IM550E/IM1000ET重型串联密炼机在全钢载重子午线轮胎生产线中的应用
2021-07-20刘华龙孙庆江董凌波
刘华龙,崔 晓,宫 璐,孙庆江,董凌波
(三角轮胎股份有限公司 威海华茂橡胶科学技术分公司,山东 威海 264200)
混炼胶的性能和质量稳定性在轮胎生产工艺过程中极其重要,传统混炼工艺多数胶料混炼段数控制在2—5段,胶料中转及降温冷却会增加一定的人力成本和能源消耗。串联密炼机混炼方式提供了新的工艺思路,上密炼机在工作时下密炼机可补充混炼上一车胶料,提高了胶料混炼均匀性和混炼程度;另外设定恒温混炼时间,可为胶料提供一个恒温反应场所,并且不损失生产效率[1]。当前我公司在密炼机下辅线安装可以自动输入、自动混炼硫黄和促进剂等终炼小料的开炼机,实现了部分配方胶料由原材料一段性混炼成终炼胶。胶料减段生产可降低能耗,减少场地浪费,符合当下自动化、绿色化轮胎生产要求[2-4]。
目前对于德国克虏伯公司的IM550E/IM1000ET重型串联密炼机(IM550E为上密炼机、IM1000ET为下密炼机)在全钢载重子午线轮胎生产线中的应用研究较少,本工作通过与国内使用的较为先进的日本神户制钢公司的BB620大型传统密炼机进行综合对比,对IM550E/IM1000ET重型串联密炼机工艺性能进行分析与讨论。
1 实验
1.1 主要原材料
天然橡胶(NR),20#标准胶,泰国进口产品;炭黑,山东贝斯特有限公司产品;沉淀水合二氧化硅(白炭黑),山东联科科技股份有限公司产品。
1.2 配方
试验采用公司全钢载重子午线轮胎0°带束层胶料(JL),配方主要组分为:NR 100,炭黑 45,白炭黑 10。
1.3 主要设备和仪器
IM550E/IM1000ET重型串联密炼机,德国克虏伯公司产品;BB270型和BB620型密炼机,日本神户制钢公司产品;MV-3000型门尼粘度计和TS-2000M型电子拉力机,中国台湾高铁检测仪器有限公司产品;RPA2000橡胶加工分析(RPA)仪,美国阿尔法科技有限公司产品;401B型老化试验箱,江都试验机械厂产品。
1.4 混炼工艺
(1)采用BB620型密炼机混炼2车胶料,编号为JLA-1和JLA-2,45 r·min-1恒转速混炼。一段混炼工艺为:NR和小料→压压砣10 s→炭黑和白炭黑→压压砣30 s→提压砣→压压砣30 s→提压砣→压压砣升温至160 ℃→排胶;二段混炼工艺为:一段混炼胶→压压砣30 s→提压砣→压压砣30 s→提压砣→压压砣升温至160 ℃→排胶。
(2)采用IM550E/IM1000ET重型串联密炼机混炼2车胶料,编号为JLB-1和JLB-2,恒转速混炼过程转速为50 r·min-1,恒温混炼过程转速为5~50 r·min-1。一段混炼工艺为:上密炼机加NR、小料、炭黑和白炭黑→压压砣30 s→提压砣→压压砣30 s→提压砣→压压砣升温至160 ℃后恒温,保持40 s→排胶至下密炼机→下密炼机恒温155 ℃,保持180 s→排胶;二段混炼工艺为:上密炼机加一段混炼胶→压压砣30 s→提压砣→压压砣30 s→提压砣→压压砣升温至160 ℃→排胶至下密炼机→下密炼机恒温155 ℃,保持140 s→排胶。
(3)采用BB270型密炼机终炼,转速为25 r·min-1。混炼工艺为:二段混炼胶→升温至125℃→排胶至开炼机→加硫化体系→捣胶→排胶。
1.5 性能测试
RPA测试条件:对终炼胶进行应变扫描,温度100 ℃,应变范围 0.7%~100%,频率 1.67 Hz。
胶料其他性能均按相应国家标准进行测试。
2 结果与讨论
2.1 生产效率
密炼机主要设备参数如表1所示。
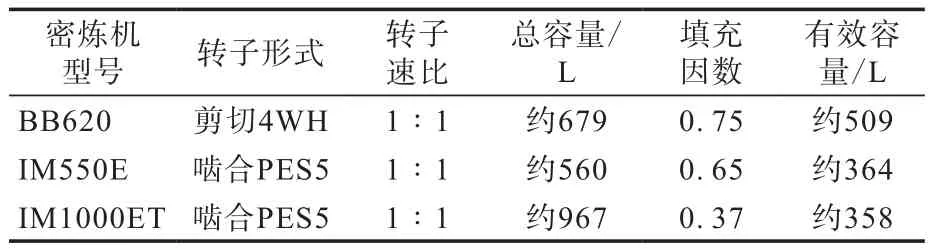
表1 密炼机主要设备参数对比
从表1可以看出,IM550E/IM1000ET重型串联密炼机转子形式为啮合PES5,BB620型密炼机转子形式为剪切4WH,串联密炼机的有效容量比BB620型密炼机小30%左右,即单车产量相对较小。
两种密炼机单车混炼时间对比如表2所示。

