全自动生产线上制动盘无损检测方法
2021-07-20宋道传
宋道传
[摘 要]在生产线上对制动盘开展的自动检测,检测时需要选择无损检测方法中的磁粉检测法。从原理和差异性方面,对磁粉检测工作和真伪缺陷进行了简述,分析了传统的梯度法等手段,并以此为基础,对各种算法和分析法进行了结合,在分析和提取图片灰度值的过程中,采用了MATLAB软件,使得检测环节免去了对人工的需求,进而实现了全自动化的目标。通过实验对该方法的验证,能够使真伪缺陷的识别更准确,进而促进检测精度的提升,并实现对检测时间的节省,在流水线检测制动盘方面较为适用。
[关键词]制动盘;磁粉检测;图像处理;缺陷识别;自动化
[中图分类号]TG115.28;TP391.41 [文献标志码]A [文章编号]2095–6487(2021)03–0–02
[Abstract]In the automatic testing of brake disc on the production line, the magnetic particle testing method should be selected. In this paper, from the principle and differences, the work of magnetic particle testing and the true and false defects are briefly described, and the traditional gradient method and other means are analyzed. Based on this, various algorithms and analysis methods are combined. In the process of analyzing and extracting the gray value of the picture, matlab software is used, so that the detection link is free of the need for manual work, and then the goal of full automation is realized Bid. Through the experimental verification of this method, it can make the identification of true and false defects have accuracy, and promote the improvement of detection accuracy, and realize the saving of detection time, which is more suitable for assembly line detection of brake disc.
