绕线机绕线张力控制方法分析
2021-07-23曹施展
曹施展
(南京利德东方橡塑科技有限公司,江苏 南京 210028)
绕线机在纺织纱线和漆包线的卷绕、纤维复合材料及胶管和电缆纤维织物的编织和缠绕等工程领域有着广泛的应用[1-4]。在绕线机的应用中,稳定的绕线张力对产品质量影响重大[5-7],如在纺纱过程中,绕线张力直接影响织物的质量、性能和加工效率[8-9];漆包线绕线张力对高速绕线质量和绝缘层缺陷等影响颇大[10];纤维复合材料缠绕时,稳定的绕线张力可提高纤维的增强特性[11]。然而,绕线机在不同的应用过程中对绕线张力的精度和稳定性要求不同,需要采取差别化的控制方法,以适应经济性和实用性的要求。
胶管和电缆等纤维织物编织和缠绕工序所用的线坨一般较小,以便其跟随锭子在编缠机上高速运转。因此,需要将大线坨上的线经过绕线机卷绕在小线轴上形成小线坨。绕线过程控制参数一般包括绕线张力、线长、速度和导程,其中绕线张力和线长为关键控制参数,决定着线轴的质量;速度为过程从动参数,由控制要求和控制方式确定;导程只取决于线直径,控制较为简单。本工作主要分析胶管和电缆等行业常用绕线机对绕线张力控制方法的选择和应用。
由于通常使用的聚酯纤维或棉纤维经拉伸后发生弹性形变,在一定范围内伸长率与拉力成正线性关系[12],因此,绕线机的绕线张力大小和变化会导致线长的误差。
1 绕线过程分析
1.1 绕线机的结构及工作过程
绕线机一般结构如图1所示。大线坨上的线依次经过张力控制装置、计米装置和排线装置,最后卷绕在小线轴上,形成小线坨。小线轴由电动机提供卷绕动力。排线装置可使线按照调节好的排线方式从小线轴一端到另一端均匀卷绕,然后反向排线。随着排线层数增多,卷绕直径增大,直到达到长度要求。
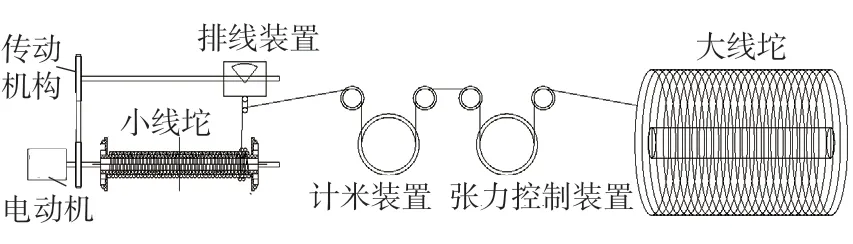
图1 绕线机结构示意Fig.1 Diagram of winding machine structure
1.2 绕线速度分析
绕线速度取决于小线轴卷绕转速(同电动机转速ω)和线卷绕直径(即小线轴小直径d)。对小线轴的排线进行分析,如图2所示(d0为线直径,D为小线轴大直径,L为线轴长度)。

图2 小线轴排线示意Fig.2 Diagram of small spool line layout
设排线导程为P,绕线速度为V。为使小线坨排线紧密而平整(没有空隙和压线情况),P应等于d0,则卷绕到每一层的线速度(Vi,i=1…n,i为层数,n为自然数)满足下式:

