汽轮机盘车故障分析
2021-08-01马岗张云
马岗 张云
摘要:介绍某电厂上海汽轮机制造的350MW机组汽轮机盘车蜗杆轴向调整垫片固定销断裂,对固定销断裂的原因进行分析,并提出现场解决方法。
關键词:盘车;蜗杆;固定销;断裂
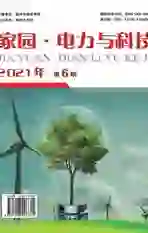
一、盘车装置介绍
某电厂转子盘车装置采用侧装式盘车装置,其安装在低压缸发电机侧的轴承座上,主要功能在是在机组启动前或停机后用来盘动汽轮发电机组的轴系。
汽轮机启动冲转前投入盘车装置使转子缓慢的转动起来,检查汽轮机内部的动、静部分是否存在摩碰现象,汽轮机冲转时可以减少转子启动摩擦力,减少叶片冲击力,并在暖机过程中使汽轮机转子温度场均匀分布,避免转子因受热不均而造成弯曲。
机组停机后,由于汽缸上、下之间存在温差,转子在这种不均匀温度场中,将因受热不均匀而产生弯曲。为了避免这种现象的产生,在汽轮机停机时,投入盘车装置,使汽轮机转子保持缓慢旋转,将由于汽轮机部件不均匀冷却引起的转子弯曲程度降到最低。
盘车装置的主要零件有电动机、用来减速的大小齿轮传动系统以及使小齿轮与盘车大齿轮相啮合和退出所必需的连杆机构和操纵杆。电动机带动主动链轮旋转,通过传动链条、从动链轮、蜗杆、蜗轮、蜗轮轴小齿轮以及惰轮来转动减速齿轮,减速齿轮则用键与主齿轮轴相连接,主齿轮轴跟减速小齿轮相啮合,而减速小齿轮又与盘车大齿轮啮合,带动汽轮机转子以3.38r/min 的速度旋转。本装置电动机为YB225M-6型,功率30KW,转速为980r/min。链条使用圆销式齿形链,链宽78毫米,内导式,长135节。链轮的传动比为1.4。
二、盘车故障原因分析和解决措施
2.1事故经过
某电厂2号机做汽轮机机械超速试验后,汽轮机转子开始惰走,监视汽机参数均正常。待汽机转速降为零后立即投入主机盘车运行,汽轮机惰走时间为57分钟,盘车投入后电流24.87A,高中压转子偏心值稳定在40微米。盘车运行1小时候后,盘车电机电流突增至99.05A,电机过热保护动作跳闸,检查盘车电机开关三相电压以及盘车喷油电磁阀动作均正常。在润滑油及顶轴油均正常情况下,进行手动盘车,转子无法盘动。所以决定将盘车装置解体检查。
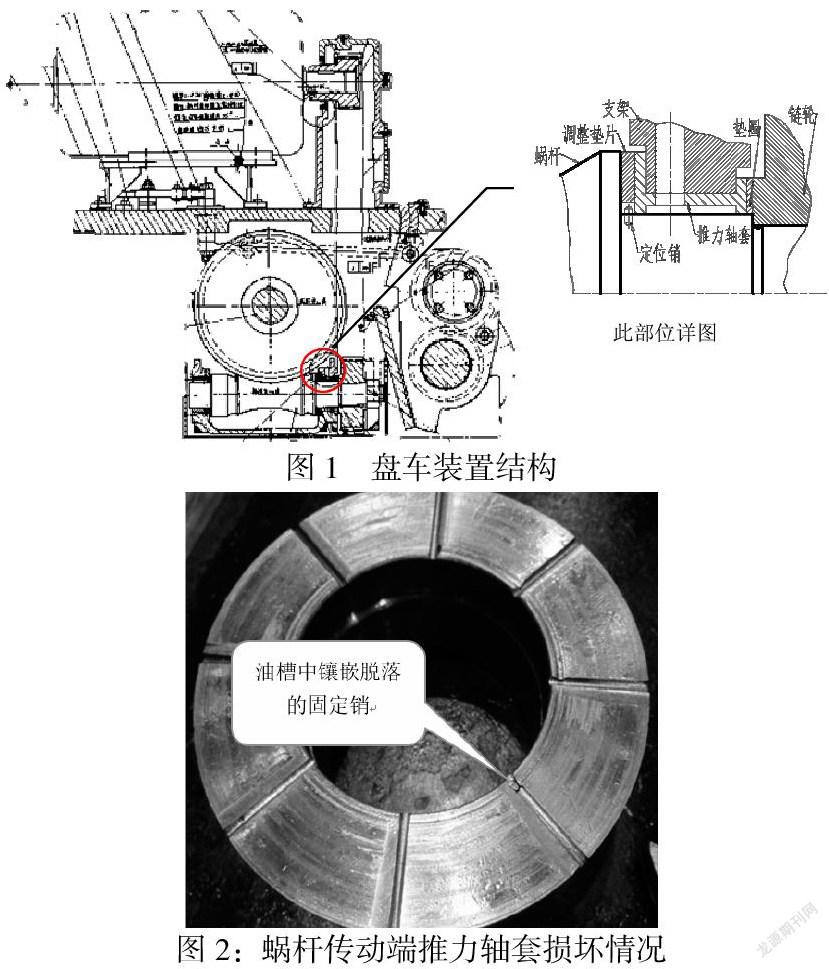
2.2盘车故障产生原因
盘车装置解体后发现盘车蜗杆驱动端轴套与蜗杆抱死,无法转动。进一步解体发现蜗杆驱动端推力轴承套调整垫片定位销切断,使铁屑进入驱动端推力轴承铜套的推力面油槽及铜套径向间隙,致使铜套径向间隙变小后抱死,导致蜗杆卡涩,无法启动盘车装置。现从盘车齿轮所受载荷对调整垫片定位销的断裂进行分析。