[Keywords]brake disc; magnetic particle testing; image processing; defect recognition; automation
1 檢测方法和原理
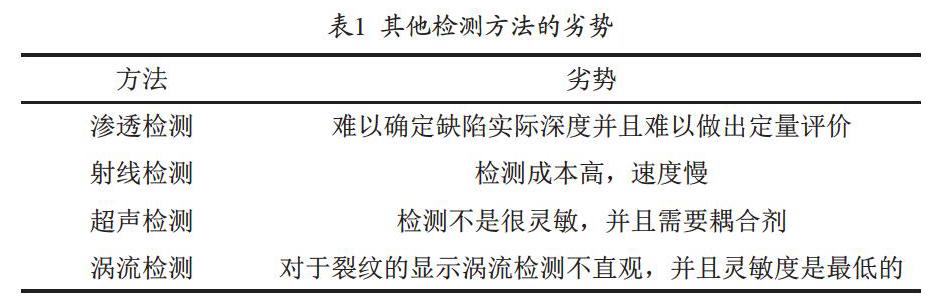
无损检测中主要涉及了力学检测、光学检测以及射线检测等方法。无损检测能够从宏观角度对材料和结构的缺陷进行检测,以此来为人们提供满足要求的生活和工业。无损检测法中目前应用最为广泛的就是涡流检测法以及磁粉检测法等。与磁粉检测法相比,其他检测法有着如表1所示的劣势。
制动盘通常包含的磁性物质有灰铸铁或合金铸铁,如Cr、Ni等,通过磁粉检测能够实现对裂纹、夹杂等各种缺陷的发现,并且能够从形状和严重度方面,对其进直观地体现,灵敏度较高,最小可以对0.1 μm的宽度进行检测,突破了形状的限制,通过对各种磁化法的利用,能够实现对任意位置的检测,所以磁粉检测最具优势。磁粉检测利用磁场线在缺陷处的外泄,来吸附荧光磁粉,进而使山峰能够具有中间比两端多的形状。
2 机器视觉系统
2.1 组成
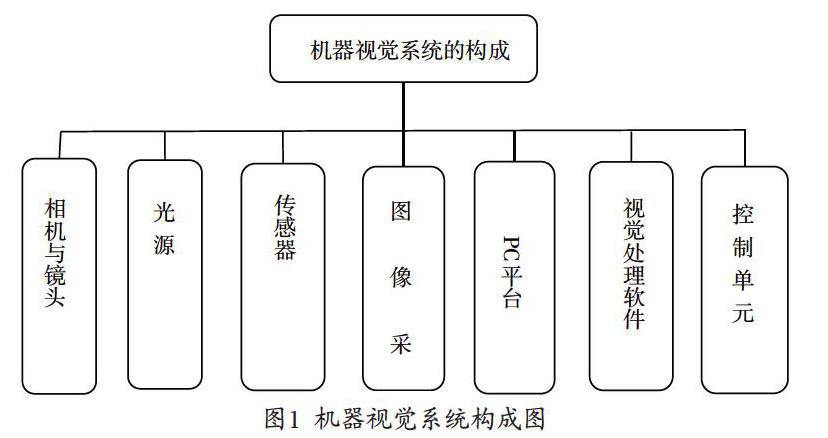
目前,机器视觉系统的应用主要有2种;①探测应用,主要进行观测、测量以及检测等操作;②制造应用,主要应用于生产制造阶段,也就是将相关软件连接到相应的设备中,以此来开展工业制造。机器视觉系统主要的应用功能有2个,如图1所示。
(1)上述设备主要涉及了两类相机与镜头,分别为数码相机和模拟相机。由于其有着大量的功能,因此需要结合环境和任务,对适合工作使用的相机进行选取,例如单色以及彩色相机。
(2)对光源有着十分严格地要求,这主要是由于辅助成像最为重要的器件就是光源,并且决定着能否获取到高质量的图像。例如成像质量会受到LED灯、紫外灯等的影响。由于设备并不具有通用性,因此,在对相应的设备进行选取的过程中,需要结合具体的实例。
(3)机器视觉系统中的传感器主要能够对位置或形状进行判断,然后正常地采集相应的工件。在大量传感器中最为常见的就是光敏传感器。
(4)图像采集卡能够在PC设备上提取相机所采集的图像。
(5)PC平台是最为核心的机器视觉部分,在这里能够处理传送过来的图像采集卡的数据,然后通过视觉处理软件处理、检测、测量相应的图像。
(6)视觉处理是最为核心的图像处理软件,其通过对专用处理软件相关功能的应用,能够对物体进行简单、准确的检测,定位以及测量等。
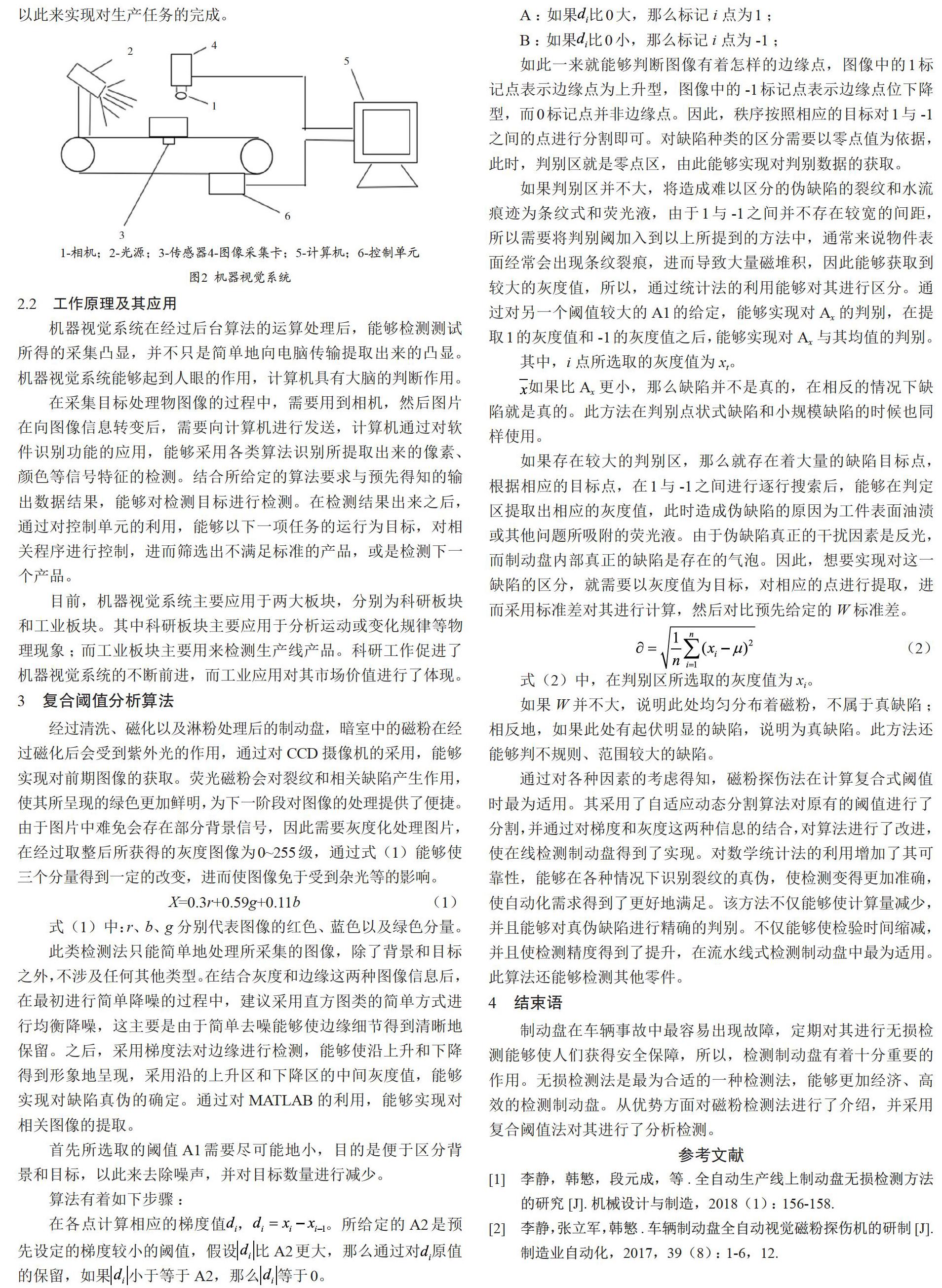
