轨道客车不锈钢车体焊接工艺分析
2021-07-21郭世彬宋朋孟繁祎
郭世彬 宋朋 孟繁祎


摘要 对于整个轨道车辆来讲,不同的车辆所使用的车体的材料都各不相同,所以在轨道客车的类型当中可以分成这几种,分别是碳钢车、铝合金车以及不锈钢车。基于此,本文从轨道客车不锈钢车体材料、焊接技术、组装工艺等方面,对不锈钢车体的焊接工艺特点进行详细的分析,本文围绕铁路客车以及城轨客车的不锈钢车体的制造过程分析焊接工艺技术在轨道交通行业的应用现状和发展趋势,为行业焊接技术的发展和应用提供思路和方向。
关键词:轨道客车;不锈钢车体;焊接工艺;传统电弧焊;电阻电焊
Analysis on Welding Process of Stainless Steel Body in Rail Bus
GUO Shibin SONG Peng MENG Fanyi
(1.CRRC Sifang Co., Ltd., Qingdao, Shandong Province, 266111 China; 2. Dalian Jiaotong University, Dalian, Liaoning Province, 116028 China)
Abstract: For the entire rail vehicle, the body materials used by different vehicles are different, so the types of rail passenger cars can be divided into these types, namely carbon steel cars, aluminum alloy cars and stainless steel cars. Based on this, this article analyzes the welding process characteristics of stainless steel car bodies in detail from the aspects of rail passenger car stainless steel car body materials, welding technology, assembly technology, etc. This article focuses on the manufacturing process of stainless steel car bodies of railway passenger cars and urban rail passenger cars. The application status and development trend of process technology in the rail transit industry provide ideas and directions for the development and application of welding technology in the industry
Key Words: Rail bus; Stainless steel car body; Welding technology; Traditional arc welding; Resistance welding
中圖分类号:U263.6 文献标识码:U
1 轨道客车的车体材料
现阶段轨道车辆车体最常用的材料是碳钢、铝合金以及不锈钢材质。相较于前两种材料来讲,不锈钢材料具有强度高,耐腐蚀性能好,安全性高,寿命周期长的特点[1]。现阶段,奥氏体不锈钢扔是国内外城轨车辆车体制造的主要材料。
2 轨道客车车体焊接方法
2.1电弧焊
不锈钢和碳钢的热物理性能相比较来讲,线膨胀系数比碳钢更大,占比数据在40%左右,而它的热导率却比碳钢低,只有碳钢的33%。正是由于这样的物理性能,导致不锈钢车体在采用传统电弧焊焊接时,如果线能量大或者焊接速度慢,就会产生很大的焊接变形。同时不锈钢焊接容易出现晶间腐蚀问题,降低晶间的结合强度。在焊接过程中由于残留着较大的应力,也会使焊缝出现开裂现象,并且在焊缝和热影响区附近还可能出现脆化现象[2]。
2.2电阻点焊
奥氏体不锈钢的电阻点焊工艺性较好,城轨车辆车体底架、侧墙、车顶、端墙等主要结构大量应用电阻点焊焊接。电阻点焊总体热输入相较于电弧焊要低的多,易于实现自动化,操作容易。由于电阻点焊焊缝是由离散型的焊点组成,导致车体密封性较差等。电阻点焊是目前首选的不锈钢车体焊接方法[3]。
3 轨道客车不锈钢车体的特点与分类
不锈钢车体拥有比碳钢车体更长的使用寿命,且工艺简单,也不需要较多的维修,具备较强的耐磨性,修复性也比较好,维修成本也比较低,使用性比较优越。针对不锈钢车体的组成部分来讲,主要的组成部件有底架、侧墙、车顶、端墙等,如图1所示。在这些部件中,使用不锈钢薄板的部件主要有车顶板、侧墙板和底架地板,他们的厚度一般在0.8mm至2mm之间。
4.2车体组装工艺流程分析
