自动控制数字化过盈偶件精密装配技术研究
2021-07-28周卫卫刘凤江常冬艳赵东明邵冲杨振宇
周卫卫,刘凤江,常冬艳,赵东明,邵冲,杨振宇
自动控制数字化过盈偶件精密装配技术研究
周卫卫,刘凤江,常冬艳,赵东明,邵冲,杨振宇
(中国运载火箭技术研究院 a. 北京精密机电控制设备研究所;b. 航天伺服驱动与传动技术实验室,北京 100076)
开展自动控制数字化的压装技术研究,以改善手工装配过盈偶件周期长、装配质量参差不齐等问题。通过制定电机键槽宽度测量方法,获取合适的过盈量范围;随后设计狭小空间平键压装工装,计算不同材质的压装力,仿真分析压装力的范围。过盈偶件过盈量为0.004~0.007 mm,合理压装力的范围为1~2.5 kN。通过量化过盈偶件的压装力,能够有效分析产品的传递扭矩或定位基准,为产品的关键工序提供了理论基础。
自动控制;过盈偶件;精密压装
机电伺服机构产品中的过盈偶件主要包括销与销孔、平键与电机键槽等[1—4],伺服电机以平键的两侧面为工作面,依靠键和键槽侧面挤压传递转矩[5—6]。销与销孔、平键与电机键槽为过盈配合,过盈配合下的优选配合为中等压入配合,配合公差要求为过盈量大于0.002 mm,且小于0.012 mm;并要求过盈偶件两侧面均匀接触,其结合面不得有间隙[7—8]。为保证过盈偶件具有足够的结构强度和较长的使用寿命,其中销、平键以及电机键槽均采用沉淀硬化不锈钢(05Cr17Cu4Ni4Nb)棒材制备,经充分塑性变形和固溶时效热处理后,材料的抗拉强度大于1.16 GPa、屈服强度大于1 GPa、伸长率大于11%。
文中拟通过对平键键槽进行精确测量,选择适配的平键,得到有效的过盈量范围;设计平键压装工装[9],利用数字化过盈偶件压装机得到实际平键压装力,与ANSYS分析软件模拟出的压装力进行对比[10—15],找出合理的压装力范围[16],最终实现过盈偶件的精密压装。
1 过盈偶件装配现状
由于电机壳体的干涉等问题,电机输出轴的键槽宽度无法用现有量具测量。采用0.002 mm为一档的分级塞规,在槽的前、中、后位置测量多个点,记录数值,这种方法不仅在精度上无法满足要求,而且测量的准确性会受塞规磨损和人员因素影响。
电机输出轴低于电机壳体止口,坡口最大直径为40 mm,最小直径为32 mm,坡口深度为9.5 mm。普通工具没有操作空间,仅依靠操作者手持铜棒在与电机轴径向成60°方向上斜向装键,施力不均匀,易造成键配合不均匀。目前,过盈偶件的装配完全依靠装配者手工完成,装配质量只能通过测试产品性能验证。
根据过盈偶件的现有技术条件,计划从以下3个方面进行研究。
1)电机键槽宽度测量方法的研究。按照测量的一般原则,平键和键槽宽度测量量具的综合误差高于0.01 mm。
2)狭小空间平键压装工装的设计。作动杆与电机输出轴之间依靠平键连接传递扭矩,键槽是沿电机轴向开的槽,要求平键在电机输出轴的径向完成压装。
