汽车钢铝车身的快速试制及其质量控制
2021-07-15李福贵
李福贵
(上汽通用五菱股份有限公司,广西柳州 545000)
0 引言
汽车的轻量化是指在保持汽车的强度和安全性能不降低的前提下尽可能地降低汽车车身质量。目前实现轻量化主要可以通过以下的3种途径:1)轻量化材料。如使用结构更轻的高强度钢、铝合金等对传统普通钢零部件进行代替。2)轻量化结构。如通过拓扑优化等方法优化结构,优化车身零部件数量、减少零部件尺寸等。3)轻量化工艺。如热成型、激光拼焊板等工艺。目前最主流的轻量化材料为高强度钢和铝合金材料。
汽车的样车试制主要是为了在制造、实验等过程中及时发现各种产品设计问题、工艺问题、产品质量问题、人机问题及提前验证各类工厂工装等[1]。越来越多钢铝车身的出现,为行业的研究人员提供了新的课题。
1 钢铝车身
21世纪以来,我国的汽车工业出现了长足的进步。近年来,随着节能减排、建设“环境友好型、资源节约型”社会、能源战略安全等要求,铝合金、复合材料、镁合金、高强钢等轻质材料在汽车车身中的运用日益广泛。从20世纪开始,奥迪、宝马、捷豹等在全铝车身的开发中积累了丰富的经验,但是实现普遍性的使用仍然有较大的困难。
由于全铝车身的冲压成型质量控制难度较高、连接工艺复杂及成本过高等因素,全铝车身制造费用居高不下。且当发生事故的时候,铝合金车身较难修复,使得后期维保成本过高。这些都造成了全铝车身的推广较为困难,只能在高端汽车中尝试。高强钢、超高强度钢的出现,对汽车的安全性能、轻量化也有较大帮助,因此,很多高端车型如奥迪A8、特斯拉Model 3、蔚来ES6等开始采用结合“钢”“铝”两种材料优点于一身的钢铝混合车身结构。
车身是汽车的四大组成部分之一,其安全性对于驾驶员与乘客至关重要,也就是在发生低速碰撞与高速碰撞的情况下,车身作为一个整体,能够吸收外部的冲击能量,并保证驾驶员与乘客的生存空间。因此,车身的开发设计需要同时兼顾“降低乘员受到的冲击”及“保护座舱空间”,才能使事故中避免或降低伤亡,这需要车身能够“刚柔并济”“软硬兼顾”。钢与铝作为地球上丰富的金属元素,能够实现上述功能。上钢下铝,即铝合金在下部车体中较多使用,达到吸收能量的作用,并兼顾轻量化。尤其是对于新能源电动汽车,下车体因电池质量较大而采用更轻质的铝合金,上车身则采用高强的热成型钢,实现整车上下质量的完美配比。为了降低燃油汽车、中低端电动汽车的制造成本,在下部车体中减震塔、纵梁、防撞梁、关键接头、结构增强件等位置采用铝制零部件,其他区域采用普通钢与高强钢的搭配,也能在低成本的前提下在安全性、轻量化二者之间取得均衡。
两种相同的材料实现拼接,一般是采用焊接技术。但钢铝这两种材料的差异很大,难以继续采用焊接工艺进行连接,并且难以保证焊接强度。因此自冲铆接(SPR)等新型连接工艺在车身中逐步得到运用。

图1 典型钢铝车身的下车体部分

图2 自冲铆接设备
自冲铆接主要是压边圈首先向下运动对铆接材料进行预压紧,防止铆接材料在铆钉的作用下向凹模内流动,而后冲头向下运动推动铆钉刺穿上层材料,实现多层材料异种材料之间的连接。自冲铆的连接原理与电阻焊完全不同,其研究路线如图3所示。

