三次元大型冲压线体的研究与应用
2021-07-30张伟亮关继凯格力电器石家庄有限公司
文/张伟亮,关继凯·格力电器(石家庄)有限公司
随着冲压技术的不断发展、提升,在行业内呈现出了多样性的冲压方式,如小吨位单机连续模、大吨位单机连续模、小吨位工序模、大吨位工序模等等,其中在工序模自动化方面,又包含了连杆机械手自动线、独立机械手自动线、机器人冲压自动线以及三次元冲压线等。近几年三次元冲压线在家电、汽车等冲压行业来使用逐步增多,这种线体相比于机械手、机器人冲压线,展现出了自动化程度高、生产效率高的优势。
三次元线体通常包含压力机部分、三次元机械手部分、送料机部分、废料输送线、自动夹模系统等五大部分。通常,为确保三次元可以使用卷料、片料两种形式的来料,在三次元机械手前段配置双工位片料站,同步可实现来料切换不停机生产,进一步提升效率(图1)。
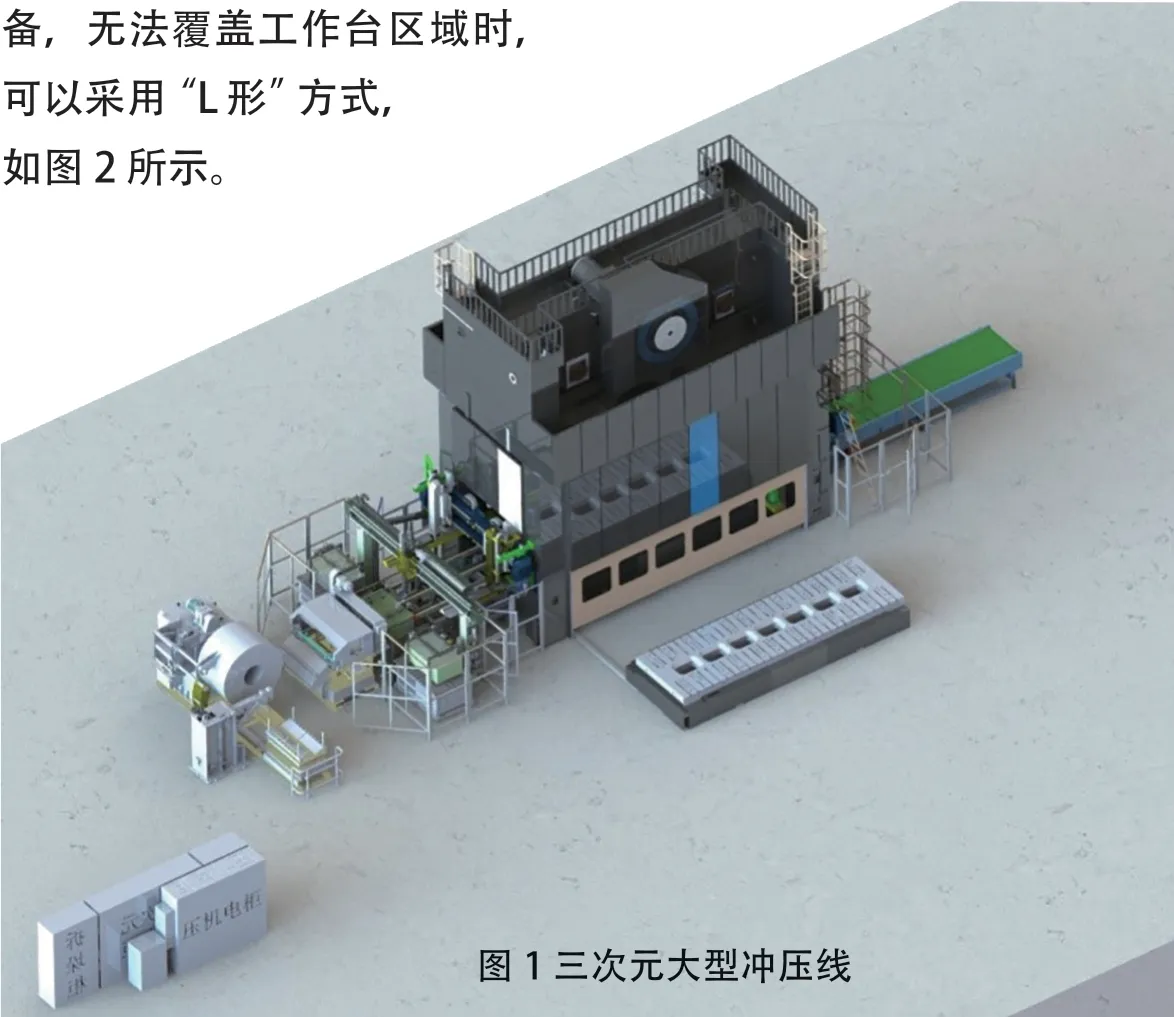
图1 三次元大型冲压线
三次元大型冲压线
压力机部分
以某品牌800t 压力机为例,其设备整体尺寸高约11m,其中地面以上高度约8.5m,地面以下设备部分约2.5m;因此这种线体需要提前制作设备基础,考虑设备投入使用后期,废料线安装、人员维保等,可以在设备下方继续留出2.5m 的高度空间,即设备基础净深达到5 米左右;在我国南方,进行基建施工时,应考虑做好基础防水工作。
影响冲压自动线效率的一个关键因素,就是模具切换,换一次产品,需要换一次模具,普通的5 工序单工作台压力机的自动线,完成一次切换,通常耗时60 ~90min;因此三次元线体采用双工作台后,实现一备一用,可以大大缩短换模时间;在厂区空间以及行车高度充足的情况下,工作台的进出方式可以采用“直线型”进出方式,这种结构简单,便于使用;当厂区内空间和行车高度低于压力机设备,无法覆盖工作台区域时,可以采用“L 形”方式,如图2 所示。

