基于Solidworks Simulation焊线机平台频率分析优化设计
2021-07-14叶国能梁荣辉
叶国能,梁荣辉
(广东科杰机械自动化有限公司,广东江门 529000)
0 引言
现代机械产品结构日益复杂,提高产品质量和缩短产品开发周期,成为决定企业成败兴衰的关键问题。LED焊线机是高速、高精度半导体封装设备,高加速度运动平台容易出现噪声和振动。其运动部件的结构设计非常关键。
固有频率是弹性结构固有的、整体的特性。通过模态分析方法得到结构物在某一易受影响的频率范围内的各阶主要模态的特性,就可以得到结构在此频段内外部或内部各种振源作用下产生的实际振动响应。因此,模态分析是结构动态设计的重要方法[1]。
解耦板是焊线机高加速度运动平台的最关键的运动部件,其性能直接影响焊线机的焊线速度和焊线品质。同时,对其质量也有一定的要求。传统的设计是在CAD中建立模型,依靠工程师的经验进行结构设计,一般流程为设计、校核、再设计、再校核的反复设计及改进过程,开发周期长。
本文利用Solidworks Simulation频率分析软件对LED焊线机高加速度运动平台的解耦板进行模态分析,并与原结构进行对比分析,找出设计上的不足,之后对其结构及质量分布进行了改进,建立解耦板最终优化模型,有助于缩短开发周期。
1 固有频率
物体作自由振动时,其位移随时间按正弦规律变化,又称为简谐振动。简谐振动的振幅及初相位与振动的初始条件有关,振动的周期或频率与初始条件无关,而与系统的固有特性有关,称为固有频率或者固有周期。固有频率其实是物体的一种震动时才能体现的特性,在震动时才能表现出来,即:每个物体在有规律的震动时候,频率都是一定的,反过来可以说,只有用一定频率的动力才能使这个物体发生规律震动。每个物体在规律震动中获得能被影响的震动的频率是一定的,这个频率就是这个物体的固定震动频率[1]。
2 固有频率影响因素
固有频率是由物体的密度、外形等物理因素所决定的振动频率。而施加外力使其振动的频率叫策动频率,属于受迫振动。当策动频率等于固有频率时,物体产生共振,到达最大振幅,可能对物体造成损害。特体频率与其硬度、质量、外形尺寸有关,当其发生形变时,弹力使其恢复。弹力主要与尺寸和硬度有关,质量影响其加速度。同样外形时,硬度高的频率高,质量大的频率低。但要注意:质量大、频率低,只是针对一种材料在各力学性能大致一样的情况下的。另一方面,在相同外形的情况下,材质会起决定性的作用,更改材质,力学性能会也随之改变,会出现质量和硬度都会发生变化,这就可能会出现质量大的频率也大(例如:材质用铝和钢的区别)[2],也可能会出现质量轻了,但频率基本不变(例如:材质用钛和钢的区别)。
弹簧的固有频率:

式中:m为弹簧质量;k为弹簧刚度。
3 焊线机平台解耦板设计
首套焊线机XY平台如图1所示,采取了比较保守的设计方法。首套平台没有出现刚性不足的问题,而其主要缺点是:(1)运动部件质量太大,在平台音圈电机推力不变的情况下,根据F=ma,平台加速度达不到设计要求;(2)解耦板跨度不够,电机磁力对两边导轨滑块的影响,需增加解耦板跨度。
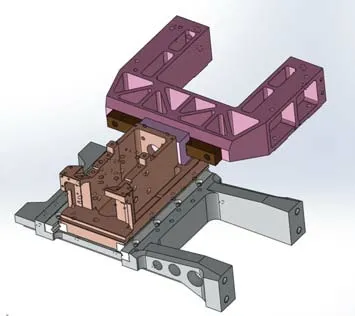
图1 首套XY平台
第二套焊线机平台如图2所示,在减轻三轴质量的同时,将Y轴跨度加宽,目的是减少电机磁力对两边导轨滑块的影响。通过FRF频率分析,发现解耦板固有频率只有首套解耦板的1/2,因此,Y轴比例增益超过80时,频域的裕度已接近饱和,加速度调不上去[3]。

