航空子午线轮胎胎体正反包技术的研究
2021-07-22王宏志
王宏志
(中国航空制造技术研究院,北京 100024)
目前,子午线轮胎已经在国内地面运输领域得到广泛应用,而且当前橡胶机械行业的自动化控制水平发展已经与世界自控技术发展保持同步。但在航空领域仍以斜交轮胎为主,且轮胎成型设备陈旧,生产自动化程度较低。
航空轮胎是飞机起落的安全部件。我国大飞机发展已经取得了重大突破,大飞机的国产化迫切需要发展高性能航空子午线轮胎。目前我国尚无民航大飞机子午线轮胎自主技术和产品,完全依赖于进口[1-4]。
由于高性能航空子午线轮胎是飞机先进性的重要技术指标之一,因此世界各国都对这一领域进行严密的技术封锁和垄断。目前,高性能航空子午线轮胎技术主要掌握在以法国米其林、美国固特异、日本普利司通和英国邓禄普等为代表的少数几家轮胎企业手中[5-6]。2008年,国内桂林曙光橡胶工业研究设计院采用半手工制作的方式研制成功我国第1条航空子午线轮胎[8]。但自动化、批量化生产子午线航空轮胎的关键设备——航空子午线轮胎成型机在国内尚属空白。
制约航空子午线轮胎成型质量和成型效率的主要问题之一是航空子午线轮胎一段成型机胎体的正反包技术。当前,由于航空子午线轮胎胎体特殊复杂的成型工艺[8-9],采用人工方式进行航空子午线轮胎多层胎体帘布的正包和反包,生产方式原始,工人劳动强度极大,生产效率低,成型质量不稳定。另外,目前地面轮胎和航空斜交轮胎胎体的成型设备均无法实现航空子午线轮胎胎体的成型,无法解决胎圈根部打褶不均匀或打死褶问题。为此,本工作研究航空子午线轮胎胎体正反包技术,以期提高轮胎的成型质量和效率。
1 航空子午线轮胎胎体成型工艺特点
航空子午线轮胎的成型工艺流程如图1所示。胎体的断面如图2所示。航空子午线轮胎一段胎体的成型存在两个问题。

图1 航空子午线轮胎成型工艺示意Fig.1 Forming process of aviation radial tire
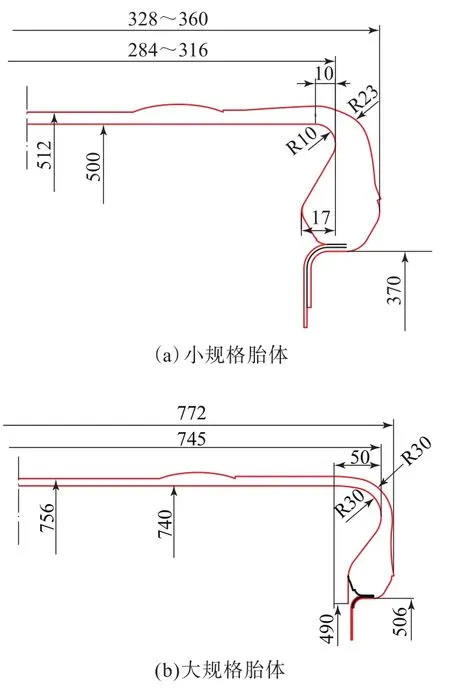
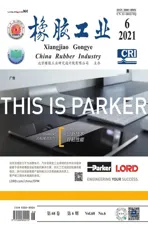
图2 胎体断面示意Fig.2 Section of tire carcass
(1)胎体帘布贴合问题。胎体帘布的宽度远大于胎体鼓的宽度,两侧胎体帘布悬出较长,没有支撑,在贴合内衬层和胎体帘布时无法形成规则圆筒(见图3),且帘布层间无法紧密贴合,容易产生气泡,也无法采用机械滚压把几层胎体帘布压实,影响后续工序,严重影响轮胎成型质量。

图3 贴合内衬层和胎体帘布时无法形成规则圆筒Fig.3 Unable to form regular cylinder when bonding inner liner and carcass cord
(2)胎圈根部打褶问题。胎体成型既有正包又有反包,胎体帘布正包后在胎圈根部形成严重不均匀褶皱,并会形成死褶(见图4),严重影响胎体成型质量,且需要人工进行辅助,成型质量不稳定,成型效率低。

