热镀锌线带卷曲机对带尾位置控制的改进与优化
2021-07-27贾腾
贾 腾
(河北钢铁集团邯钢公司,河北 邯郸 056015)
出口卷取机自动穿带时卷取机的各个部分自动动作到位后生产线才可以正常运行。如果有一步不到位,直接导致自动穿带自动程序的停止,生产线无法正常运行。带钢带尾停靠位置不准确,还会造成松卷,严重的直接产品降级。如果处理不及时还有可能造成生产线停车。
1 热镀锌线卷取机存在的问题及现状
1.1 卷取机穿带问题
卷取机是热镀锌连续生产线中生产线的最后环节,它的运行状况直接影响生产线的运行情况。正常情况下,按下自动穿带按钮后,皮带助卷器、外置轴承、引带台、芯轴同时动作,动作到位后正常运行。如果有其中一个动作不到位,则自动穿带程序停止,出口停车。操作工需要把各个动作恢复,把带钢倒回出口剪重新穿带,如果处理不及时会造成生产线停车。
2.2 带尾停靠位置的问题
正常生产时,出口剪剪切带钢后,芯轴带动带钢向前,直到带尾停靠在五点钟方向。这个位置有助于后面的动作:小车的运卷以及之后的打捆的顺利完成。如果带尾没有停靠到合适的位置,就需要操作工手动操作芯轴,停到五点钟方向。这样极易造成松卷,如果处理不当会造成无法包装,严重时会造成生产线停车(见图1)。

图1 带钢松卷
2 卷取机控制改进
2.1 卷取机穿带问题的改进
出口自动穿带步骤如果无法正常运行,会造成出口段停车,操作工需要重新恢复各个动作,把带钢倒回出口剪的位置重新穿带,如果操作不及时会造成出口活套满,从而导致停车。在实际操作中,通过对现场观察,阅读程序发现影响自动穿带的可能的因素:芯轴动作不到位、皮带助卷器动作不到位、穿带台动作不到位、外置轴承动作不到位。
后对照PDA记录,发现芯轴、皮带助卷器及外置轴承检测信号正常可靠,而检测穿带台位置的磁尺的检测数据,在每次穿带的时候数据波动很大。数据波动中,超出范围造成穿带台位置异常报警,使得自动穿带步骤的停止。鉴于这种情况,把磁尺检测穿带台的位置改为限位检测(见图2)。在保证信号稳定可靠的同时,还节约了备件成本。

图2 限位检测穿带台位置
2.2 带尾停靠位置的改进
在计划实施的过程中,根据导致带尾无法停靠在卷取机五点钟方向的现状,具体分析各种原因,找到主要原因。经过具体分析发现在实际操作中,通过对现场观察,熟悉操作工的操作方法以及阅读程序发现影响带尾停靠位置不准的主要因素。根据分析结果采取相应的改进措施:优化带钢停止命令;修正出口剪到卷取机的长度;增加带尾停靠位置设定的控制(见图3)。
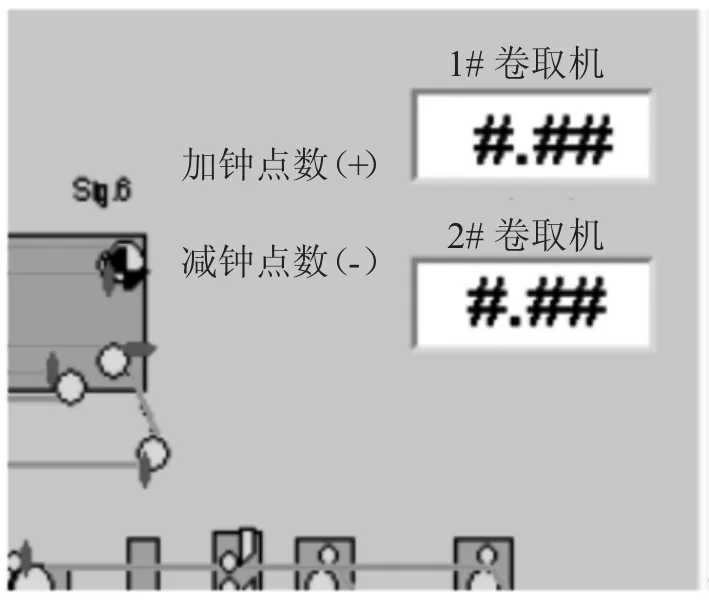
图3 增加卷取机带尾停靠位置的控制
3 卷取机控制优化后的效果
1)卷取机穿带改进后杜绝了因引带台动作不到位造成的车事故。平均每年减少了4次停车事故。
2)带位停靠位置改进后,使得带尾停靠位置准确可控。保证带钢带尾停靠位置,对于厚带钢以及ss440等高强钢种的松卷问题得到了极大的改进。
根据近3 a的数据统计,出口卷取机整体的控制优化后,平均每年减少停车事故4次,节约产量60 t,节约时间约97 min。