底架结构通常由端部底架、边梁,横梁和铁地板组成。按工序划分,分为底架框架组焊工序、底架转胎焊接、底架零件焊接、底架调平等工序。而底架为承载部位,不锈钢车体底架关键承载结构采用高耐候钢和低合金高强度钢为主要材料,其他部分使用不锈钢材料。
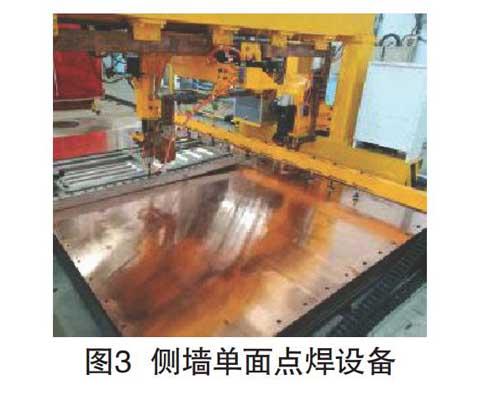
侧墙、端墙结构通常由骨架、蒙皮组成,而不锈钢车体侧墙通常由多个这种结构的侧墙单元通过边梁连接而成,骨架焊接采用电阻焊为主,电弧焊辅助完成,而骨架与蒙皮之间的焊接通常由电阻焊完成。由于侧墙外观要求较高,通常采用铜平台作为下电极,采用上电极移动单面点焊的方式改善侧墙外观,如图3所示。
圖3侧墙单面点焊设备
车顶结构通常由车顶骨架和车顶蒙皮组成,车顶蒙皮板按照位置不同分为侧顶板和中顶板,其与车顶骨架之间采用电阻焊连接而成。不锈钢车体车顶通常采用全不锈钢材料设计制造。
车体总组装一般按照底架—侧墙—端墙—顶棚的顺序进行,也存在个别车型有不同的组装顺序,主要取决于结构设计的连接关系。车体总组装中,为保证不锈钢拉丝面外观质量,涉及外露部位的焊接选用电阻点焊完成,其中侧墙与底架连接位置由于内部无法触及,所用电阻焊方式区别于其他方法,采用间接式点焊的方式,主电极采取单面点焊的方式,而副电极同底架边梁连接形成电流回路完成焊接[4-5]。
电阻点焊完成后要对焊点进行清洗,以去除表面焊接氧化变色。通常采用电解法去除氧化变色,并进行酸洗来恢复不锈钢钝化层。图4所示为清洗前后的对比。
4.3工艺流程优化改进建议
在不锈钢车体生产中,最大的问题在于点焊过程中产生飞溅、烧穿等缺陷,尤其在侧墙生产过程中,出现飞溅处焊点会留下非常明显的缺陷,除影响连接强度外,还非常影响美观,并且不易修复,如何避免出现飞溅、烧穿等缺陷 [6],此处提出几点建议:
-
严格控制点焊组对间隙。对于电阻点焊来说,组对应平整,不能留有间隙,间隙会导致产生较深的压痕或产生焊接飞溅等缺陷。要控制组对间隙,除尺寸公差外,还要严格控制零件下料质量,对于剪板的切边,激光下料的切口这类在下料过程中残留的缺陷,应打磨去除。压型、加工工序,应严格检验零件尺寸,以保证组对间隙。
-
严格控制点焊零件表面状态。对于点焊来说,如果零件表面存在大量油污,灰尘等不易导电的物质时,会造成飞溅等情况,严重影响点焊的质量,所以在点焊开始前应对工件表面油污、灰尘等予以清除,可采用机械或化学方法完成。尤其是机加工的零件,务必要做好表面油污的处理,否则都会对点焊造成影响。
-
优化焊接工艺参数。尤其对于多层板点焊,要注意焊接压力与焊接电流、时间的匹配关系,选择焊接参数也要考虑其对焊接稳定性的影响。此外,电极帽的选择对于电阻点焊过程的影响也十分明显。
-
严格执行开工前试验要求。对设备状态的变化要予以关注,避免设备或外界其他因素影响点焊质量。
结语
不锈钢车体通常采用无涂装设计,对外观质量要求较高,传统电弧焊不能满足外观要求,故而大量应用电阻点焊焊接。本文简要对城轨不锈钢车体组装工艺进行了介绍,并对生产优化项点进行了阐述,对城轨车辆的制造组装有一定的参考意义[7]。随着焊接技术的不断进步,会不断有更适合不锈钢车体生产的技术应用到车体制造中去,所以要紧跟时代步伐,引领轨道交通装备制造技术发展,为我国轨道交通走向全球增光添彩。
参考文献
[1]吕安松,苏金花,杨则云,朴东光,李文夏,韩晓辉.不锈钢激光焊接工艺规范在轨道车辆中的应用[J].机车电传动,2020(05):36-40.
[2]高鹏.不锈钢模板在城市轨道交通施工中的应用[J].科学技术创新,2020(14):123-124.
[3]孙晓光,韩晓辉,王睿,李刚卿,董超芳.轨道客车不锈钢车体电化学钝化工艺研究[J].机车车辆工艺,2020(02):1-5.
[4]王春生,王文权,王洪潇,徐国成.不锈钢轨道客车侧墙激光焊接与电阻点焊数值模拟对比研究[J].电焊机,2020,50(07):109-113+152.(硕士)
[5]Debasish Chatterjee. Metallurgical Perspective of AISI 301LN (EN 1.4318) Grade Austenitic Stainless Steel for Future Transport Applications[J]. International Research Journal of Materials Sciences and Applications,2020(3):15-16.
[6]Michal Junek,Marie Svobodová,Ji?í Janovec,Jakub Horváth,Petr Duchá?ek. Long-term thermal degradation of narrow gap orbital welded P91 and P92 steels[J]. International Journal of Pressure Vessels and Piping,2020,(185):73.