图3 自冲铆连接的研究技术路线
2 钢铝车身的快速试制
钢铝车身的试制流程如图4所示。

图4 钢铝车身试制流程
2.1 工艺分析策划
工艺分析策划是工装开发之前的准备工作,从理论和经验上对产品结构进行工艺可行性分析,分析输出工法图(指导模具定位的文件)、连接流程图(即确定夹具数量)、夹具式样书(指导夹具定位的文件)。钢铝混合车身试制与传统的钢结构车身不同[2],主要区别在于钢-铝连接工艺和铝-铝连接工艺。在工艺分析策划时,要结合考虑具体的连接工艺特性,确保最终工艺的可行性。

图5 夹具式样书
2.2 试制工装开发
工装开发一般流程:设计→评审→修改→制造→标定测量。有工法图、夹具式样书和连接流程图的输入,设计人员进行工装设计。设计完成后,组织设计人员、工艺人员、制造部门、质量部门一起会审,会审输出整改清单。设计修改确认后,开始工装制造。夹具的验收需要合格的三坐标测量报告。模具的验收需要合格的零件测量报告。
试制项目工装开发不同于量产项目,因为零件需求数量极少,所以对工装的强度要求低(满足试制使用即可)。试制项目一般只开发主要的工装,如:1)模具。只开发成型、整形模,不开发切边模具,切边、冲孔依靠激光切割完成。2)夹具。保证零件的基本定位前提下,尽可能地合并工序,同一套夹具通过多次装、取件实现零件连接;夹具零件标准化程度高。3)检具。尽可能不制作正式检具,检测途径为测量支架+三坐标测量仪器测量,或在模具上刻线,“以模代检”。这样的模式优点是工装开发少、周期短、成本低、质量有保证。钢铝混合白车身还有铝零件工装(如挤压件需挤压模,铸造件需铸造模等)。这类工装的开发周期比钢件的模具短,符合快速制造的要求。

图6 车身前大梁总成的试制夹具
2.3 工艺参数调试
为了保证连接的可靠性,连接工艺的参数调试、验证必不可少。按实际造车的连接工艺需求和对应的材料准备试片,进行试验。对参数进行反复的试验和调整,直至试片验证结果符合质量要求,才能确定该参数为合格参数,用于零件总成连接上。
以某车型钢铝混合前机舱总成为例,用到的连接工艺有点焊、凸焊、气保焊、SPR连接工艺,不同的工艺需要一一调试参数。图7展示了钢铝连接SPR参数调试过程。
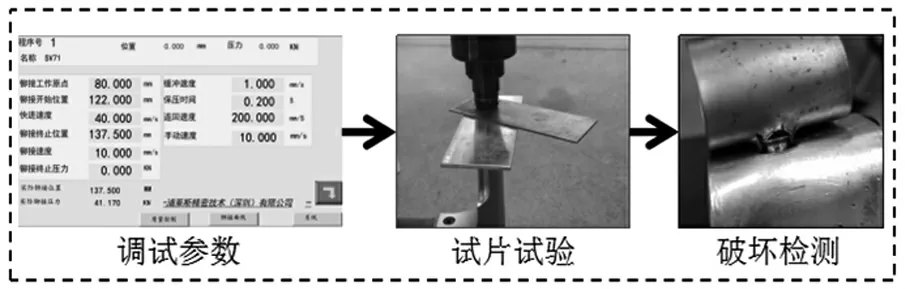
图7 自冲铆参数调试过程
2.4 总成连接制造
钢结构白车身使用最多的连接工艺是点焊、凸焊和气保焊,钢铝混合白车身额外还有铝点焊、SPR、摩擦焊、热熔自攻丝FDS、激光焊、粘接等。在零件、工装、设备、参数、人员准备就绪之后,总成连接制造开始进行。根据作业指导书(简单编制的工艺文件),开始匹配零件。试制项目的零件主要是靠钣金师傅修正零件型面尺寸的,检验员只对每一个零件的关键尺寸进行了检测,所以连接时必须由工艺工程师确认各零件面搭接的间隙情况。在零件搭接面干涉,超出可接受范围的,还需要及时进行钣金修复。只有这样才能保证总成的精度要求。
图8是某钢铝混合的车身,减震塔采用了压铸铝合金的材料,前舱其它部分则是钢制零件,按照前述的流程进行试制制造,以便开展后续进一步验证工作。

