汽车仪表盘黑色塑料激光透射焊接研究
2021-07-28王瑛张鹏
王瑛,张鹏
汽车仪表盘黑色塑料激光透射焊接研究
王瑛1,张鹏2
(1. 陕西工商职业学院,西安 710114;2. 陕西重型汽车有限公司,西安 710220)
研究汽车仪表盘黑色塑料的焊接方法,提高焊缝强度,满足实际生产。在热塑性聚氨酯塑料的注塑过程中,加入一定比例的黑色有机染料,分析添加不同质量分数的黑色有机染料对透光率的影响。采用激光作为加热热源对黑色热塑性聚氨酯塑料进行焊接。当添加的黑色有机染料质量分数为10%时,得到焊缝表面无痕迹,焊缝强度为131 MPa。随着添加黑色有机染料的比例增加,塑料对可见光的透光率基本没有变化,对915 nm的近红外光透光率逐渐增加。焊缝熔深和宽度均较大,且焊缝内部无气孔时,焊缝的剪切强度达到最大。通过在黑色塑料中添加黑色有机染料,实现了汽车仪表盘的激光透射焊接,达到了实际生产的要求。
黑色塑料;聚氨酯;黑色有机染料;激光焊接
塑料由于具有强度高、耐腐蚀性好、质量轻、加工成形简单、使用成本低等优点,逐步取代价格昂贵的金属材料如不锈钢、铝合金、钛合金等[1—3],在家电制造、汽车、航空航天、五金、食品药品等行业中得到了广泛应用[4—7]。由于注塑结构的限制,在由塑料件组成部件时,需要将不同的塑料件连接在一起,连接的方式主要有焊接、胶粘以及机械铆接,其中塑料焊接具有强度高、抗高温以及寿命长等优点。塑料焊接的方式目前主要有超声波焊接、摩擦焊以及激光焊接。超声波焊接由于有较强的机械振动,容易对产品内部的电子元器件造成损伤;摩擦焊需要施加大的机械压力,产品容易产生变形,而且生产效率也不高[8—12]。
激光塑料焊接与工件不接触,没有振动,不会对产品内部电子元器件产生振动损伤;激光焊接的热量相对非常集中,可以快速进行焊接,提高生产效率;在焊接过程中,无需施加大的机械压力,焊接后产生的变形也较小,是非常适合塑料焊接的一种方法[13—15]。激光塑料焊接的基本原理是激光束透过上层材料,激光能量在下层材料的界面处被吸收并产生热量,熔化的塑料熔融在一起,最终形成焊接接头,这对塑料的材质特别是上层塑料的透光性有较严格的要求,要求上层材料对激光透光率较高且下层材料对激光的吸收率较高,才能进行焊接[16—17]。在汽车仪表盘结构中,为了满足外观需求,需要上下材料都是黑色塑料,传统的黑色塑料对激光的透光率较低,无法进行激光塑料焊接。
文中采用对激光透射的黑色有机染料加入到上层塑料中,实现黑色塑料与黑色塑料的激光焊接,得到焊接接头拉力最大且焊缝处无任何痕迹的效果,为实际生产提供技术参考。
1 焊接实验
1.1 材料
