利用气动切换固定座实现多款型钣金件加孔
2021-07-30傅小强江铃汽车股份有限公司
文/傅小强·江铃汽车股份有限公司
随着汽车行业竞争越来越激烈,车型的改款、升级越来越频繁。针对汽车白车身而言,汽车配置更改,对于不同配置经常涉及到冲孔的切换。后地板面板钣金件就是一个典型的冷冲压模具通过气动切换来实现款型切换的模具改造件。
在冷冲压零件上要实现切换冲孔工艺,基本由四大部分组成:上模的冲头、气动切换固定座;上模切换气路装置;下模的凹模镶套;中间压料用的压料芯。
某后地板面板的板料厚度是0.7mm,材质是DC04。后地板面板,目前有两个款型:P013、P013A,其中P013A 之前由于新增了部分冲孔新开一套模具TP013-04,但P013 不需要TP013-04。而现在新增项目车型需要P013 款型产品要新增图1 中的1、2 号孔,孔的功能是座椅安装孔。1 号孔公差φ(11±0.2)mm,2 号孔公差φ(11±0.2)mm。
而根据表1 中的冲孔间隙的选择原则,零件的料 厚0.7mm,冲头和凹模镶套的单边间隙选择0.05mm。

表1 冲孔间隙的选择原则
此零件是在自动化生产线生产,生产线是五台压机。目前P013 是四序模具,P013A 是五序模具,区别只是P013A 多了TP013-04 冲孔模具。TP013-04 是P013A 新增第五序模具,专为新增冲孔而开。由于P013、P013A 型面造型一致,只是孔数不一致,对于P013 而言,第五序模具TP013-04 用不到,只是起到空工位作用。
由于现在P013 也需要新增孔1 和孔2,此两孔在P013A 已经存在,如图2 中红色圈内两固定座及冲头,固定座为不可动固定座。
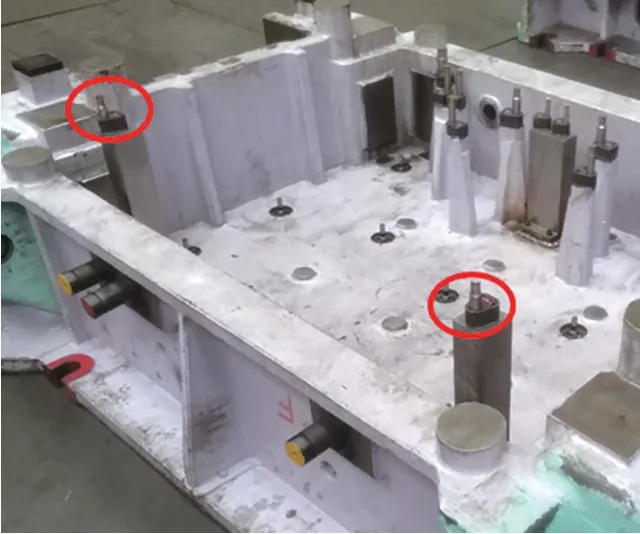
图2 固定座及冲头