3)自动控制过盈偶件精密装配技术。
2 过盈偶件精密装配技术研究
2.1 高精度平键键槽的测量
分别设计适合键槽的专用塞规式测量系统。采用比较测量的方法,键槽宽度的测量精度提高到了0.001 mm,满足测量要求。
2.1.1 测量系统误差分析
经专业检定,此测量系统在任意0.02 mm内的示值误差为0.001 mm,键槽公差要求为4P9(−0.004/ −0.016),即上偏差为−0.004 mm,下偏差为−0.016 mm,公差带为0.012 mm<0.02 mm。此系统使用数显千分表,测量系统内为硬接触,且手柄上有可调的圆弧与测头的导向体,共同保证测量时测头与槽壁的平行,故可以保证精度高于0.0012 mm。
2.1.2 测量方法
使用塞规式测量系统对电机输出轴的键槽进行测量。
1)将指示(千分)表、手柄、测针、导向体依次拧紧,保证在指示表压紧时,读数为0.1~0.2。
2)使用测量组合体测量槽规,指示表清零。
3)调整限位螺母至合适的高度,使用测量组合体测量轴上的键槽宽度,得到读数。
4)键槽的实际宽度为3.985 mm+。
5)按上述步骤在键槽前、中、后均匀取5个点测量,并记录数值。
2.1.3 试验验证与过盈量计算
使用专用塞规式测量系统可以将键槽测量精度提高到0.001 mm,为精确计算平键与键槽的过盈量提供了保证。
键槽的设计宽度为4−0.004 −0.016 mm,平键的设计宽度为4−0.002 −0.012 mm,通过使用专用塞规式测量系统测量实际加工键槽尺寸,选择适配的平键,计算过盈量,结果如表1所示。
整理过盈量数据,并按照0.002 mm为1个样本组距,确定键槽公差尺寸在各小区间内的个数(即频数),随后计算出数据在各小区间的频率,最后绘制频率直方图,如图1所示。
由图1可知,顶部的台阶曲线呈两头低、中间高的特点,且中心线比较对称,与正态变量的概率密度曲线一致。对于过盈量的样本值,将置信区间作为评估的精度。
过盈量的样本曲线近似服从正态分布(,2),的置信水平(1−)的置信区间为:
式中:为样本数;为样本均值;为样本标准差;1.96为关键值。
样本数=50,置信水平(1−)=0.95,=0.0054,=0.0047。的置信水平取0.95,置信区间为:

即过盈量落入(0.004,0.007)区间的概率为95%,因此,将过盈偶件的过盈量细化为(0.004,0.007)。
表1 键槽实际测量尺寸及过盈量
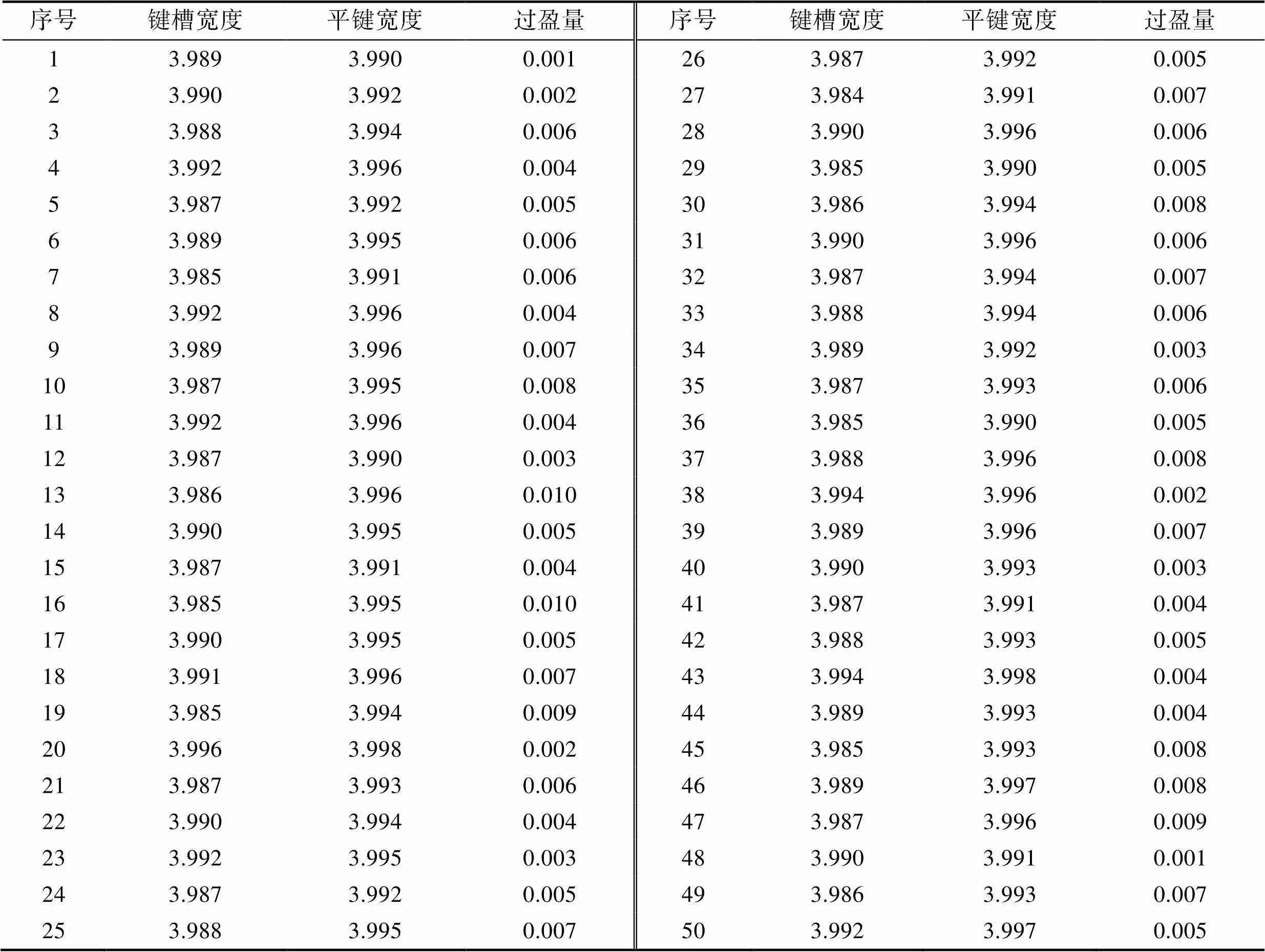
Tab.1 Actual measured dimension and interference of keyway mm

图1 过盈量的概率密度直方图
2.2 狭小空间平键压装工装设计
伺服电机以平键的两侧面为工作面,依靠键和键槽侧面挤压传递转矩。由于平键与键槽为过盈配合,需借助工装进行压装。