材料采用热塑性聚氨酯塑料颗粒、蒽醌染料、紫环酮染料以及碳黑。将蒽醌染料与紫环酮染料按照一定比例混合,制备得到黑色有机染料。将聚氨酯塑料颗粒在干燥箱内(温度100~150 ℃)烘干12 h,去除内部水分。将制备的黑色有机染料按照一定比例与聚氨酯塑料颗粒在转鼓混合搅拌机内搅拌60 min,使其充分混合得到混合物。将混合物用注塑机成形成板材。采用同样的方法,将质量分数为0.15%的碳黑加入到聚氨酯塑料颗粒中进行混合,经过注塑机成形后得到黑色塑料板材,两种板材尺寸为100 mm× 50 mm×1.5 mm。
1.2 设备
干燥箱(华飞电热设备公司,型号为HF-1)用于干燥聚氨酯塑料颗粒;转鼓混合搅拌机(恒富电子机械公司,型号GH100)用于搅拌塑料颗粒与黑色有机染料;注塑机(大禹机械公司,型号TYU-2100.2R)用于塑料的注塑成形;可见光光分度计(上海光谱仪器公司,型号为SP-723/SP-723PC)用于测试材料对不同波长光的透光率。激光焊接平台采用自制平台,激光器采用锐科激光公司生产的100 W半导体激光器,激光波长为915 nm。
1.3 焊缝剪切强度测试
将焊接试样切割成标准试样,如图1a所示,将两端夹住,测试焊缝的剪切力。采用广东威邦仪器科技股份有限公司生产的电子万能材料试验机(型号:WBE-9909)对焊缝进行剪切力测试,最大拉力值为200 kN,如图1b所示。剪切强度=剪切力/焊缝面积,其中焊缝面积=焊缝宽度×焊缝长度。为确保数据准确性,每个工艺参数测试3个样品,取剪切强度值的平均值为该参数下的剪切强度。
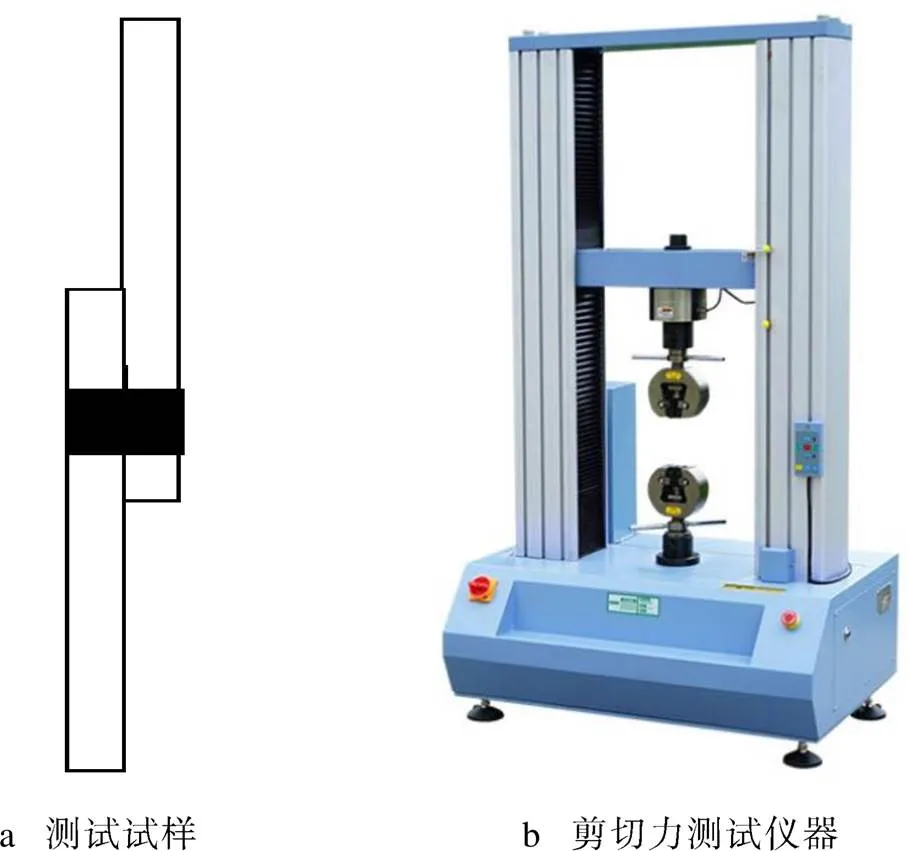
图1 焊缝剪切强度测试
2 实验过程及结果分析
2.1 透光性测试
根据实际产品的要求,上下层塑料均为黑色。根据王传洋等[17]的研究,在塑料中加入质量分数为0.15%的碳黑,可以对激光有较好的吸收率,文中在聚氨酯塑料颗粒中添加质量分数为0.15%的碳黑,作为激光塑料焊接的下层材料。将不同质量分数的黑色有机染料加入聚氨酯塑料颗粒中,注塑成激光塑料焊接的上层塑料板材,对其进行透光性测试,测试波长为300~1100 nm,分别选取400,550,700,915 nm这4个波长的透光率,其中400,550,700 nm代表可见光波段,915 nm为激光器发出的波长。测试结果如表1所示。当测试的透光率低于5%时,表示材料呈现黑色,由测试数据可知,聚氨酯塑料本身不是黑色,当添加质量分数为1%~15%的黑色有机染料时,塑料表现出黑色状态。采用915 nm波长的光测试材料的透光性,结果表明,聚氨酯塑料透光率只有10%左右,不能作为塑料激光焊接的上层材料,也不适合作为下层材料。当添加质量分数为0.15%的碳黑后,对915 nm波长的透光率为1%,适合作为塑料激光焊接的下层材料。随着黑色有机染料添加量的增加,塑料对915 nm波长的透光率先增加后减小,当添加质量分数为10%的黑色有机染料时,对915 nm波长的透光率达到最大的45%。
表1 塑料的透光性测试

Tab.1 The transmittance testing of plastics %