图2 工作台采用“L 形”布局
三次元机械手部分
三次元机械手是以伺服电机、气动执行元件、液压驱动执行元件等作为动力源,通过各种传动机构带动气动吸盘、磁性吸盘、夹爪等形式的端拾器抓取物料实现不同方向的运动,从而达到工件移送目的的机械设备。
以某品牌三次元机械手为例,其X 轴进给行程可以达到0 ~1200mm 可调,Y 轴夹紧行程可以达到0~400mm可调,Z轴提升高度可以达到0~300mm可调;生产频率可以达到15 ~20 次/分钟,机械手配备两套主杆,分别安装在压力机的两个移动工作台上,可实现切换时自动装夹;在压力机工作台面、模具台面允许的情况下,可以实现多工序产品自动生产。在机械手工序前端,配置有一备一用片料站,以及片料上料机械手,可以实现片料方式的不停机生产。
送料机部分
三次元线体不同于普通机械手线体,来料往往需要为片料方式,普通的送料机是无法满足的,因此需要配备带有高频剪床的送料机,以某品牌送料机为例,采用的是伺服剪送料机(图3),可以实现长度1000mm 的片料,每分钟0 ~20 片的送料,因剪床运行频率高,因此建议在剪床曲轴设置自动润滑装置,保障设备高频运转部位的润滑保养。

图3 伺服剪送料机
自动夹模系统部分
自动夹模系统目前在行业内使用比较广泛,自动推进方式也较多,本线体采用的是气缸式自行走夹模方式(图4)。而本方案中,我司设计使用了上夹模自动夹模、下夹模手持夹模的方式,员工在备用工作台上进行模具安装时,可直接采用手持方式锁紧下模,这部分时间往往不影响线体切换效率,工作台进行切换时,采用一键自动夹模,快速完成切换夹模。

图4 气缸式自行走夹模
废料输送线部分
本方案采用废料地下传输的方式,设置三个落料部分,在压力机工作台上,对应模具开有落料口;在工作台两侧也分别设置落料口,同时在工作台下焊接有导料槽,可以实现废料的准确落入;本项目采用的是刮板式废料线,结构较为简单,且周边废料散落少,可以较好的保持设备周边整洁度。在废料线线尾,设置有三工位废料收集箱,可实现箱满自动切换,进一步提升线体自动化程度。
结束语
冲压三次元线体已经较为成熟,它以高效率、高性能在行业内广为所知,在实施项目时,可以根据生产产品、车间工况等因素,进行进一步的创新提升,这样可以打造出与自身工厂匹配度、使用性更佳的线体。