设计一种靴型压接工装,可以保证“靴头”伸入电机坡口内,实现平键上表面与压接工装完全贴合,平键可均匀受力。压装机通过转接头与靴型工装连在一起,压装机与转接头通过销轴连接,靴型工装与转接头通过螺纹连接。
为保证电机轴不受弯矩,设计了一种保护支座,其可支撑电机轴下侧,使电机轴在压装过程中免受径向压力。该保护支座需与电机轴面完全贴合,会对电机轴起到支撑和保护作用。
将上述工装如图2所示装配,将电机置于压装机工作台面(压装机工作台面有凹凸2个半球面组成,可以自动找平),用电机轴支座支撑电机轴,保证电机轴在径向不受力。将靴型工装与转接头螺纹连接,转接头与压装机通过销轴连接。
手动将电机轴键槽位置与靴型工装对齐,保证平键与键槽平行,受力均匀。
2.3 精密装配的工艺研究
2.3.1 过盈偶件压装力的计算
根据GB/T 5371—2004《极限与配合过盈配合的计算和选用》,过盈偶件由结合压力产生的变形与应力呈线性关系,压装力计算式为:
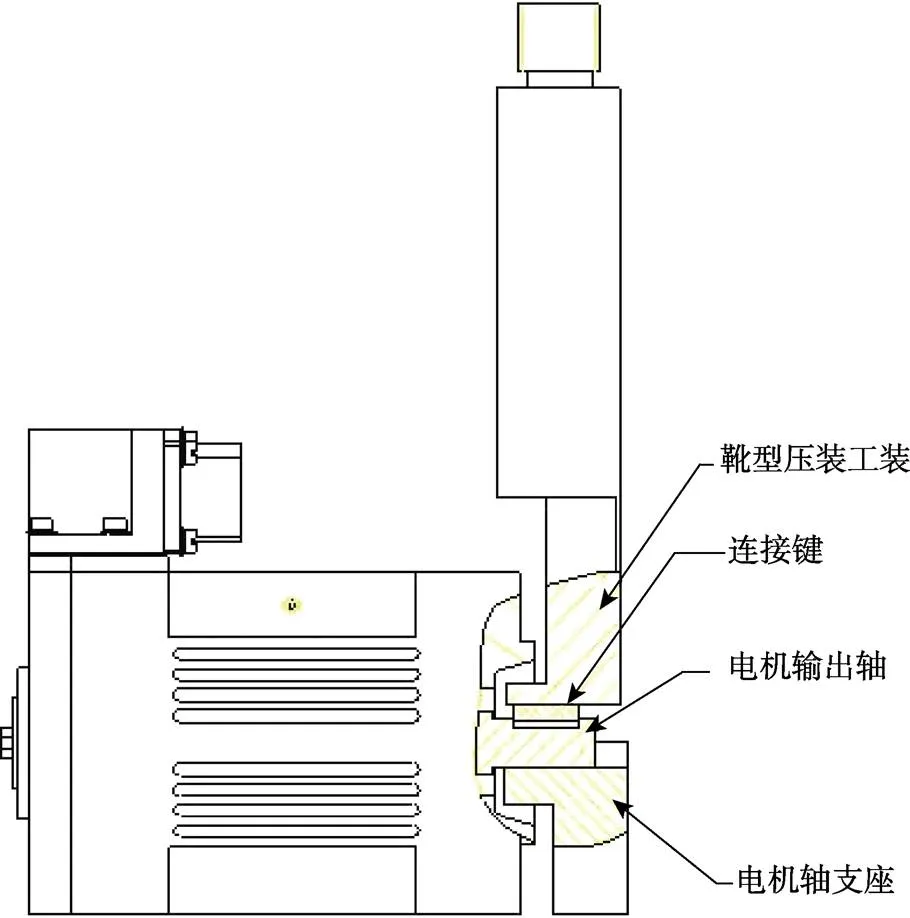
图2 压装平键示意
max(2)
式中:为压装力(N);max为结合面的最大压强(N/mm2);为接触面摩擦因数;为接触面积(mm2),圆柱销=π2/4,为圆柱销的直径(mm);连接键=,为连接键的长度(mm),为连接键的高度(mm)。
销和平键、销轴和键槽的材质均为不锈钢,根据实际装配情况,过盈偶件在装配时不使用润滑剂,故取0.12。
2.3.2 仿真分析
使用CREO 2.0建立电机输出轴的实体模型,将键槽的表面粗糙度设为1.6。
键槽主要的受力部位在直线段12 mm处,键槽深为2.5 mm,使用ANSYS软件对键槽受到的压装力进行仿真,根据连接键宽度与键槽宽度配合过盈量的不同,模拟出键槽的过盈应力。键槽实际受力面的施加压强仿真如图3所示,不同过盈量下的结合面应力分析如图4所示。
当过盈偶件过盈量分别为0.010,0.006,0.002 mm时,结合面压强分别约为437.8,262.7,87.06 MPa(应力均远低于材料抗拉强度),根据式(2)计算得出压装力分别为2889.5,1733.8,574.6 N。

图3 键槽应力分析
Fig.3 Stress analysis of keyway
图4 不同过盈量下的结合面应力分析
Fig.4 Stress analysis of joint surface with different interferences
2.3.3 试验验证
为进一步确定真实键槽压装力的范围,利用自动控制数字化压装机对平键与键槽配合进行实际压装试验,根据试验和ANSYS仿真数据分析对比计算压装力与实际压装力,找出合适的压装力范围。
1)将压装工装安装到压装机上,将电机置于压装平台的工装上,保证电机轴上键槽及平键与靴型工装底面平行,键槽与平键完全置于工装压力面中间,使得压装机均匀施压。