2.2 激光焊接测试
采用自制的半导体激光(波长915 nm)焊接平台对不同的塑料组合进行焊接测试。根据激光焊接工艺参数预备实验,确定激光功率为30 W、焊接速度为30 mm/s等工艺参数不变,将聚氨酯+0.15%碳黑作为下层材料。分别将聚氨酯塑料+0%黑色有机染料、聚氨酯塑料+1%黑色有机染料、聚氨酯塑料+5%黑色有机染料、聚氨酯塑料+10%黑色有机染料、聚氨酯塑料+15%黑色有机染料(质量分数)作为塑料激光焊接的上层材料,激光焊接后,测试焊缝外观及焊接接头的强度。当黑色有机染料质量分数为0%时,焊缝表面烧焦严重,这是因为塑料对915 nm波长的透光率仅为10%,绝大部分激光能量被上层塑料表面吸收,导致材料表面烧焦,焊缝外观如图2a所示,经过焊缝拉力测试,拉力值为0。当黑色有机染料质量分数为1%时,焊缝表面也有烧焦现象,这是因为材料对915 nm波长的透光率仅为24%,部分激光作用在材料表面,导致焊缝表面烧焦,塑料直接碳化,焊缝外观如图2b所示,经过焊缝拉力测试,剪切强度为22 MPa,表明上下塑料有熔接,但是熔接材料太少,导致焊接强度较低。当黑色有机染料质量分数为5%时,焊缝表面有轻微痕迹,没有烧焦碳化现象,焊缝外观如图2c所示,经过焊缝拉力测试,剪切强度为78 MPa。当黑色有机染料质量分数为10%时,焊缝表面没有任何焊接痕迹,满足实际效果要求,焊缝外观如图2d所示,经过焊缝拉力测试,剪切强度为131 MPa。当黑色有机染料质量分数为15%时,焊缝表面有轻微的焊接痕迹,焊缝外观如图2e所示,经过焊缝拉力测试,剪切强度为111 MPa。焊缝拉力测试结果表明,焊缝强度与上层材料的透光率成正比,上层材料的透光率越大,焊缝强度越大,当上层材料对915 nm波长的透光率达到45%时,焊缝剪切强度达到最高的131 MPa,这是因为上层材料的透光率越高,更多的激光能量作用到下层材料上,使上下材料界面附近熔融的材料更多,导致焊缝强度大,同时由于材料表面吸收了较少的激光能量,容易得到焊缝表面无痕迹的效果。

图2 黑色有机染料质量分数不同时的焊接外观
2.3 焊缝微观结构分析
对焊缝微观结构进行分析,当黑色有机染料质量分数为0%,1%,5%时,焊缝微观结构如图3a所示,当黑色有机染料含量较低时(质量分数低于5%),上层材料对激光的透光率较低,大部分激光能量被上层材料吸收,下层材料吸收的激光能量较少,焊缝宽度和深度均较小,上下材料几乎没有熔合在一起,这种焊缝的剪切强度一般较低。当黑色有机染料的质量分数为10%时,焊缝微观结构如图3b所示,焊缝熔深和宽度均较大,且焊缝内部无气孔产生,这种结构有利于提高焊缝的剪切强度。当黑色有机染料的质量分数为15%时,焊缝微观结构如图3c所示,焊缝内部有气孔存在,这是因为有机染料含量过高,产生的温度将部分染料热分解,产生气孔,这种情况下,焊缝剪切强度将急剧降低。
