下来。
3 结束语
经过实际生产,钳工对模具的调试,采用新工艺方案设计的模具在很大程度上解决了原来模具存在的问题。制件回弹、侧孔孔位及制件三间隙除局部轻微有些偏差外,其余均符合设计要求,得到了客户的认可。