2)试验通过压力传感器与位移传感器实时监测平键压装过程中不同位置的压力变化,记录平键压装到位所需的实际压力,实际压力情况如图5所示。
图5 实际压装力曲线
Fig.5Curves of actual pressing force
试验采用20件平键进行压装装配,验证平键径向压装时过盈量与压装力的关系以及狭小空间装配压装力的范围,验证结果如表2所示。
表2 压装力对比
Tab.2 Comparison table of pressing forces
试验结果表明,平键装配过程稳定,计算压装力与实测压装力的偏差在±10%以内,考虑到测量误差、摩擦因数选取等因素均会造成偏差,因此,可将计算压装力与实际压装力视为一致。
影响过盈偶件压装力的因素主要是过盈量,当过盈量较小时,压装力小,实际产品在使用过程中容易发生磨损,使偶件不能精确传递扭矩或准确定位;当过盈量较大时,压装力增大,压装过程中会对电机的旋变造成不可逆的影响,因此,合理的过盈量至关重要。
由理论分析和实际过盈量的概率密度曲线可知,当过盈偶件的过盈量为0.004~0.007 mm时,合理压装力的范围为1~2.5 kN。
3 结语
使用高精度键槽测量装置精确测量键槽、凹槽的尺寸,可为过盈偶件的配合提出更合理的要求;设计的靴型工装能够在狭小空间对平键实施对称径向压装力。仿真分析表明,当销、平键以及电机键槽采用沉淀硬化不锈钢(05Cr17Cu4Ni4Nb)制备时,压装应力远低于材料抗拉强度;通过自动控制数字化压装机,采用定位移方式进行压装,可精确控制压装力和压装行程,实时记录数据,量化过盈偶件的压装力,进而实现产品传递扭矩或定位基准的有效分析,最终为产品的关键工序提供理论基础。
[1] 黄玉平, 李建明, 朱成林. 航天机电伺服系统(第二版)[M]. 北京: 中国电力出版社, 2020: 1—5.
HUANG Yu-ping, LI Jian-ming, ZHU Cheng-lin. Aerospace Electromechanical Servo System (Second Edition)[M]. Beijing: China Electric Power Press, 2020: 1—5.
[2] 李峰. 航天伺服机构设计工艺性[M]. 北京: 中国宇航出版社, 2008: 2—4.
LI Feng. Technological Design of Aerospace Servo Mechanism[M]. Beijing: China Aerospace Press, 2008: 2—4.
[3] 黄苏融, 钱慧杰, 张琪. 现代永磁电动机技术研究与应用开发[J]. 电动机与控制应用, 2007(3): 15—18.
