汽车四门锥型孔技术研究
2021-07-08张坤杨晓东
张坤 杨晓东
摘 要:随着消费者对汽车表面感受度和高品质要求的提升,四门门锁安装形式也进行了升级,由平头圆孔安装形式发展为锥型孔安装形式。本文介绍了锥型孔的常见工艺工序种类,机器人锥型孔设备应用,常见问题,典型问题解决方案等。汽车四门锥型孔技术采用机器人冲孔系统,得到了更稳定、更优异的产品,在汽车制造业具有先进性和指导意义。
关键词:锥型孔 机器人 模具
Research on the Technology of Four-door Cone Hole in Automobile
Zhang Kun,Yang Xiaodong
Abstract:With the improvement of consumers' requirements for car surface perception and high quality, the four-door lock installation form has also been upgraded, from a flat round hole installation form to a tapered hole installation form. This article introduces the common process types of tapered holes, the application of robot tapered hole equipment, common problems, solutions to typical problems, etc. The four-door cone hole technology of the automobile adopts the robot punching system, and has obtained a more stable and superior product, which has advanced and guiding significance in the automobile manufacturing industry.
Key words:cone-shaped hole, robot, mold
1 引言
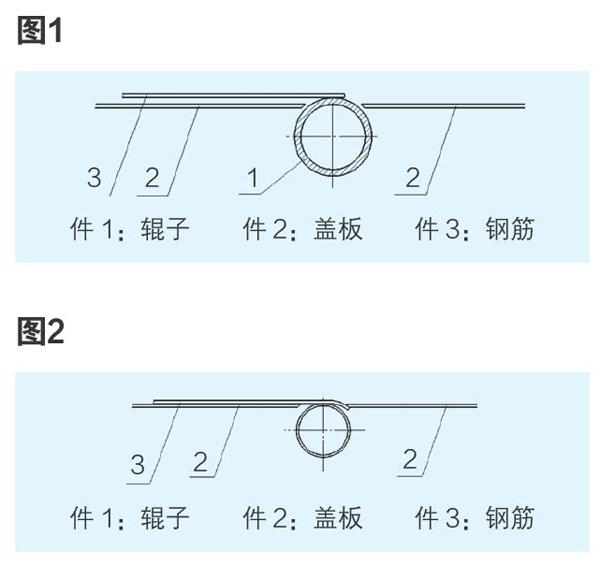
中國汽车制造业进入了高速发展的阶段,其中产品制造已经逐渐完成从手工制造向自动化制造的发展升级,这对于产品本身可以获得更稳定、更优质的产品质量。伴随着汽车工业的发展,消费者对产品的高质量、高科技、高美观度不断提升。汽车四门是消费者使用度最高的汽车部件之一,开门后门锁位置是消费者首先看到的,并且是感官较强的位置。门锁安装形式是影响消费者感官的重要因素,所以门锁的安装形式从平头圆孔到锥型孔安装(如图1)也是发展趋势。
2 锥型孔成型常见工艺工序种类
四门锥型孔成型是一种将平面钣金中间穿孔并通过冲压形式完成锥型形状(漏斗形状)的一种钣金成型工艺。
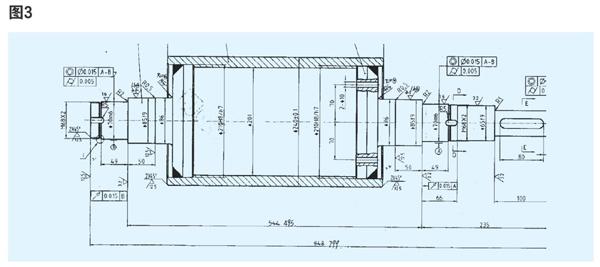
目前完成锥型孔成型工艺的方式基本可以分为3种:正面冲压一体成型、反面冲压一体成型、先冲平面圆孔再锥型成型(如图2)。其中正面、反面冲压一体成型由于钣金的延展性以及一体成型的模具复杂性,会导致锥型孔成型后,产品出现成型后钣金边缘有不规则毛边情况,产品表面有轻微压印等问题,模具的磨损相对较快。先冲平面圆孔再锥型成型,是将此工艺分成2个步骤,在平面钣金先冲圆孔,再进行锥型成型,合理的解决了钣金毛边、压印等问题,是近年来随着工艺发展普遍采用的一种工艺工序方式。
3 锥型孔机器人设备应用
先冲平面圆孔再锥型成型这种工艺工序中,第一步平面圆孔冲孔主要是采用钣金冲压工艺完成;第二步在钣金圆孔基础上再进行钣金锥型成型。为保证锥型成型质量,目前行业内主要采用机器人配备高精度抓手,再通过机器人将零件抓到对应冲孔成型设备上,完成最后的成型工作。
机器人抓件锥型孔成型是随着汽车行业自动化程度越来越高,应运而生的一种高精度、高稳定性、高自动化应用。机器人本身的高精度配合使用高精度抓手,从设备方面保证了产品生产的一致性、稳定性,再加上对零件尺寸、轨迹调试、冲孔设备的良好配合,可以保证锥型孔成型工艺的产品质量,相对于其他工艺形式具有明显优势。