图8 某钢铝混合前机舱总成的试制
2.5 总成尺寸检测及精度提升
白车身总成或分总成尺寸测量常用的设备是三坐标测量仪。总成零件放置在测量支架上,测量支架只定位基准孔和支撑基准面,目的是为了获取更大的三坐标检测空间。对于较大的或较软的总成零件会适当增加辅助支撑(如前地板总成)。质检员按检测计划检测并输出测量报告。工艺工程师根据质量检测报告,进行工艺分析,偏置调整夹具,提升总成精度。

图9 某车型前机舱的测量支架
3 试制质量控制
白车身总成或分总成质量控制包括外观、连接强度、尺寸。对于不同质量要求,制订不同的检测措施,路线是:模拟实际造车连接工艺,用试片代替零件验证确定参数,总成质量检测、评估分析、返修。
3.1 外观的检测及修复
外观面分A、B、C等级要求,A级面指使用能直视的,要求最高,其他等级的次之。外观面检测:1)用手抚摸(凭经验判定);2)通过油石辅助目视,对比质量的图示卡判定是否合格。对于不合格的面,进行手工修复。
3.2 连接强度的检测及修复
试制、量产的整车破坏试验检测方法是一样的。试制项目做整车的破坏试验较少,局部抽检的做法比较多。全破试验检测比较耗时,非路试的试验对连接强度要求不高。为满足快速试制的效率和保证强度,不同工艺采取不同的措施。
1)点焊。破坏试验检测的凿检方法,即选取一部分有代表性的焊点,在搭接面中间凿开小许,能目测判断是否虚焊即可。然后再修复平整,必要时在旁边加焊加固。非破坏试验检测的无损探伤方法,使用超声波检测仪器对所有焊点进行检测。对于不合格的点,在相邻位置进行再加固(或点焊或气保焊)。
2)SPR的破坏试验检测。检测项目有显微头高、互锁值、剩余材料厚度等。SPR的非破坏试验检测包括目测铆扣不完整、铆扣裂纹、穿通等。SPR返修的一般方法为:在不合格点的位置或邻侧增加连接SPR、点焊、抽芯拉铆、胶接等。
3.3 尺寸的返修

图10 点焊的超声波检测报告
在试制项目里,零件尺寸返修是常见附加步骤。返修人员根据质量测量报告,对不合格的面和孔进行修复。主要的基准孔和基准面有夹具定位,尺寸超差的可能性小,需返修较多的是其他一些安装孔、搭接面尺寸。修复的手段有很多,轻微的修复有锤、磨、拉、焊接;严重的修复有切割、镶补、焊接、铆接等。修复完毕,质检员再检测,确认尺寸合格之后才能流转。没有修复合格的地方需要再次修复,不能修复合格、影响装车且不可接受的部位,只能报废处理。
在软工装试制项目里面,单台车的测量工作量很大。以前机舱总成为例,使用检具非全尺寸测量大约需时2 h,使用三坐标仪器非全尺寸测量大约需时6 h,加上返修检测时间,测量瓶颈更突出。在总成测量阶段,需要多台设备参与测量才能满足节拍要求。

图11 自冲铆的返修
4 结语
随着汽车行业进入一个销售的调整期,汽车市场的竞争越发激烈,开发周期越来越短[3]。政策端鼓励碳达峰、碳中和,市场端对于燃油汽车新能源汽车的续航里程及经济性更加关注。钢铝车身的试制将是未来几年中行业从业人员主要面临的工作之一,本文抛砖引玉做了些探究并将在后续工作中继续完善。