2.3盘车调整垫片定位销受力分析计算:
(1)根据蜗杆被动链轮齿数Z2=35,盘车电机主动链轮齿数Z1=25,电机转速n1=980rpm,传动比i=1.4,计算蜗杆的转速n2:n2=n1/i=980/1.4=700rpm
(2)链传动的效率约为0.94~0.96,为简化计算近似认为蜗杆的输入功率为电动机的功率
(3)蜗杆与轴为一体,计算蜗杆上传递的扭力矩T:
T=955×104P/n2(Nmm)=955×104×30/700=409285.7 Nmm
式中:
P为蜗杆轴输入功率KW;
n2为蜗杆的转速rpm,
(4)计算蜗杆上固定销所受剪切力σj:
σj=4T/πDd2 MPa=4×409285.7/3.14×76×32=762.3 MPa
式中:
T为蜗杆轴的扭力矩 Nmm;
D为蜗杆轴的直径 mm,测量D=76mm;
d为定位销的直径 mm,测量d=3mm。
(5)固定销的材质为45钢,45钢的允许抗剪强度为178MPa,远小于σj,容易断裂。
2.4盘车故障处理方法
针对某厂盘车装置蜗杆驱动端调整垫片定位销设计及制造厂装配问题,将原直径为3mm单只定位销更换为直径为5mm定位销,并将材质更换为40Cr(40Cr的允许抗剪强度为400MPa),提高定位销的抗剪切能力,同时将损坏的蜗杆推力轴承轴套更换以及在装配时检查确认定位销已妥善嵌入调整垫片沟槽中,盘动装置检查机构工作正常。
现对更换后的定位销所受剪切力进行校核:
σj=4T/πDd2 MPa=4×409285.7/3.14×76×52=274.4 MPa
更换后的固定销允许抗剪强度大于计算抗剪强度σj,故能满足在此处使用,且不易造成断裂。
2.5盘车故障解决办法及汽轮机后续处理措施
本次某电厂汽轮机盘车装置故障其主要原因是汽轮机厂家设计不合理是导致,故提出以下建议:
(1)加强定期检查工作,机组检查将盘车检查列为标项,每次计划检修时必须进行检查。(2)盘车装置跳闸后正确采取闷缸措施,对汽缸各部位温差做好记录和相应曲线,确保汽缸上下温差没有突升突降的现象,确保汽轮机上下缸温差不大,大轴产生永弯曲的几率将会大大降低。
(3)转子不排除存在未释放的残余应力或轻微弹性弯曲,以及汽封可能存在轻微倒伏。冲车前一定做好充分的事故预案和应急措施,同时加强冲车时关键数据的监视。
(4)建议同类型机组必要情况下将定位销技改为对称双向定位销且加粗定位销直径,从而保证机组在盘车时不会出现因蜗杆定位销断裂导致汽轮机盘车无法投入的事故。
参考文献:
[1]单辉祖,谢传锋,《工程力学(静力学与材料力学)》 高等教育出版社
[2]机械设计手册(第2卷,第3卷),机械工业出版社
[3]上海汽轮机厂相关图纸