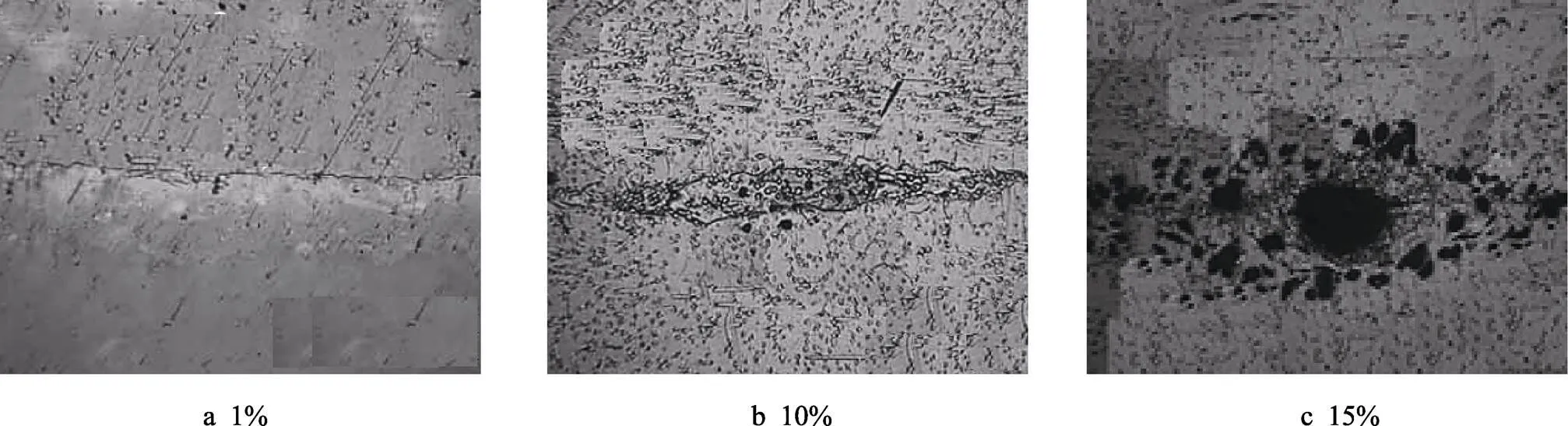
图3 焊接微观结构
所用的实验机为伺服液压缸,直线缸最大载荷为25 kN,实验采用正弦波加载,频率为10 Hz。焊缝出现1 mm裂纹时,判定为失效,以此时的循环次数记为焊缝的疲劳失效寿命。载荷-疲劳寿命如图4所示,黑色有机染料的质量分数为10%时焊缝的抗疲劳性能最强,在载荷为800 N情况下,寿命达到5´107次。黑色有机染料的质量分数为15%时焊缝的抗疲劳性能最差。
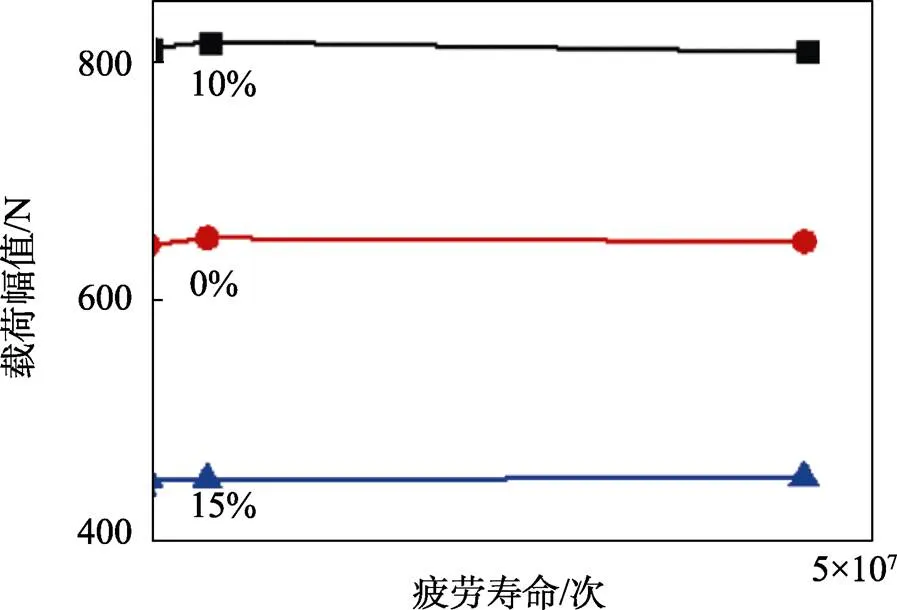
图4 焊接疲劳寿命
3 结论
在聚氨酯塑料中添加黑色有机染料,使注塑的塑料在可见光波段呈现黑色,对近红外波段915 nm的光透过。随着黑色有机染料在聚氨酯塑料中质量分数的增加,塑料对近红外波段915 nm的透光率先增加后减小,当黑色有机染料的质量分数为10%时,透光率达到最高的45%。
采用激光对添加了黑色有机染料的聚氨酯塑料进行激光焊接实验,焊缝强度与上层材料的透光率成正比,当上层材料对915 nm波长的透光率达到45%时,焊缝剪切强度达到最高的131 MPa,且焊缝外观无任何痕迹。
[1] 韩崇瑞, 韩振宁, 董超. 试论汽车工业中塑料材料应用的现状及发展前景[J]. 化工设计通讯, 2016, 42(7): 47—48.HAN Chong-rui, HAN Zhen-ning, DONG Chao. Present Situation and Development Prospect of Plastics Material Application in Automobile Industry[J]. New Material and New Technology, 2016, 42(7): 47—48.
[2] 孔茗, 傅戈雁. 塑料激光焊接技术在汽车制造中的应用[J]. 塑料科技, 2018, 46(12): 68—71.KONG Ming, FU Ge-yan. Application of Plastic Laser Welding Technology in Automobile Manufacturing[J]. Plastics Science and Technology, 2018, 46(12): 68—71.
[3] 陈国, 夏毅然, 孔令斌, 等. 塑料焊接技术及其在医用制品中的应用[J]. 工程塑料应用, 2003, 31(9): 35—38.CHEN Guo, XIA Yi-ran, KONG Ling-bin, et al. Plastic Welding Technology and Its Application in Medical Product[J]. Engineering Plastics Application, 2003, 31(9): 35—38.