HUANG Su-rong, QIAN Hui-jie, ZHANG Qi. Research and Application Development of Modern Permanent Magnet Motor Technology[J]. Motor and Control Application, 2007(3): 15—18.
[4] 文湘隆. 直线电动机及其在高速精密机床上的应用[J]. 机械研究与应用, 2005, 18(4): 19—20.
WEN Xiang-long. Linear Motor and Its Application in High Speed Precision Machine Tools[J]. Mechanical Research and Application, 2005, 18(4): 19—20.
[5] 许定奇, 孙荣文. 过盈联结的设计、计算与装拆[M]. 北京: 中国计量出版社, 1992: 20—25.
XU Ding-qi, SUN Rong-wen. Design, Calculation and Assembly of Interference Fit[M]. Beijing: China Metrology Press, 1992: 20—25.
[6] 李伟健, 盘存云. 圆柱面过盈连接的应力分析[J]. 机械科学与技术, 2008, 27(3): 313—317.
LI Wei-jian, PAN Cun-yun. Stress Analysis of Cylindrical Interference Joint[J]. Mechanical Science and Technology, 2008, 27(3): 313—317.
[7] GB 5371—2004, 公差与配合过盈配合的计算和选用[S].
GB 5371—2004, Tolerance and Fit, Calculation and Selection of Interference Fit[S].
[8] 俞汉清, 李晓沛, 赵秉厚. 公差与配合过盈配合计算和选用指南[M]. 北京: 中国标准出版社出版, 1990: 11—15.
YU Han-qing, LI Xiao-pei, ZHAO Bing-hou. Guide to Calculation and Selection of Tolerance and Fit Interference Fit[M]. Beijing: China Standards Press, 1990: 11—15.
[9] 陈立德. 工装设计[M]. 上海: 上海交通出版社, 1999: 2—7.
CHEN Li-de. Tooling Design[M]. Shanghai: Shanghai Communications Press, 1999: 2—7.
[10] 张玉美, 王智明, 刘建岭. 轿车轮毂过盈装配的有限元分析[J]. 机械研究与应用, 2010, 34(2): 34—38.
