玻璃纤维织物单位面积质量 精细控制方法探讨
2021-07-20郭仁贤秦向荣韩进华
朱 斌,郭仁贤,秦向荣,韩进华,宋 伟
(南京玻璃纤维研究设计院有限公司,南京 211112)
0 前言
复合材料是指由两种或两种以上不同性质、不同形态的组分通过复合工艺组合而成的一种多相材料[1],它既保持了原组分材料的主要特点,又显示了原组分材料所没有的新性能,可以通过材料设计使各组分的性能相互补充并彼此联系,从而获得新的优越性能。这种复合结构要比目前普遍使用的铝、钢和钛的合金材料轻一半,强度和耐热性几乎相同[2]。作为复合材料的基材[3]之一的玻璃纤维织物需要保证单位面积质量稳定在固定的区间波动,这样才能满足新型复合材料质量均匀性要求。
随着增强材料技术不断发展,对织物的单位面积质量技术指标要求也不断提高,如某专用玻璃纤维织物单位面积质量要求为(100±3)g/m2,所需要的纱线与常规普通织物所用纱线的线密度控制要求不同,常规纱线线密度波动在±8%,本专用织物单位面积质量要求为公称值±3%范围,精度控制要求高,对应的纱线波动必须控制在-4%~2%(如中心值:25 tex,波动范围:24~25.5 tex)之间,常规生产的纱线线密度波动远超出了织物单位面积质量设计要求。纱线线密度波动取决于原丝的线密度波动,根据统计的数据分析原丝自身存在线密度波动(不同原丝)及内不匀(同一原丝内部线密度)问题,捻线后的纱线线密度无法在常规生产状态下满足织物面密度的高精度控制要求。因此通过精细控制技术研究,来尝试解决纱线线密度波动及内部不匀问题。在生产过程中设计定长生产,然后通过数学计算称重调配技术手段,将纱线质量波动控制在设计的范围内,从而达到精细控制织物单位面积质量的要求。
1 玻璃纤维常用计算公式
线密度:1000 m长度纱线的质量克数,单位为tex。
单位面积质量:织物每平方米的干重克数[3-5]。
计算公式:

式中:
G ——单位面积质量,g/m2;
Pj——织物经密,根/cm;
Pw——织物纬密,根/cm;
Nj——经纱线密度,tex;
Nw——纬纱线密度,tex。
2 纱线线密度数学理论计算
根据织物单位面积质量的要求,进行理论计算单丝配重的范围区间,设计好配重范围后交给纱线配重人员进行操作。设计该方法时需要考虑单丝纱管的质量误差,一般考虑误差1~2 g,按照线密度要求,同时根据最终产品的平均质量要求,进行理论计算设计好单丝的长度,所有单丝按照设计的长度在捻线机的计长仪上进行设定,到规定长度后落纱,这样保证所有参与配重的管纱大小基本保持一致,不符合定长要求的少数纱不参与配重,综合考虑管子及定长误差,理论计算的配重范围需要同时向中心值收缩5 g。
假设某规格织物需要纱线的线密度合格范围是A±5% tex,即0.95A~1.05A tex,A-线密度理论中心值,纱线最终产品合格的质量中心值为G1(g),根据线密度定义进行理论计算,单丝设定的定长理论值为:L=(G1/A) ×1000,单位:m
计算的理论配重范围如下:

单丝管子质量选取基本一致的,误差在1~2 g为宜,塑料管质量偏差比木管小,不过在配重时需要先将管子进行去皮,所以去皮质量的准确性很重要,这也决定配重范围的准确性,因此必须定期核对管子质量。
综合考虑管子及定长误差后,对实际配重范围进行修正,修正后的范围为:

根据产品合股情况(如2股、3股、4股等),将相应数量的单丝在电子台秤上面配好后在钉板或纱车上面排列好,交称重后给并丝取用。
举例:某有捻纱产品线密度合格范围为96±5% tex ,即91.2~100.8 tex ;
用户最终产品合格的质量中心值为420 g;
单丝设定的定长理论值为:

计算的理论配重范围如下:

综合考虑管子及定长误差后,对实际配重范围进行修正,修正后的范围为:

该品种股数为4股,那么将4个单丝在电子台秤上配好后在钉板或纱车上面排列好,交称重后给并丝取用。
根据产品线密度规定范围要求,还可以将配重的范围进一步向中间靠拢,这样能够有效克服各种外界因素造成的误差[6],有效提高最终产品的合格率。
3 专用玻璃纤维织物精细控制方法
根据专用玻璃纤维织物的单位面积质量要求为(100±3)g/m2,采用线密度25 tex的纱线生产,经过理论计算对应的纱线波动范围必须控制在-4%~2%,即中心值:25 tex,波动范围:24~25.5 tex之间。
选取55~60 g之间的纱管作为标准纱管,用于该织物用纱的配重控制,根据上面的理论计算方法,在捻线机控制面板上设定单丝定长为 13000 m(断头后不允许再次上纱),到长度的纱在电子台秤上面由操作人员进行称重调配,2只纱管称重为:115 g,2只纱按照24~25.5 tex的线密度控制范围,调配质量范围在:430~443 g,计算线密度在:24.2~25.2 tex之间,配重完成后在锭板上归类放置(2+2+2+2)×6,并丝时按照组合进行取纱并捻。
4 数据分析
4.1 纱线线密度数据
通过上面的控制方法,生产的定长成品纱600卷,随机抽检13卷采用YG086型缕纱测长机卷绕10 m检测线密度,合格范围为:24.0~25.5 tex。南京玻璃纤维研究设计院有限公司生产的S6C8-12.5×1×2纱线随机抽检的线密度见表1。
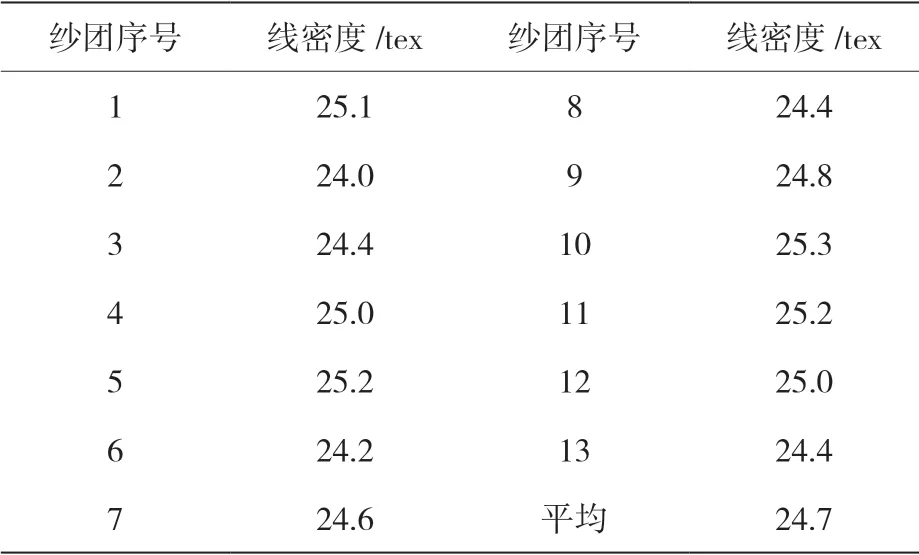
表1 抽检纱线密度数据
从上表可以看出到长度的纱线线密度单值和平均值全部满足24.0~25.5 tex范围的要求。
4.2 织物单位面积质量数据
S6W100织物单位面积质量数据见表2。
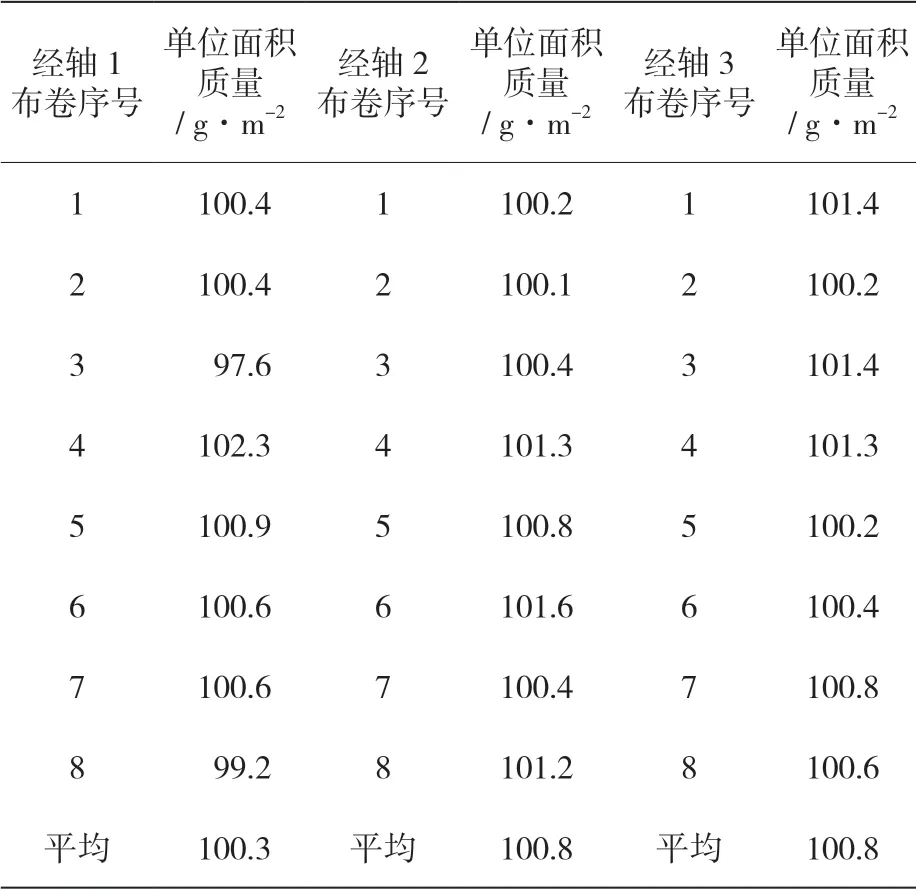
表2 S6W100织物单位面积质量数据
从表2可以看出织物单位面积质量单值和平均值全部满足100±3 g/m2范围的要求。
在单位面积质量200 g、300 g等面重的织物精细控制研究中,采用同样的办法,也获得了满意的效果。
5 结语
受全球工业增长驱动,玻璃纤维市场平均年增长速度为7%。玻璃纤维增强材料的全球市场总价值达70亿美元。全球人口增长和气候变化的大趋势使得玻璃纤维复合材料较传统材料有着轻便、抗冲击性、耐久性和高强度等优势。
随着航天、航空、汽车、新能源等领域的迅速发展,以玻璃纤维作为基材的复合材料低成本应用工艺越来越多,对质量均匀性要求越来越高,对玻璃纤维织物单位面积质量的波动范围的减小提出了更加苛刻的要求[7-10]。
通过理论计算来进行精细控制单位面积质量技术研究,有效解决了纱线线密度波动及内部不匀问题所带来的织物单位面积质量的较大波动问题。根据实际生产纱线线密度和织物的单位面积质量检测数据分析,这种控制方法是有效的,可以推广到控制各类高精度单位面积质量的织物需求领域。