图2 第二套平台(减重设计)
为了减少反复设计的过程,借助Solidworks Simula⁃tion频率分析软件进行设计,也跟首套平台进行了数据对比,如表1所示。优化解耦板,既解决了首套平台的问题,也没有出现优化前的共振问题,如图3所示。

图3 第二套平台(解耦板优化设计后)

表1 各平台Y轴解耦板零件对照表
由表可见,第二套平台借助Solidworks Simulation频率分析优化设计后,各个零件既减轻了质量,又提高了固有频率。
4 焊线机平台解耦板优化设计
图4所示为第二套平台解耦板初始设计。Y轴解耦板与Y轴电机连接,将电机运动经解耦导轨传递给鞍座,从而完成焊线机Y轴的动作。在调试时,Y轴在11g加速度时,5 mm的最少单步时间是17 ms,频率约59 Hz,这个动作所产生的频率是比较低的。但Y轴运动是经解耦导轨传递,由于高速往复运动,使得导轨内部产生振动,虽然并没有测出导轨所产生的振动频率,经过上述第二套平台的经验,在Y轴进行8.5g加速度作5 mm间隔高速定位运动时,导轨的振动频率不低于550 Hz[4]。

图4 第二套平台解耦板初始设计
解耦板A的固有频率为550 Hz,质量为633 g。由于在电机调试中,Y轴在8.5g的加速度下,作5 mm定位高速运动时,定位时间为21 ms,且振动明显。
根据以上情况,需要对解耦板A位置进行修改,以提高固有频率,但由于电机推力的问题,所以质量不能提高太多。第一步,先通过Simulation对解耦板进行频率分析,结果如图5所示[5]。从图中可以看出,在自由状态下,零件的第7阶频率是此零件的固有频率,从动画可以看到,此频率下的振型是两连接臂上下摆动,而只要可以抑制这种摆动,就可以有效提高零件的频率。如图5的A位,只要提高这个位置的刚性,就可以有效抑制两连接臂的上下摆动。通过多次试验,最终将这部分改为如图6所示的形式,将由中间加固形式改为底面封闭加固形式。

图5 初始设计分析结果
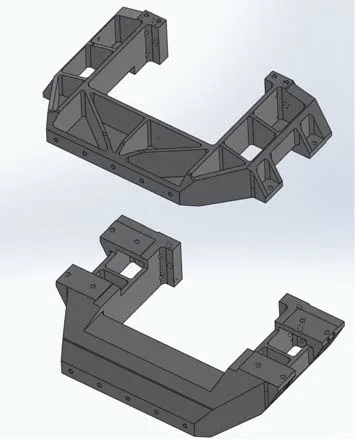
图6 第一步修改
分析结果如图7所示,同样振型的情况下,零件频率已提高到808 Hz,质量693 g。但现在零件的最低频率变为了596 Hz,振型为零件两臂左右摆动。从振型的变形情况可以看出,两臂中间的位置最为薄弱,所以,第二步修改则须要对两臂中间位进行加固,如图4的B处[6]。

图7 第一步修改后(第7阶频率)