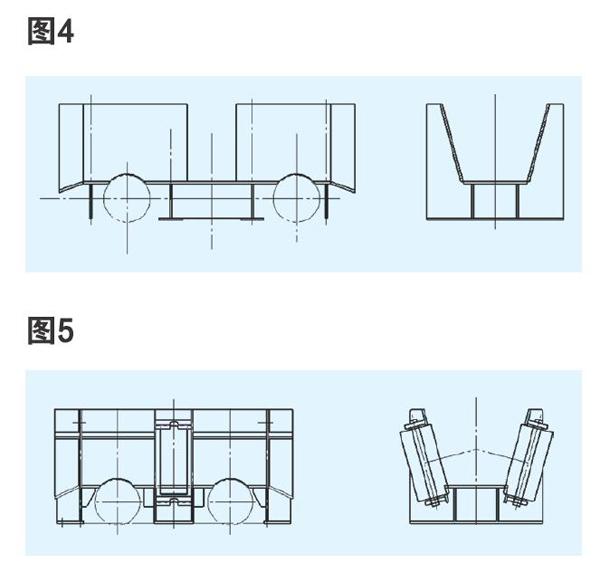
锥型孔机器人设备应用主要可以分为3个硬件部分,分别是机器人、高精度抓手、冲孔设备(如图3)。
4 锥型孔成型常见问题
4.1 质量问题定义
锥型孔成型工艺因独特的锥型形状,在运行过程中由于各种原因,对工艺进行风险分析和评估后,具体将各质量问题定义如下:
A、锥型孔未成型(漏冲):由于设备程序问题及人为原因等,可能造成未执行成型操作,此情况较少出现。
B、锥型孔成型不完整:由于设备程序、人为操作、动力能源不充足等原因,可能造成锥型孔在成型过程中,未完全完成成型工艺,中途中断,导致成型不完整。
C、锥型孔成型边缘毛边:由于冲孔设备模具损耗或者钣金圆孔上存在不规则毛边,导致成型后产生目视可见(不借助放大镜)的钣金边缘毛边。
D、锥型孔成型中心偏移:由于钣金圆孔中心未能与冲孔设备模具中心对齐,导致钣金成型后,其锥型形状向一侧偏移。
E、锥型孔成型孔径超差:由于钣金圆孔孔径不达标、冲孔设备力行程不足、冲孔设备模具尺寸问题等,都会导致锥型孔成型后,其孔径与门锁安装需要的尺寸产生差异。
4.2 常见设备问题
锥型孔成型工艺由机器人、抓手、冲孔设备组成,其设备在运行过程中可能会出现一些常见问题:
A、冲孔设备模具磨损:锥型孔成型工艺是对钣金进行机械式物理形变的过程,在钣金与模具之间的挤压过程中,相互作用力对模具有一定的磨损,正常条件下模具的寿命可以达到10万次冲压过程;当模具固定松动、冲压过程中有杂物存在等特殊情况,冲压过程会对模具产生不可逆的损坏。
B、冲孔设备无快进行程:当设备快进行程调速阀调节不适当或者设备的活塞杆被卡住时,会出现此问题。
C、冲孔设备无力行程:当冲孔设备所需的冲压力大于设备的最大冲压力,模具空行程反作用力大于快进力,力行程转换阀调节不对,液压油耗过多等情况时,可能会出现此问题。
D、冲压设备无返回行程:冲压设备压力开关无信号,返程阻力大于返程力,返程节流阀调节不当,活塞杆被卡住时,可能会出现此问题。
5 典型问题解决方案
锥型孔成型工艺最终是要在汽车装配时与车门锁和螺栓良好配合,安装到位才能完成其功能。在整个工艺过程中,最典型的問题:螺栓安装后在锥型孔周边产生细小的油漆裂纹(如图4)。
5.1 问题原因分析
对锥型孔成型典型问题油漆裂纹从各个方面进行原因分析并通过各种手段对原因进行验证。主要的分析方面和末端原因有以下几个:
A、锥型孔冲孔设备模具是否磨损。
B、成型钣金的表面是否有油污导致油漆附着力差。
C、钣金未成型前圆孔直径超出标准。
D、锥型孔冲孔设备油压设置不合理。
E、锥型孔冲孔设备模具内外径尺寸不合理。
F、锥型孔冲孔设备模具倾斜角有偏差。
经过现场分析和验证后,确定影响此问题的要因是锥型孔冲孔设备模具的内外径和倾斜角存在偏差。
5.2 问题解决方案
对问题产生的原因逐一分析后,根据锥型孔成型后与门锁、螺栓配合模型进行研究,分析理论影响状态,如图5。
通过对锥型孔成型冲压设备的模具进行调整,修改模具的内外孔径及倾斜角,让钣金锥型成型后,达到理论的配合状态,彻底将此问题解决。
6 结语
汽车四门锥型孔成型工艺对于整车美观度和消费者的感受度,有了很大的改善和提高。锥型孔成型工艺中应用机器人自动化系统能提供高质量、高稳定性的汽车产品,符合汽车行业自动化的发展趋势。在我国汽车制造业高速蓬勃发展的今天,对于机器人自动化以及其他先进技术的应用研究就显得尤为重要。这是推动制造业优化升级的具体落脚点,更能增强汽车制造业的核心竞争力。
参考文献:
[1]John Sniezek.Global Mechanical Design Standards[CP/CD].US
[2]朱梅.液压与气动技术[M].西安电子科技大学出版社,2004.
[3]朱光力.模具设计与制造实训[M].北京:清华大学出版社,2004.
[4]王奇.汽车覆盖件翻边开裂问题解析[J].模具制造,2018(9):5-9.
[5]张爱红.工业机器人操作与编程技术 [M].机械工业出版社出版,2019.
[6]陈海.工业机器人应用技术[M].电子工业出版社,2018.
