浅谈混凝土管片预制厂的布置
2021-07-28何海鹏
何海鹏
(中国水利水电第三工程局有限公司, 陕西 西安 710032)
管片生产与安装是隧洞掘进的主要配套工程,应与隧洞掘进相配匹,而管片生产又是其中的一个重要环节[2]。管片生产规模一般很大,其施工工序较多,生产工艺要求很高,占用场地面积相对较大,需要在洞外工业广场或附近区域规划相对独立的生产区域[3]。
1 管片预制厂布置的一般原则
(1)管片厂布置应符合工程施工总布置、总进度及工程结构要求。
(2)应结合工程特点、地形条件,做到布置合理、经济优化、技术可行。
(3)管片厂防洪标准不应低于20年一遇。
(4)管片生产应规划独立的生产区域,宜在厂房内生产,符合生态环保要求。
(5)应根据TBM掘进高峰期月平均强度确定管片预制厂规模。管片厂各功能区产能应相互匹配、协调,且应有一定的储备量。管片生产、储存、运输应满足掘进要求,并定期对主要生产设备进行检查和维护。
(6)在室内应规划一定的暂存区域,对管片进行静养,并对外观质量进行检查,在室外规划露天养护和存放场地,储备一定量的管片。管片运输应考虑室内往室外、洞外往洞内吊装和运输方便,可采用轨道运输或无轨与有轨运输结合方式。在规划管片生产区域时,应考虑混凝土拌合站、锅炉、污水排放等对周围生态环境的影响,在距离村庄较近时,还应考虑噪声对居民和施工人员的影响[4]。
2 管片预制厂的布置要求
2.1 管片生产区规划
(1)管片生产区规划应包括钢筋加工、管片成型、管片蒸养、管片静养、附属配套设施等主要功能区域。
(2)钢筋加工区应考虑原材料堆放、半成品加工及堆放、成品加工及堆放等必要的空间和设备,宜与生产线平行布置。钢筋加工区应通风良好,必要时安装轴流风机。
(3)管片成型区应包括模具准备、钢筋入模、埋件安装、模具紧固、混凝土浇筑、平仓及清理等工作内容。
(4)管片蒸养区包括管片预蒸养、管片蒸养、管片出模等区域。
(5)管片静养区宜布置在生产厂房内,应考虑管片出模后的养护区域,以及管片吊运设备、吊运通道、出厂通道等。管片出模后,管片温度较高,需要在生产厂房内布置较大的管片静养场地,使管片温度缓慢降低,将管片温度降至与室外温差不大于20℃时方可外运[5]。
(6)附属配套设施包括砂石储料仓、混凝土拌和站、锅炉房、试验室、配电室等,宜布置在管片成型区附近,使各道生产工序有效衔接,便于组织生产和管理;骨料加热、拌合水加热宜与管片蒸养设施统筹考虑。在场地条件许可时,应尽量布置在管片生产线附近,既利于生产,又节省场地[6]。
(7)粗细骨料、水泥、外加剂的堆放场宜尽量靠近拌合站布置;钢筋堆放场宜布置在钢筋加工区附近;脱模剂、预埋件宜在生产线相应工位附近堆存;各堆放场应设有防雨棚。
(8)原材料的储量应根据场地条件合理设置并满足管片生产要求,在高温和低温季节应采取温控措施。
2.2 管片生产线
(1)管片生产线选择应考虑隧洞掘进进度计划、管片型式、模具数量、管片储存量等因素。
(2)管片生产线应工艺先进、自动化程度高、安全性能良好。