上模实物结构中,对于P013 只需要借用红色圈内两孔,其他冲孔不需要,最简单的方案是两处冲头加长10mm,生产P013时闭合高度抬高10mm。对于此种方案,车间提出异议:若冲头加长,在生产P013A 时,冲头吃入量太大(在原基础上增加10mm),有断冲头及增加毛刺风险。为了解决此问题,笔者想到将固定座改换成气动切换固定座,如图3 所示,生产P013 时,气动切换固定座往上顶出10mm,同时闭合高度抬高10mm,只冲孔1 和孔2;生产P013A 时,气动切换固定座下降到正常位置,闭合高度正常,冲出所有孔。这样保证了两种状态冲头吃入量一致,既实现了款型切换,又降低了风险。气动切换固定座的切换通过气动手柄的调节控制气路的走向来实现冲头的顶出及回退,如图4 所示。
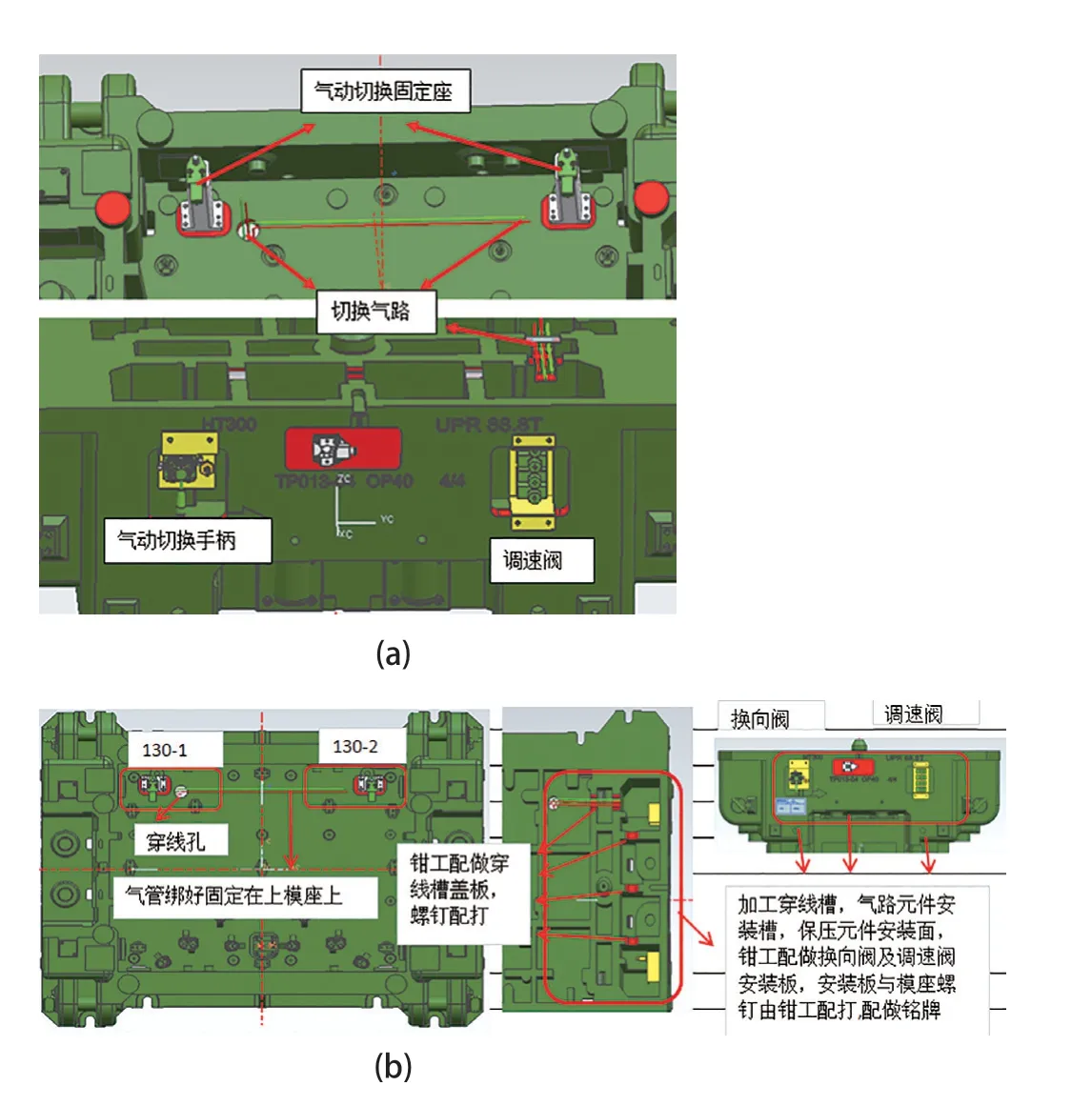
图3 气动切换固定座及气路元件示意图


图4 气动切换手柄与调速阀
压料芯由于新增的孔位是存在的,压料面及冲头过孔是有的,只需要加工气动固定座的避让,如图5中的红色区域。
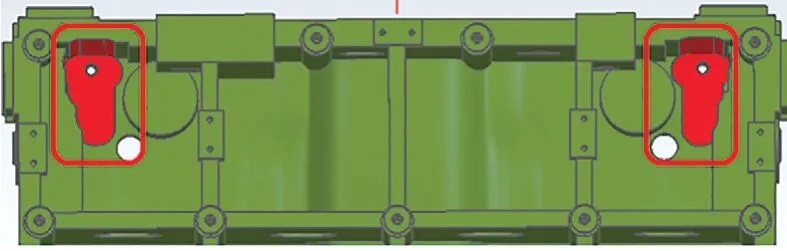
图5 压料芯加工区域示意图
以上改造方案中,由于下模凹模套位置未更改,压料芯只是加工避让,难点在于上模气动切换气路的装配、冲头的研配。
在上模座上,以三销为基准,导板导套复校三销,加工气动切换固定座安装镶块安装面,配钻相应螺钉、销钉孔;组立后加工上模安装镶块安装面,压机研配冲头间隙,安装相应的冲头及气动切换固定座,螺钉、销钉孔钳工配钻;气动切换固定座安装完成后,根据图纸安装气路及相关元件,接上气路后操控切换手柄检验切换固定座的状态是否与设计一致。
在压料芯上,以压料芯导板为基准,料厚0.7mm,以底面镦死台校核Z 向标高,加工气动切换固定座避让。
按照上述加工后,最终在现有模具上实现增加不同款型冲孔。