ZHANG Yu-mei, WANG Zhi-ming, LIU Jian-ling. Finite Element Analysis of Interference Assembly of Car Hub[J]. Mechanical Research and Application, 2010, 34(2): 34—38.
[11] 姜荣飞, 王卫英, 吴熙. 基于有限元仿真的轴承压装力计算及其影响因素分析[J]. 轻工机械, 2015, 33(1): 80—83.
JIANG Rong-fei, WANG Wei-ying, WU Xi. Calculation of Bearing Press Fit Force Based on Finite Element Simulation and Analysis of Its Influencing Factors[J]. Light Industry Machinery, 2015, 33(1): 80—83.
[12] 朱光明, 杜凤山, 孙登月, 等. 板带轧制变形区内摩擦力分布的有限元模拟[J]. 冶金设备, 2005, 21(2): 1—4.
ZHU Guang-ming, DU Feng-shan, SUN Deng-yue, et al. Finite Element Simulation of Friction Distribution in Strip Rolling Deformation Zone[J]. Metallurgical Equipment, 2005, 21(2): 1—4.
[13] 曾程. 刚性法兰连接节点有限元分析[J]. 电网与水力发电进展, 2008(2): 99—104.
ZENG Cheng. Finite Element Analysis of Rigid Flanged Connections[J]. Advances in Power Grids and Hydropower, 2008(2): 99—104.
[14] 赵永忠, 朱启建, 李谋渭. 中厚板控冷过程有限元模拟及在生产中的应用[J]. 冶金设备, 2001(6): 12—15.
ZHAO Yong-zhong, ZHU Qi-jian, LI Mou-wei. Finite Element Simulation of Plate Controlled Cooling Process and Its Application in Production[J]. Metallurgical Equipment, 2001(6): 12—15.
[15] 潘辉. 货车滚动轴承压装过程仿真[J]. 组合机床与自动化加工技术, 2003(7): 4—6.
PAN Hui. Simulation of Rolling Bearing Press Mounting Process for Freight Cars[J]. Modular Machine Tool and Automatic Processing Technology, 2003(7): 4—6.
[16] 寇淑清, 石舟, 朱欢, 等. 滚花联接凸轮轴装配过程数值仿真及影响因素分析[J]. 精密成形工程, 2019, 11(1): 63—69.
KOU Shu-qing, SHI Zhou, ZHU Huan, et al. Numerical Simulation and Analysis of Influencing Factors in Assembly Process of Knurled Connection Camshaft[J]. Joarnal of Netshape Forming Engineering, 2019, 11(1): 63—69.
Research on Precision Assembly Technology of Automatic Control Digital Interference Coupling
ZHOU Wei-wei, LIU Feng-jiang, CHANG Dong-yan, ZHAO Dong-ming, SHAO Chong, YANG Zhen-yu
(a. Beijing Institute of Precision Mechatronics and Controls; b. Laboratory of Aerospace Servo Actuation and Transmission, China Academy of Launch Vehicle Technology, Beijing 100076, China)
This paper aims to carry out the research of automatic control digital press fitting technology, to improve the problems including long cycles of manual assembly interference parts and uneven assembly quality level. The measurement method of motor keyway width was established to obtain the appropriate range of interference, then, the press fitting tooling of flat key in narrow space is designed to calculate the press fitting force of different materials and simulate and analyze the range of press fitting force. By editing the test program and adopting the automatic control digital press fit technology, the interference of the interference couple was 0.004-0.007 mm, and the reasonable press fit force was 1-2.5 kN. By quantifying the press fit force of the interference couple, the effective analysis of the transmission torque or positioning reference of the product can be realized, which provides a theoretical basis for the key process of the product.
automatic control; the interference parts; precision pressing
10.3969/j.issn.1674-6457.2021.04.026
TJ7
A
1674-6457(2021)04-0179-06
2021-05-14
中国航天科技集团有限公司重大工艺课题(ZDGY2013-10)
周卫卫(1982—),女,硕士,工程师,主要研究方向为航天伺服系统制造技术。
陈增奎(1984—),男,硕士,高级工程师,主要研究方向为弹体结构设计与热防护设计。