(3)管片生产线布置可采用环绕式或直列式。管片生产区采用直列式,即从钢筋骨架入模到管片出模采用线型布置,其厂房需有一定的长度;管片生产区采用环线式,即从钢筋骨架入模到管片出模采用首尾相接环型布置,其厂房需有一定的宽度。以上两种布置方式,可根据施工场地规划具体而定[7]。
(4)管片模具根据振捣形式不同分为:振捣台整体振捣的管片模具、附着式振捣器振捣的管片模具。应根据生产线的形式选择相应的管片模具。
(5)模具数量应与管片厂生产能力相匹配。模具应按生产线各工位设计合理布置。
2.3 管片储存与运输
(1)管片储存场地应坚实平整,并应有雨季防冲刷措施,防止地基出现不均匀沉降。
(2)管片应分类堆放,并应预留吊装运输通道。
(3)管片可采用内弧面向上或单片侧立的方式码放,码放高度应经计算确定。管片下方及管片堆放层间应设置垫木。
(4)在管片吊装、翻转、运输过程中,应防止管片碰撞或损伤。
3 应用案例
兰州市水源地建设工程以刘家峡水库作为引水水源向兰州市供水。TBM2输水隧洞主洞采用双护盾TBM施工,安装平行四边形混凝土预制管片(5+1)衬砌。管片厚度0.3m,环宽1.5m,单片管片重约3.5t,管片成型后洞径为4.6m,管片安装共计8838余环,管片与围岩之间的空隙,用豆砾石(5mm~10mm)充填并进行回填灌浆[8]。
本标段管片生产车间总长114m,宽18m,车间至水养池,使用80m长的轨道连接,管片脱模后经轨道运输至水养池。水养池为保证冬季生产,全密封并采取保温措施。
3.1 管片预制厂布置
管片制作区主要由管片生产车间、材料堆场、管片蒸养窑、水养护池、混凝土搅拌站、管片堆场区、管片试验区组成。
管片生产车间主要由管片浇捣区、钢筋区组成。
管片浇捣区:占地面积18×114=2052m2,由混凝土浇捣区、管片翻身整修区组成。可布置钢模12套。每只钢模四周留有1.5m的通道。车间内设有管片专用吊具3台,管片翻转架2台。室内蒸养、混凝土浇筑设施齐全。
钢筋加工区:1710m2,由钢筋原材料堆场、半成品加工区、钢筋笼焊接区及钢筋笼堆场组成。钢筋笼焊接区有3套钢筋焊接胎具以及与之配套的二保焊焊机6台。半成品加工区设有弯弧机2台,弯曲机2台,调直切断机1台、切断机2台。
材料堆场,管片生产用各种原材料堆场及储存情况下表3.1
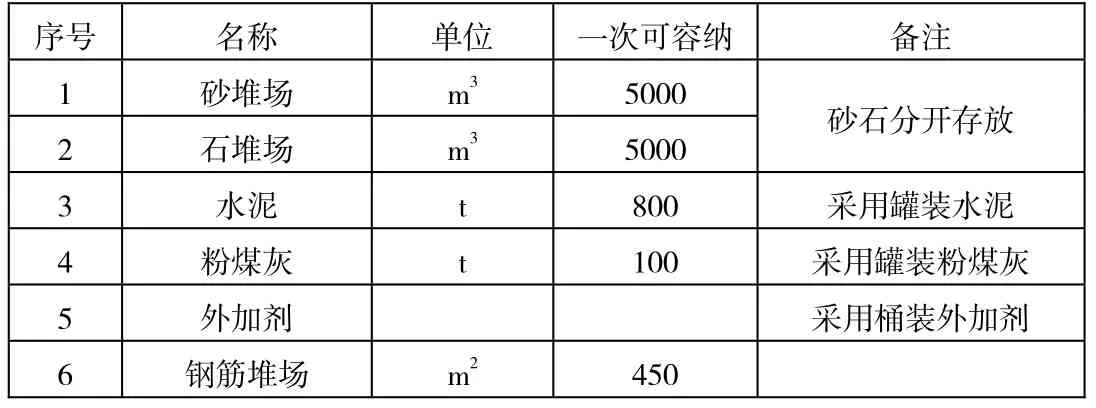
表3.1 原材料堆场及储存情况表
管片水养池3个 ,可一次容纳约150环的管片。
现场搅拌站为一台120m3/h模块式混凝土搅拌站,混凝土由输送带运输至车间。搅拌站计量系统全部由电脑自动控制,可充分保证混凝土拌合计量准确度,并确保混凝土拌合质量。
管片堆放区占地面积7000m2,按5层堆放可存放3000环管片。在施工高峰因管片无处存放,在管片厂附近租赁约10000m2场地用于管片存放,该场地可存放约4000环管片。
管片试验区有三环拼装检验平台、抗弯试验台、检漏试验台各一套。
3.2 流水生产线
采用4+1生产线,即1条生产线,4条蒸养线窑(含静养区),满足12套模具在流水线上同时生产运转。共设脱模、模具清理、涂脱模剂、钢筋笼入模、预埋件安装、检查、浇注振动、初次抹面、模具清理、自然养护、二次抹面、蒸汽养护等工位[9]。