表2 两种密炼机单车混炼时间对比 s
从表2可以看出,串联密炼机一段混炼用时比BB620型密炼机长30 s,生产效率低12.5%,二段混炼用时短5 s,生产效率高3.1%。串联密炼机一段混炼时间较长的原因主要是啮合PES5转子吃粉较慢,上密炼机为保证胶料混炼均匀性增加了40 s恒温混炼工艺;二段混炼时间较短的主要原因是啮合PES5转子冷却效果较好[5-6],升温相对平缓,生产中设置了密炼机最高转速,使混炼时间略短。
2.2 胶料性能
2.2.1 门尼粘度
JLA-1,JLA-2,JLB-1和JLB-2四组混炼胶的门尼粘度对比如表3所示。

表3 胶料门尼粘度对比
从表3可以看出:JLB一段混炼胶平均门尼粘度比JLA一段混炼胶高14.5,串联密炼机一段混炼胶平均门尼粘度高19.3%;JLB和JLA二段混炼胶平均门尼粘度分别比一段混炼胶下降了25和19,串联密炼机二段混炼胶平均门尼粘度下降幅度增大31.6%。这可能是因为一段混炼过程中串联密炼机的啮合转子对NR分子链的剪切作用小、挤压作用强[7-8],NR分子链机械剪切断裂较少,而在二段混炼阶段密炼机的155 ℃恒温混炼工艺中,NR分子链因热氧反应断裂较多,造成门尼粘度下降快。
2.2.2 物理性能
胶料物理性能对比如表4所示。
从表4可以看出,JLB胶料的邵尔A型硬度、100%定伸应力、300%定伸应力、拉伸强度和拉断伸长率基本高于JLA胶料,老化后的物理性能下降幅度与JLA胶料基本相同。

表4 胶料物理性能对比
结合表3可以看出,在混炼过程中,BB620型密炼机剪切4WH转子的剪切作用强于IM550E/IM1000ET重型串联密炼机啮合PES5转子,机械剪切造成的NR分子链断裂增加,胶料的物理性能损失较大。
2.2.3 钢丝帘线粘合性能
使用JLA和JLB胶料进行钢丝帘线覆胶制样,抽出力和剥离强度测试结果如表5所示。

表5 胶料钢丝帘线粘合性能对比
从表5可以看出,JLB胶料钢丝帘线抽出力和剥离强度均大于JLA胶料,这表明串联密炼机的恒温混炼工艺可以提高配合剂的混炼均匀性和反应程度,改善了胶料的钢丝帘线粘合性能。
2.2.4 动态力学性能
取JLA和JLB终炼胶试样分别进行RPA测试,结果如图1和2及表6所示,G′为储能模量,tanδ为损耗因子。

表6 终炼胶动态粘弹性对比
从图1可以看出,JLB胶料的G′明显大于JLA胶料,在0.7%~100%应变范围内,JLB-1和JLB-2胶料的G′下降幅度(ΔG′)分别为274.54和266.29 kPa,JLA-1和JLA-2胶料的ΔG′分别为170.33和164.25 kPa,JLA胶料的G′降幅较小,根据Payne效应[9],JLB胶料的炭黑分散性不如JLA胶料。

图1 终炼胶的G′-应变曲线
从图2可以看出,JLA胶料的tanδ明显高于JLB胶料[10-11],JLB胶料的炭黑分散性不如JLA胶料,这表明串联密炼机在恒转速混炼过程中啮合PES5转子对炭黑分散作用不如剪切4WH转子,而在恒温混炼过程中串联密炼机主要是靠热氧反应断裂NR分子链,以降低胶料的门尼粘度,提高配合剂的混炼均匀性与反应程度,但是对炭黑的分散作用较小。

图2 终炼胶的tanδ-应变曲线
从表6可以看出,在100 ℃、相同应变下两车JLB终炼胶之间的G′和tanδ的差值比两车JLA胶料小,这表明两车JLB胶料的加工性能基本一致,即串联密炼机生产胶料的质量稳定可靠,再现性高。
3 结论
相对于BB620型密炼机,IM550E/IM1000ET重型串联密炼机的混炼工艺性能具有以下特点。
(1)啮合PES5转子对NR分子链机械剪切断裂作用弱,但高温、恒温混炼工艺对NR分子链热氧断裂作用强,在一定程度上弥补了剪切作用降低、胶料门尼粘度效果差的缺点,混炼增段效率高、降低门尼粘度效果好,但存在混炼炭黑分散性略差的缺点。
(2)高温、恒温混炼工艺有利于配合剂的分散与反应,提高了胶料的100%定伸应力、300%定伸应力、拉伸强度和拉断伸长率等物理性能,增强了胶料与钢丝帘线的粘合性能。
(3)生产胶料质量稳定性高。