图8 第一步修改后(第8阶频率)
修改后如图9所示,在两臂中间位下方封闭起来,从而抑制了两臂的变形。第二次修改后的频率分析如图10~11所示,从中可以看出,第7阶频率已提高为759 Hz,质量为720 g,已基本达到要求,已将频率提高了1/2,但质量只是小幅提升。但从目前振型来看,还是两臂左右摆动,若要将频率再提高,则必须再减小两臂左右摆动的形变。由此,可以进行第三次修改,将两臂根部加上三角斜位,如图4的C处,旨在加强两臂根部的刚度,减小两臂的摆动[7-8]。
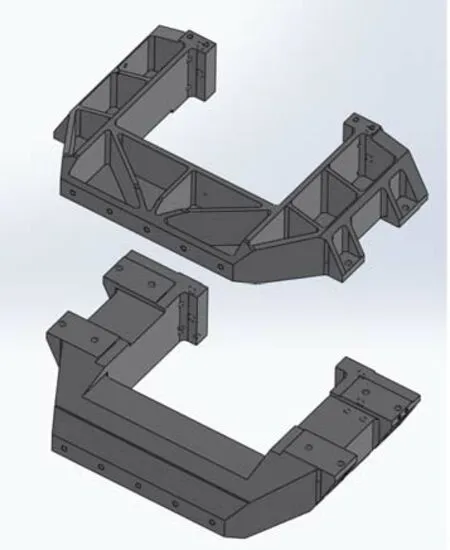
图9 第二次修改

图10 第二次修改(第7阶频率)
第三次修改后如图12所示,两边深色椭圆部分。
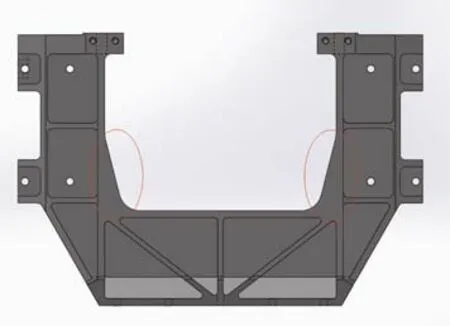
图12 第三次修改
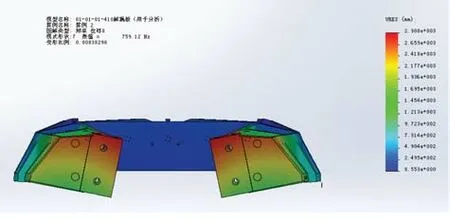
图11 第二次修改(第7阶频率)
第三次修改后的频率分析图如图13所示,零件第8阶频率为903 Hz,振型为两边左右摆动,即经过2次改动后,振型一样的振动频率已由596 Hz提高到903 Hz。而现时零件的第7阶频率(即固有频率)为884 Hz,振型已加到第一次分析的两臂上下摆动,但频率已由第一次的550 Hz升到第二次的808 Hz,再升到第三次的884 Hz,而质量则由663 g升到771 g。

图13 第三次修改(第7阶频率)

图14 第三次修改(第8阶频率)
在经过3次小修改后,解耦板的固有频率已大幅提高了60%,但质量只是增加了1/6。这3次修改,虽然只是小幅改动,但中间还是经过多次Solidworks Simulation频率分析,以及多次加固位的尺寸与对应的频率增减情况,在质量及频率增加量之间找到一个最为合适的值。
在上机安装后,通过进行FRF频率分析,采用自激励方法。试验模态分析是对结构物施加一定动态激励,采集各点的振动响应信号及激振力信号,根据力及响应信号,用各种参数识别方法获取模态振型[9]。
分析后发现比例增益达到140时,仍然有充足的频域裕度,如图15所示。Y轴已可以将加速度提升至11g,且并没有出现之前的超调和共振情况。

图15 FRF频率分析图
4 结束语
通过应用Solidworks Simulation软件对焊线机解耦板进行频率分析,从其固有频率和模态振型,可以得到以下结论:焊线机解耦板固有频率和模态振型取决于其外形结构和质量分布。在结构优化前,解耦板质量为633 g,固有频率为550 Hz,焊线机平台加速度调至8g时,出现噪声和振动现象。针对解耦板的固有频率和模态振型,进行优化设计后解耦板质量为773 g,固有频率为884 Hz,焊线机平台加速度提升至11g。运用Solidworks Simulation软件进行频率分析,提高了设计效率,对设计工作具有一定的指导意义。