[4] 秦炳爽, 李延鹏. 发动机塑料油底壳应用与分析[J]. 内燃机与配件, 2015(3): 1—5.QIN Bing-shuang, LI Yan-peng. Application and Analysis about Plastic Oil Pan in Engine[J]. Internal Combustion Engine & Parts, 2015(3): 1—5.
[5] 宋林林, 董争. 塑料油底壳与钢制油底壳的失效分析[J]. 内燃机与配件, 2017(2): 59—60.SONG Lin-lin, DONG Zheng. Failure Analysis about Plastic and Steel Oil Pan[J]. Internal Combustion Engine & Parts, 2017(2): 59—60.
[6] 严伯昌. 现代汽车用金属材料与非金属材料[J]. 汽车工艺与材料, 2007(9): 63—67.YAN Bo-chang. Metal Material and Non-Metallic Material Applied in Modern Automobile[J]. Automobile Technology & Material, 2007(9): 63—67.
[7] 李萌, 孙铁波. 基于机器视觉的铝塑药品包装在线检测系统[J]. 塑料工业, 2016, 44(4): 138—141.LI Meng, SUN Tie-bo. Design of Machine Vision Based Aluminum-Plastic Drug Packaging On-Line Detection System[J]. China Plastics Industry, 2016, 44(4): 138—141.
[8] 赖仲平, 张焱. 透明PVC药品包装材料透射率的研究[J]. 塑料助剂, 2017(6): 30—34.LAI Zhong-ping, ZHANG Yan. Research on Transmittance of Clarity PVC Drug Packaging[J]. Plastic Additives, 2017(6): 30—34.
[9] 盛精, 解若愚. TRIZ在塑料制离合器总泵旋转焊接设计中的应用[J]. 机械设计与制造, 2017(12): 208—211. SHENG Jing, XIE Ruo-yu. Application of TRIZ in the Design of Plastic Clutch Master Cylinder Rotary Welding[J]. Machinery Design & Manufacture, 2017(12): 208—211.
