降低锻造成本从基层开始
2021-07-15王晶森上海蔚来汽车有限公司
文/王晶森·上海蔚来汽车有限公司
锻造是把简单截面的材料通过压力和模具的作用,致塑性变形,得到相对复杂形状零件的方法。在变形过程中,伴随着力的传递和热交换,消耗能源和模具寿命。锻压机和加热炉的高能耗以及有限的模具寿命是锻造工艺的特点。为了得到更好的经济效益,企业都在寻找降低成本的方法,多数适合制造业降成本的方法也都可以用在锻造生产中,我把理论的方法通过实践,总结几种行之有效的量化的目视管理的办法,以竞赛的形式融入到平时的生产中,为工厂管理者提供参考,也可以用来考核生产中的KPI。
提高生产节拍的竞赛
用每班生产多少或每天生产多少来衡量产能,这样的理解不科学而且很抽象,不足以很好的量化到生产中。节拍要深入人心,在成员中普及成本意识,把有效的利用时间作为第一生产力,建议使用“秒”作为度量单位,见表1。
小结:量化后的生产节拍更容易让人理解,有目标的暗示和激励,并用当前的时间度量,根据当前的操作进行优化,哪里做得好或哪里做得不足形成对比,想办法提高劳动生产率,不同周期之间也会有对比。节拍在生产线确定后基本不会有实质的改变,没有设备投入和优化不可能从20 秒直接优化成3 秒,通过这种不同周期之间的竞赛,使节拍处在最优的水平,避免对当前的节拍有浪费。对达到理想目标值的予以奖励,可以调动生产积极性。
减少废品率的竞赛
废品是生产中可以量化的数值,这个百分比也很容易度量生产中的浪费,用生产废品的数量比生产的总数就得到废品率,以百分比为单位,见表2。

表1 节拍
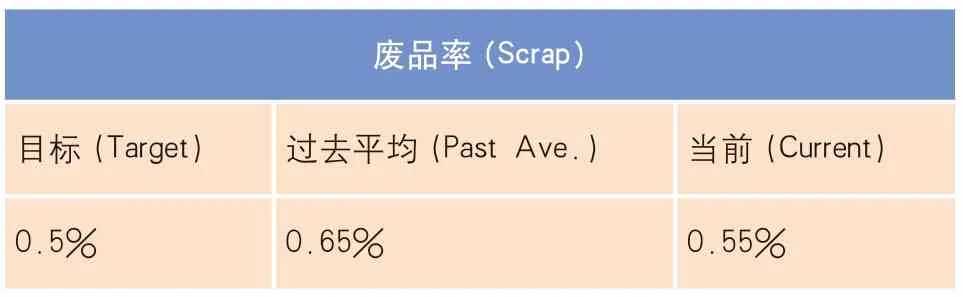
表2 废品率
小结:降低废品率就是提高成品率,鼓励生产者降低废品,也减少了对原材料、能源和模具的消耗,对整个生产体系有重要意义。在成熟的锻造工艺中,多数废品是由磕碰伤、氧化皮、夹渣造成的,很多都是可以人为避免的。
减少换模时间的竞赛
在成本计算中把换模时间称为setup time,这个时间消耗的是加热的能源,一定比例的设备小时费和大于批量生产的人员消耗,首件认可后的生产线才允许批量生产,通常换模需要调整锻造设备和模具的时间是30 分钟~120 分钟,快速换模也就降低了生产成本。在每个生产周期中,几乎都会遇到换线或换模具的情况,因此用时间度量换线有实际意义,以分为单位,见表3。

表3 换模时间
小结:节约换模时间换来的是生产的时间,换模是生产中不可避免的,生产管理者希望在有效的时间内做更多的零件,达成更多的经济效益,快速换模就可以作为某个周期内的KPI,很多企业忽略了这方面的考虑。管理者通过这种方法可以发现生产中的问题,有效利用和调整资源,优化生产中的各种要素。
停线时间的竞赛
生产线不可能一直运行,除了要进行必要的换模外,还有很多影响停线的因素,如设备维护、更换备件、能源供应不足、辅料供应不足等,停线浪费了设备的固定成本和人力成本,可以把停线时间作为考核的一项指标,以分为单位,见表4。

表4 停机时间
小结:停线时间越少,说明对设备的利用率越高,在有效的时间内做了更多的零件,提升了效率,也就降低了生产成本。
降低库存的竞赛
精益生产的理念要求制品、库存、在途产品的总和数量越少越好,以件数为单位,见表5。
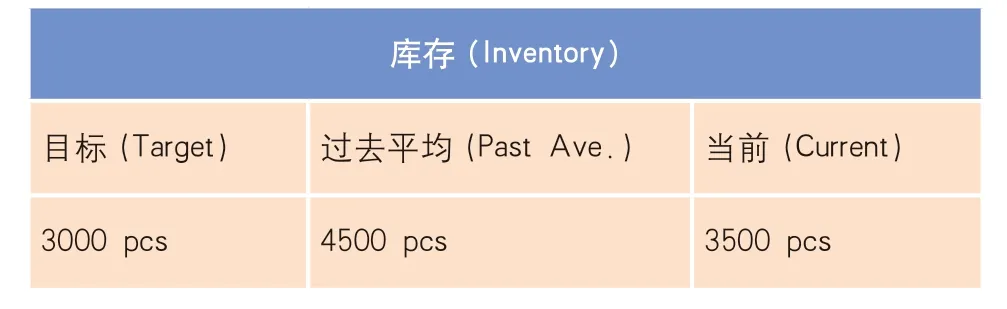
表5 库存
小结:库存即负债,降低库存减少了企业的资金占用,优化企业现金流,也是一种不错的手段。
模具寿命的竞赛
模具分摊费用也影响着锻造成本,人为因素对模具寿命的影响至少是20%,熟练的操作工可以提高模具寿命,所以,我们也可以用模具寿命作为考核生产团队在某一个周期的KPI,以件数为单位,见表6。
小结:模具分摊费,即模具费用比寿命,寿命延长模具分摊就减少。延长模具寿命是锻造生产中不能回避的话题。管理者可以通过不同周期的对比发现延长模具寿命的有效方法并推广,总结出适合自己企业的经验。

战力指数:★★★★☆降魔圣典:《千金方》来将通名:瘟毒御敌神兵:千金苇茎汤上榜理由:主张传染病虽不能消除,但是完全可以预防

表6 模具寿命
以上六种方法,抛砖引玉,企业还可以根据需要制定一些独特的方法,如能源利用率、人员利用率等。把上面的表格汇总到一起,用电子看板的方式悬挂在生产线,如表7 所示。
结束语
本文介绍的管理方法是把成本因素融入到看板中,把成本的理念推广到生产实践中,扩大基层对于成本的理解,达到控制和优化成本的目的。这些最基本的因素决定了产品的生产成本,企业不仅要计算出自己的数据,还应该向生产力水平高的竞争对手学习,向有经验的设备供应商学习,找到降低自己成本的方法,取得更好的经济效益。

表7 汇总表格