控制单元能够在完成图像处理后,与外部设备交流相关信息,进而完成生产过程。然而PC设备通过控制单元能够与其他设备进行串联。视觉系统有着如图2所示的组成构件。
机器视觉系统主要包含了上述六个基本的组成部分,在进行实际生产的过程中,需要根据现场的需求来增加或减少相关设备,以此来实现对生产任务的完成。
2.2 工作原理及其应用
机器视觉系统在经过后台算法的运算处理后,能够检测测试所得的采集凸显,并不只是简单地向电脑传输提取出来的凸显。机器视觉系统能够起到人眼的作用,计算机具有大脑的判断作用。
在采集目标处理物图像的过程中,需要用到相机,然后图片在向图像信息转变后,需要向计算机进行发送,计算机通过对软件识别功能的应用,能够采用各类算法识别所提取出来的像素、颜色等信号特征的检测。结合所给定的算法要求与预先得知的输出数据结果,能够对检测目标进行检测。在检测结果出来之后,通过对控制单元的利用,能够以下一项任务的运行为目标,对相关程序进行控制,进而筛选出不满足标准的产品,或是检测下一个产品。
目前,机器视觉系统主要应用于两大板块,分别为科研板块和工业板块。其中科研板块主要应用于分析运动或变化规律等物理现象;而工业板块主要用来检测生产线产品。科研工作促进了机器视觉系统的不断前进,而工业应用对其市场价值进行了体现。
3 复合阈值分析算法
经过清洗、磁化以及淋粉处理后的制动盘,暗室中的磁粉在经过磁化后会受到紫外光的作用,通过对CCD摄像机的采用,能够实现对前期图像的获取。荧光磁粉会对裂纹和相关缺陷产生作用,使其所呈现的绿色更加鲜明,为下一阶段对图像的处理提供了便捷。由于图片中难免会存在部分背景信号,因此需要灰度化处理图片,在经过取整后所获得的灰度图像为0~255级,通过式(1)能够使三个分量得到一定的改变,进而使图像免于受到杂光等的影响。
X=0.3r+0.59g+0.11b (1)
式(1)中:r、b、g分别代表图像的红色、蓝色以及绿色分量。
此类检测法只能简单地处理所采集的图像,除了背景和目标之外,不涉及任何其他类型。在结合灰度和边缘这两种图像信息后,在最初进行简单降噪的过程中,建议采用直方图类的简单方式进行均衡降噪,这主要是由于简单去噪能够使边缘细节得到清晰地保留。之后,采用梯度法对边缘进行检测,能够使沿上升和下降得到形象地呈现,采用沿的上升区和下降区的中间灰度值,能够实现对缺陷真伪的确定。通过对MATLAB的利用,能够实现对相关图像的提取。
首先所选取的阈值A1需要尽可能地小,目的是便于区分背景和目标,以此来去除噪声,并对目标数量进行减少。
算法有着如下步骤:
在各点计算相应的梯度值,。所给定的A2是预先设定的梯度较小的阈值,假设比A2更大,那么通过对原值的保留,如果小于等于A2,那么等于0。
A:如果比0大,那么标记i点为1;
B:如果比0小,那么标记i点为-1;