[10] 王霄, 张惠中, 丁国民, 等. 吸收剂对激光塑料透射焊接质量影响的研究[J]. 应用激光, 2007, 27(4): 314—317.WANG Xiao, ZHANG Hui-zhong, DING Guo-min, et al. Investigation on Influence of Additive on Welding Quality of Laser Transmission Welding Plastics[J]. Applied Laser, 2007, 27(4): 314—317.
[11] 车敏, 张林龙. 连接器产品的超声波塑料焊接结构设计[J]. 机电产品开发与创新, 2018, 31(1): 58—60.CHE Min, ZHANG Lin-long. Plastic Ultrasonic Welding Line Design of Connectors[J]. Development & Innovation of Machinery & Electrical Products, 2018, 31(1): 58—60.
[12] 马鸣图, 魏莉霞, 朱丽娟. 塑料复合材料在汽车轻量化中的应用[J]. 化工新型材料, 2011, 39(11): 1—3.MA Ming-tu, WEI Li-xia, ZHU Li-juan. Application of Plastic Composite in Vehicle Lightweight[J]. New Chemical Materials, 2011, 39(11): 1—3.
[13] 郁志勇, 王希靖, 朱福良. ABS塑料加压感应焊接工艺[J]. 电焊机, 2016, 46(10): 73—76.YU Zhi-yong, WANG Xi-jing, ZHU Fu-liang. ABS Plastic Pressurized Induction Welding Process[J]. Electric Welding Machine, 2016, 46(10): 73—76.
[14] 陈良, 李红丽. 激光透射焊接技术在塑料离心风叶焊接中的应用[J]. 制造技术与机床, 2017(10): 27—30.CHEN Liang, LI Hong-li. Application of Laser Transmission Welding in the Welding of Centrifugal Fan[J]. Manufacturing Technology & Machine Tool, 2017(10): 27—30.
[15] 蔡锦达, 李翔, 王颖. 塑料的半导体激光焊接工艺研究[J]. 电子科技, 2016, 29(10): 140—143.CAI Jin-da, LI Xiang, WANG Ying. Techniques of Plastic Welding by Diode Laser[J]. Electronic Science and Technology, 2016, 29(10): 140—143.
[16] 刘长勇, 于海. 琴键式塑料激光焊接夹具的设计[J]. 机械设计与制造, 2016(10): 257—259. LIU Chang-yong, YU Hai. The Design of Key Type Plastic Laser Welding Fixture[J]. Machinery Design & Manufacture, 2016(10): 257—259.
[17] 王传洋, 沈璇璇. 聚丙烯激光透射焊接工艺及性能研究[J]. 激光与光电子学进展, 2015, 52(2): 177—182.WANG Chuan-yang, SHEN Xuan-xuan. Techniques and Performance Research on Laser Transmission Welding of Polypropylene Plastics[J]. Laser & Optoelectronics Progress, 2015, 52(2): 177—182.
Research on Laser Transmission Welding of Black Car Dashboards Thermoplastic Polyurethane Plastic
WANG Ying1, ZHANG Peng2
(1. Shaanxi Business College, Xi'an 710114, China; 2. Shaanxi Heavy Duty Automobile Co., Ltd., Xi'an 710220, China)
The welding method of black plastic in automobile instrument panel was studied to improve the weld strength and meet the practical production.A certain amount of black organic dye was added into thermoplastic polyurethane plastic, and the transmittance for adding different ratio of black organic dye into the polyurethane was analyzed. Laser was used as heating source for the welding experiment of black thermoplastic polyurethane plastic. When the adding ratio of black organic dye was (wt) 10%, the appearance of welds was no trace and the shearing strength was 131 MPa. As the adding ratio of black organic dye increased, the transmittance for visible light basically had no changed, but the transmittance for near infrared band of 915 nm increased gradually. When the depth and width of the welds were large and had no pores in it, the shear strength of the weld reached to the maximum.By adding black organic dye into black plastic, the laser transmission welding of automobile instrument panel was realized, which met the requirements of practical production.
black plastic; polyurethane; black organic dye; laser welding
10.3969/j.issn.1674-6457.2021.04.023
TG456.7
A
1674-6457(2021)04-0154-05
2021-03-25
陕西省职业技术教育学会2019年度职业教育研究课题(SZJYB19-94)
王瑛(1979—),女,硕士,讲师,主要研究方向为机械工程、汽车检测与维修、材料成形及控制工程。