图4 胎圈根部不均匀褶皱Fig.4 Uneven fold at bead root
分析胎圈根部形成严重不均匀褶皱的主要原因如下。①胎体筒不规则。贴合的胎体筒为不规则胎体筒,在进行正包时胎体筒沿圆周方向受力不均匀。②胎体帘布层数及帘线特性导致,即胎体的层数较多,包括1层内衬层、4—6层内层胎体帘布,2层外层胎体帘布及其他补强胶;航空子午线轮胎胎体骨架材料为特殊材料,胎体帘线比斜交轮胎胎体帘线粗且硬,强度较大,正包的阻力较大。③胎体贴合鼓的折叠比较大。航空子午线轮胎为保证胎体强度,设计时胎体直径比胎圈直径要大很多,折叠比较大,折叠比为胎体鼓贴合直径与胎圈直径的比值,如图2所示小规格和大规格航空子午线轮胎胎体的折叠比分别为500/370=1.35和740/506=1.46。
由此可见,采用传统正反包成型技术无法实现航空子午线轮胎胎体的正反包,正反包过程中胎圈根部会出现不均匀打褶。
2 正反包技术的实现
一段胎体正反包技术是航空子午线轮胎成型机研制成败的关键技术。针对上述问题,采取相应的解决措施,以便在胎圈根部形成均匀褶皱,保证航空子午线轮胎的成型质量。
2.1 解决胎体贴合问题
在胎体鼓两侧增加辅助支撑,如图5所示,中间红色部分为胎体鼓,两侧绿色部分为辅助工装。两侧辅助支撑的直径与胎体鼓贴合直径一致,且两侧辅助支撑与胎体鼓同步进行旋转及停止,以便贴合时胎体帘布能够整体贴合在一个圆柱面上,且没有圆周方向上的相对运动,避免胎体帘布扭曲。同时辅助支撑在贴合完成后能够实现径向的收缩或脱离胎体贴合鼓,以便为后续正反包工序做好准备。
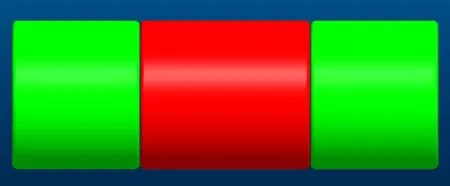
图5 胎体鼓辅助工装示意图Fig.5 Auxiliary tooling for carcass drum
2.2 解决胎圈根部不均匀褶皱问题
胎体帘布从大直径收缩到小直径,在胎圈根部出现胎体帘布的堆积和折叠是不可避免的,但需要采取措施使胎圈根部褶皱均匀,保证胎体成型质量。
(1)降低胎体贴合鼓的折叠比。在保证轮胎质量和性能的前提下,尽量降低胎体贴合鼓的折叠比,即减小胎体直径与胎圈直径的比值,减小胎圈根部胎体帘布的重叠堆积量,从而避免胎圈根部出现较大的打褶现象。
(2)增大指形正包器与反包胶囊之间的间隙。在进行正包时,指型片下压后,胎体帘布处于指型片与反包胶囊之间,指形正包器与反包胶囊之间的间隙应足够大(见图6),避免因间隙太小无法实现正包或者导致胎圈根部出现死褶,以致无法进行后续反包工序。

图6 指形片与胶囊之间的间隙Fig.6 Gap between finger and capsule
(3)采取胶囊预充气方法。正包时为使胎体筒两侧胎体帘布圆周方向上同时受力且受力均匀,胎体筒应保持一个规则的圆筒形状,采用胶囊预充气的方法,在两侧悬空胎体帘布内形成支撑,随指形片缓慢下压胶囊,使其缓慢放气,以便形成规则的胎圈根部打褶现象。
(4)保证两侧指形正包器动作的同步性。在两侧正包器对两侧胎体帘布进行下压正包时,保持动作的同步性,避免将胎体筒拉偏。正包器的运动采用伺服电机取代原气缸进行驱动,实现两侧扣圈盘及正包器的位置及速度可控,以便保证两侧正包动作的同步性。
(5)优化指形正包器的结构和增加指形片数量。为使胎圈根部褶皱均匀,利用仿生学设计指形片的结构,以模仿人工进行均匀打褶的动作。优化设计指形片正包器的结构,增加指形片数量,以使褶皱尽量多且均匀分布。采用两层指形片结构,一层指形片处于胎体帘布筒的内侧以支撑胎体帘布,另一层指形片处于胎体帘布筒的外侧,外层指形片下压,内层指形片支撑,以便将胎体帘布筒均匀的分割成N等份,如图7所示。内外层指形片的数量应根据成型轮胎的规格和机械结构的限制,尽量多且沿圆周方向均匀分布。
图7 内外层指形片均分胎体筒Fig.7 Carcass divided evenly by the inner and outer finger plates
2.3 改进效果
通过采取以上改进措施及进行设备优化设计后,解决了胎圈根部出现死褶或不均匀褶皱的问题,并提高了胎体的成型质量和成型效率。改进后的指形正包及胶囊反包效果如图8所示。

图8 正反包效果示意Fig.8 Effect of forward and reverse wrapping
3 结语
通过航空子午线轮胎胎体正反包成型工艺参数优化及设备改进,航空子午线轮胎的成型质量得到保证,成型效率提高。实现胎体帘布自动正反包后,将工人从繁重的正反包操作中解放,极大地降低了工人的劳动强度,降低了劳动成本,为航空子午线轮胎成型机的研制提供了技术支持。
目前我国航空子午线轮胎成型机的发展还处于初步阶段,工艺的进一步深入研究和创新以及设备的更新和优化,都需要工艺研究人员与设备设计人员进行更深入地研究,以便国内航空子午线轮胎的生产实现批量化,摆脱国外对我国民用和军用航空子午线轮胎的制约。