3.2.1 脱模工位
出模坑道端第1个工位为管片脱模工位,是指模具通过出模平移小车平移到流水作业线,被牵引装置输送至脱模工位后,作业人员按照规定顺序将模具侧模、端模固定螺栓拆开,用专用吊具将管片从模具中吊起,摆放到管片临时修补区,完成管片脱模作业。
3.2.2 模具清理工位
模具清理是指作业人员用抹子、刮刀、刷子、压缩空气等专用工具将模具内侧各个表面及各个接缝处的残留混凝土块、混凝土浆等进行彻底清理的作业过程。
3.2.3 涂脱模剂工位
涂脱模剂工位上,作业人员首先检查确认模具已经完全清理干净,再使用专用工具对模具内表面及盖板内表面进行喷洒,脱模剂的喷涂量必须满足规定要求。
3.2.4 钢筋笼入模工位
模具进入本工位后,由专用吊具将堆放于蒸养窑顶部的成品钢筋笼吊装到模具中。
3.2.5 预埋件安装工位
本工位作业内容是安放各种预埋件。将两边的模具盖板合上,盖板的紧固螺栓必须拧到规定的扭力,然后按设计要求,装配好管片内的各种预埋件。
3.2.6 检查工位
质检人员在本工位对上述工位作业质量进行检查确认,确保预埋件埋设精度满足设计要求,合上模具上盖板也可在此工位进行。
3.2.7 浇注振动工位
该工位有以下作业内容:在生产线上,设计有脱轨式隔振平台,通过脱轨式隔振平台,将模具与轨道分离,作业人员开始启动振动的相关工作。
振动室进出门关闭→混凝土下料,振动并达到规定要求→振动室进出门打开→作业人员完成以上工作→按下工作完成按钮→控制系统接收到完成信号。
3.2.8 初次抹面
模具进入本工位,由作业人员对管片表面进行初次抹面。
3.2.9 清理模具
此工位作业内容主要是对模具的盖板等进行清洁整洁工作,以便模具外观清洁,增加模具使用寿命。
3.2.10 自然养护
静养区位于蒸养窑进模门的前端,自然养护是通过静养区来实现,其作用是让混凝土在常温下先进行初凝,以达到管片生产的技术要求。在冬天进行生产时,可根据实际情况增设保温棚。
3.2.11 第二次抹面
作业人员对管片的外弧面进行人工修补,对混凝土表面进行最终的处理,以便消除外弧面上的气孔等缺陷,增加管片的抗渗性能,同时也提高管片的外观质量。
3.2.12 蒸汽养护
完成以上工作的管片,将被送入蒸养窑进行蒸汽养护。管片蒸养窑和出模平移坑道重复以上作业流程,进入管片第二次以上的循环生产。
流水线运行为自动和手动两种模式,日常生产过程中生产线按自动模式运行。工作节拍为6.39min。设立了管片静养区,管片在混凝土浇注后静养时间可达2.66h。蒸汽养护共计4.26h。模具在作业线作业区上向前行进时为独立行走,每个模具之间有1.3m-1.5m左右的距离,不直接接触。生产线混凝土采用附着式振捣器振动。
4 结束语
采用本布置方案历时16个月完成了8838环管片的生产任务,其中最高日生产管片32环。经实践,该管片预制厂布置合理,与双护盾TBM掘进施工匹配较好,得到了监理、业主的一致肯定,取得了良好的经济效益和社会效益。管片预制厂的合理布置对高效掘进施工有着至关重要的作用[10],通过对管片预制厂布置原则及要求的总结,期望能对类似工程提供一定的借鉴。