如此一来就能够判断图像有着怎样的边缘点,图像中的1标记点表示边缘点为上升型,图像中的-1标记点表示边缘点位下降型,而0标记点并非边缘点。因此,秩序按照相应的目标对1与-1之间的点进行分割即可。对缺陷种类的区分需要以零点值为依据,此时,判别区就是零点区,由此能够实现对判别数据的获取。
如果判别区并不大,将造成难以区分的伪缺陷的裂纹和水流痕迹为条纹式和荧光液,由于1与-1之间并不存在较宽的间距,所以需要将判别阈加入到以上所提到的方法中,通常来说物件表面经常会出现条纹裂痕,进而导致大量磁堆积,因此能够获取到较大的灰度值,所以,通过统计法的利用能够对其进行区分。通过对另一个阈值较大的A1的给定,能够实现对Ax的判别,在提取1的灰度值和-1的灰度值之后,能够实现对Ax与其均值的判别。
其中,i点所选取的灰度值为xt。
如果比Ax更小,那么缺陷并不是真的,在相反的情况下缺陷就是真的。此方法在判别点状式缺陷和小规模缺陷的时候也同样使用。
如果存在较大的判别区,那么就存在着大量的缺陷目标點,根据相应的目标点,在1与-1之间进行逐行搜索后,能够在判定区提取出相应的灰度值,此时造成伪缺陷的原因为工件表面油渍或其他问题所吸附的荧光液。由于伪缺陷真正的干扰因素是反光,而制动盘内部真正的缺陷是存在的气泡。因此,想要实现对这一缺陷的区分,就需要以灰度值为目标,对相应的点进行提取,进而采用标准差对其进行计算,然后对比预先给定的W标准差。
如果W并不大,说明此处均匀分布着磁粉,不属于真缺陷;相反地,如果此处有起伏明显的缺陷,说明为真缺陷。此方法还能够判不规则、范围较大的缺陷。
通过对各种因素的考虑得知,磁粉探伤法在计算复合式阈值时最为适用。其采用了自适应动态分割算法对原有的阈值进行了分割,并通过对梯度和灰度这两种信息的结合,对算法进行了改进,使在线检测制动盘得到了实现。对数学统计法的利用增加了其可靠性,能够在各种情况下识别裂纹的真伪,使检测变得更加准确,使自动化需求得到了更好地满足。该方法不仅能够使计算量减少,并且能够对真伪缺陷进行精确的判别。不仅能够使检验时间缩减,并且使检测精度得到了提升,在流水线式检测制动盘中最为适用。此算法还能够检测其他零件。
4 结束语
制动盘在车辆事故中最容易出现故障,定期对其进行无损检测能够使人们获得安全保障,所以,检测制动盘有着十分重要的作用。无损检测法是最为合适的一种检测法,能够更加经济、高效的检测制动盘。从优势方面对磁粉检测法进行了介绍,并采用复合阈值法对其进行了分析检测。
参考文献
[1] 李静,韩慜,段元成,等.全自动生产线上制动盘无损检测方法的研究[J].机械设计与制造,2018(1):156-158.
[2] 李静,张立军,韩慜.车辆制动盘全自动视觉磁粉探伤机的研制[J].制造业自动化,2017,39(8):1-6,12.