1.3 绕线张力分析
对绕线过程分析可知,卷绕电动机提供牵引动力,而张力控制装置提供恒定阻力。等速绕线时,二力平衡,绕线张力保持恒定;跃层提速时,由于张力控制装置的转子需跟随线同步加速,于是将对线产生额外的拉力,导致张力变化。对张力控制装置的转子进行动力学分析,如图3所示。图中M为阻力矩;F+ΔF为绕线张力,F为恒定张力,ΔF为跃层提速时张力变化。
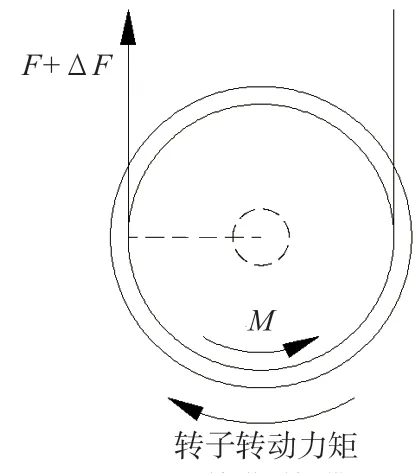
图3 转子的动力学分析示意Fig.3 Diagram of rotor dynamic analysis
张力控制器的转子可视为圆盘,设其质量为m,旋转半径为r,转动惯量为J,角加速度为α,线加速度为A,绕线张力变化率为λ,根据牛顿第二定律和转子的动力学分析,可得:
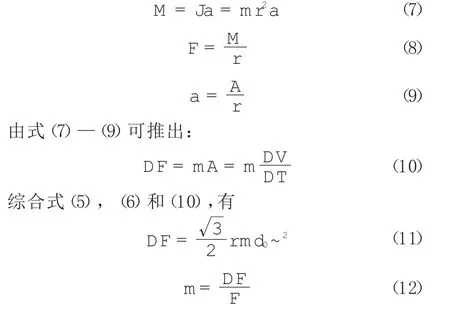
由式(11)可知,ΔF与m,d0,ω2成正比,而F越大,所需的m也越大,所以,λ主要取决于d0和ω。假定卷绕电动机匀速旋转,ΔF仅在跃层时发生,且相等,跃层后绕线张力恢为F。
2 绕线张力控制方法的选择
2.1 恒转速控制方法
选取普通三相异步电动机作为卷绕动力,输出ω为23.5 r·s-1;选取永磁制动器(型号为MB-2)作为张力控制装置提供恒定阻力矩,m为0.1 kg;F+ΔF设定为(5±0.25) N;d0为0.000 5 m。由此计算出的ΔF为0.075 N,λ为0.015,ΔT为0.043 s。可以看出,张力波动较小,且持续的时间较短,满足工艺要求。该张力控制方式从系统硬件和控制方法上都较为简单、经济和实用。
进一步分析发现,ω和d0增大影响张力变化。将ω从23.5 r·s-1递增到70.5 r·s-1,d0分别选取0.000 2,0.000 6,0.001,0.001 4 m,其他参数保持不变,λ的变化如图4所示。很明显,随着ω的增大,λ快速增大,并且与d0基本成正比例关系。鉴于λ在不大于0.10范围内的ω和d0满足胶管和电缆等生产的绕线工艺要求,因此,该计算模型可用于绕线机的设计参考。

图4 λ,ω和d0的关系Fig.4 Relationship between λ,ω and d0
2.2 恒线速度控制方法
对于λ>0.10的ω和d0,通常采用恒线速度控制方法。即控制卷绕电机的ω,使得排线跃层时,仍然保持绕线速度不变,进而保持张力稳定。通常选择编码器作为计米装置,并实时测量输出绕线速度;选择伺服电机用于卷绕驱动。当排线发生跃层时,编码器将绕线转速变化信号实时传输给控制系统,并与绕线速度设定值进行对比运算,然后输出信号给到伺服电机进行降速,即对绕线速度进行实时跟踪的闭环控制。此控制系统可通过优化硬件配置和控制方法参数来实现低延时、高响应和低震荡的稳态。如利用交流伺服电机响应时间短、加减速度快、转速稳定性好的特点,可快速跟踪绕线速度的变化;采用光电式编码器及带有脉冲输入捕捉和脉宽调频输出模块的数字式控制器,通过全数字式的信号采集传输和控制,可降低模拟信号的处理和转化时间,使控制系统更加精简和稳定[13];通过采取模糊PID算法[在过程控制中,按照偏差的比例(P)、积分(I)和微分(D)进行控制的方法]和H∞算法(现代控制理论中设计多变量输入输出鲁棒控制系统的一种方法)等方式来提高系统的动态响应和抗干扰性能[14]。显然,此种控制方式对硬件和算法都有更高的要求,系统复杂性和成本显著提高。
2.3 两种方法对比分析
针对恒线速度控制方法,选取宋辰亮等[13]的试验研究进行分析。该试验选取的ω为2 500 r·min-1(41.7 r·s-1),d为78 mm,d0为0.000 2 m,并给予频率为1 Hz、大小为250 r·min-1的扰动速度。通过换算,其扰动速度变化率为1 m·s-2。结果显示,系统参数虽经整定和优化,但仍然有至少3.5 ms的纯滞后,λ为0.009 6。按照恒转速输出的计算模型,在同样的参数下,其跃层产生的速度变化率约为1 m·s-2,λ为0.019。对比结果可知,在同样的参数设置下,采用恒线速度控制方法的λ明显更小。
3 结论
绕线机的λ正比于d0和ω2,ΔF仅发生在排线跃层提速时,采用恒转速的控制方法,可满足胶管和电缆等行业绕线的一般工艺要求,具有系统结构简单,经济性好,实用性强等优点。当绕线过程需选取的ω和d0较大时,可采用恒线速度控制方法,其张力控制效果明显更优,但系统复杂性和成本显著提高。
